Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Контроль числа дефектних виробівСодержание книги Поиск на нашем сайте
У тому випадку, коли необхідно зробити контроль числа дефектних виробів у малосерійної партії, що складає з N екземплярів, lт можна підрахувати по формулі
де dm — число дефектних виробів у вибірці обсягом у т екземплярів; D 0 — число дефектних виробів у партії доброї надійності, D 1 — число дефектних виробів у партії поганої надійності. Формула (5.13) практично може бути використана тільки для дуже малих партій (N ≤150). Але й при цих умовах розрахунки lт громіздкі, що ускладнює контроль. Більше зручної й досить точної є формула
де Для полегшення процедури контролю можна заздалегідь підрахувати для певних значень d m=0, 1, 2, 3,... приймальні (m пр) і бракувальні (m бр) обсяги випробувань:
Розрахований у такий спосіб план контролю може бути представлений у табличній або графічній формі. На рис. 5.1 показаний графік контролю, де область П, що лежить нижче лінії 1, — область приймання, область Б, що лежить вище лінії 2, — область бракування, область ПІ, укладена між лініями 1, 2 й осями координат, — область продовження випробувань. Графіки контролю можна будувати по трьох характеристичних точках: а) dm = 0, б) dm = D 0, в) dm = (D 0+ D 1)/2,
Рисунок 5.1 -Графік контролю Для контролю надійності більших партій виробів (N ≥1000), а також відновлюваних виробів доцільно користуватися біноміальними планами, одержуваними зі співвідношення
де q 0 — імовірність відмови в кожнім одиночному випробуванні для партії з гарною надійністю; q 1 — те ж для партії з поганою надійністю. З (5.18) випливають формули для приймальних (d np) та бракувальних (d б,p) чисел дефектних виробів із числа т випробувань:
де
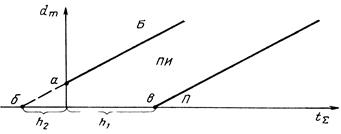
Приймальні й бракувальні числа для ряду значень m можуть бути підраховані заздалегідь і представлені у вигляді таблиць плану. Для практичних цілей зручніше представляти план контролю у вигляді графіка (рис. 5.2). З (5.19) треба, що приймальні (d np) і бракувальні (d бр) числа лінійно залежать від обсягу випробувань, причому h 1й h 2визначають відрізки на осі ординат, a s — тангенс кута нахилу прямих до осі абсцис. Якщо величина ризику постачальника α і ризику замовника β рівні, то h 1 =h 2. При побудові графіка плану корисно визначити мінімальне число випробувань, при якому можна прийняти партію, коли число відмов d= 0. З (5.19) одержуємо
Рисунок 5.1 -План контролю Обчисливши m 0, можна побудувати графік плану по трьох характеристичних крапках: а) dm = 0, m0 = — h 1/ s; б) dm = h1, m = 0; (5.22) в) dm == h1, m = 0. Якщо контролюється надійність великої партії виробів ((N ≥1000)) або виробів, відновлюваних у процесі контролю, за умови q 1≤0.1, т.б. виходячи з розподілу Пуассона, маємо
Тоді вихідні величини для побудови графіка контролю визначаються співвідношеннями
Усі інші положення послідовного контролю залишаються такими ж, як й у біноміальному плані. Контроль по наробітку Послідовний контроль надійності по наробітку у випадку експонентного розподілу часу безвідмовної роботи виробів здійснюється відповідно до правил: - партія приймається, якщо t∑ ≥ h 1+ d m s; (5.25) - партія бракується, якщо t∑ ≥ h 2+ d m s; (5.26) - випробування тривають, якщо h 1+ d m s<t∑<h 2+ d m s, (5.27) де t∑ — сумарний наробіток всіх випробовуваних виробів;
де l0 — інтенсивність відмов надійної партії; l1 — інтенсивність відмов ненадійної партії. Слід зазначити, що три неусічених послідовних випробування невідновлюваних пристроїв на кожному етапі випробувань
де t i — наробіток до відмови i-гo екземпляра. При одночасному випробуванні N невідновлюваних екземплярів на кожному етапі випробувань, відзначених часом t*,
Якщо на випробуванні перебуває N відновлюваних пристроїв, заміна яких здійснюється практично миттєво, то на кожному етапі
Очевидно, що при випробуваннях в (5.30) і (5.31) можна взяти постійним t*, а N послідовно збільшувати, що зручно в приймальному послідовному контролі. Графік послідовного контролю наробітку зображений на рис. 5.3. Характеристичними точками графіка є а) dm = - h 2/ s, t∑ = 0; б) dm = 0, t∑ = h 2; (5.32) в) dm ==0, t∑ = h 1.
Рисунок 5.3 -Графік послідовного контролю Контроль наробітку пристроїв з нормальним розподілом часу безвідмовної роботи при відомому середньому квадратичному відхиленні здійснюється за допомогою наступних умов: - партія приймається, якщо t∑ ≥ h 1+ sm; (5.33) - партія бракується, якщо t∑ ≥ h 2+ sm; (5.34) - випробування тривають, якщо h 1+ sm<t∑<h 2+ sm, (5.35) де
де T 0 — середній наробіток до відмови в партії з гарною надійністю; T 1 — середній наробіток до відмови партії з поганою надійністю. Характеристичні крапки графіка плану: а) m = - h 2/ s, t∑ = 0; б) m = 0, t∑ = h 2; (5.37) в) m ==0, t∑ = h 1. Графік контролю відповідає рис. 5.4. Слід зазначити, що іноді точна побудова графіка плану тільки по характеристичних крапках важка. У такому випадку варто скористатися додатково однієї або двома точками, що лежать на продовженні лінії, або збільшити масштаб графіка.
Рисунок 5.1 -Графік контролю
|
||||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 284; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.142.42 (0.01 с.) |

 (5.13)
(5.13) (5.14)
(5.14) ;
;  ;
;  .
. (5.15)
(5.15) (5.16)
(5.16) ;
; ; (5.17)
; (5.17) .
.
 (5.18)
(5.18) (5.19)
(5.19)
 (5.20)
(5.20)
 (5.21)
(5.21)
 (5.23)
(5.23)
 (5.24)
(5.24)
 (5.28)
(5.28)
 (5.29)
(5.29) (5.30)
(5.30) (5. 31)
(5. 31)

 (5. 36)
(5. 36)