
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Особенности кристаллизации металла шваСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Кристаллизацией называется процесс образования зерен (кристаллитов) расплавленного металла при переходе его из жидкого состояния в твердое. Это, так называемая, первичная кристаллизация. Существует еще вторичная кристаллизация, при которой происходит изменение структуры уже затвердевшего металла. Первичная кристаллизация металла шва начинается в результате его охлаждения при отводе тепла в толщу твердого металла, окружающего сварочную ванну. Сначала возникают отдельные центры кристаллизации, а от них начинают расти уже сами кристаллы, образующие зерна металла.
Первичная кристаллизация зарождается в первую очередь по линии сплавления I—II (рис. 33, а), на границах частично оплавленных зерен твердого металла, так как именно здесь начинается охлаждение ванны. Кристаллы растут в сторону толщи металла шва, как показано стрелкой, перпендикулярно плоскости отвода тепла. Количество, форма и расположение зерен зависят от места зарождения центров кристаллизации, скорости роста зерен, скорости охлаждения и направления отвода тепла, а также от наличия в расплавленном металле посторонних включений. При затвердевании металла сварочной ванны (рис. 33, б) сначала возникают быстрорастущие кристаллы вследствие интенсивного отвода тепла в основной металл. Между ними появляются более мелкие и медленнее растущие кристаллы, поскольку от них тепло отводится не так быстро. Затем зерна смыкаются и из них продолжают расти только те, которые расположены перпендикулярно поверхности раздела между твердым и жидким металлом. При уменьшении скорости охлаждения центры кристаллизации возникают более равномерно по всему объему металла, а зерна растут во все стороны. Первичная кристаллизация металла шва протекает периодически и при специальном травлении в нем можно различить слоистое строение. Металл шва в результате первичной кристаллизации получает или гранулярную (зернистую) структуру, при которой зерна не имеют определенной ориентировки, а по форме напоминают многогранники, или столбчатую и дендритную структуру, при которой зерна вытянуты в одном направлении (рис. 33, в). При столбчатой структуре зерна имеют компактную вытянутую форму, при дендритной — ветвистую, напоминающую дерево. Дендриты обычно располагаются в столбчатых зернах, являясь их основой. Чем быстрее охлаждение металла, тем больше образуется центров кристаллизации и тем мельче будут зерна. При медленном охлаждении в процессе затвердевания металл приобретает крупнозернистое строение. Столбчато-дендритная структура с крупными зернами (см. рис. 33, в) характерна для сварки под флюсом, где охлаждение металла шва происходит медленнее, чем при ручной сварке. Гранулярная структура присуща сварке покрытыми электродами. Она может быть крупной и мелкой, в зависимости от условий охлаждения и кристаллизации. Мелкозернистая гранулярная структура повышает механические свойства наплавленного металла. Зерна основного металла отличаются по форме от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки. Находящиеся в жидком металле примеси и загрязнения (окислы, шлаки и др.) имеют более низкую температуру затвердевания, чем металл, и при застывании располагаются по границам зерен, ухудшая их сцепление между собой. Это снижает прочность и пластичность наплавленного металла. Чем чище наплавленный металл, тем выше его механические свойства. Форма шва имеет значение для направления кристаллизации и расположения неметаллических включений. При широких швах (рис. 33, г) эти включения вытесняются наверх и могут быть легко удалены; при узких швах (рис. 33, д) включения часто остаются в середине шва между зернами.
Структура шва и ЗТВ Теплота, выделяемая сварочным источником нагрева, распространяется на прилегающие ко шву участки основного металла. При нагреве и последующем остывании в этих участках изменяются структура и свойства металла. Участок основного металла, подвергающийся в процессе сварки нагреву до температуры, при которой происходят видимые или невидимые структурные изменения, называют зоной термического влияния (околошовной зоной). Наряду с тепловым воздействием основной металл околошовной зоны, как правило, претерпевает и пластическую деформацию. Температура нагрева различных участков зоны термического влияния находится в пределах от точки плавления металла (у шва) до начальной температуры основного металла. Строение и размеры зоны термического влияния зависят от химического состава и теп-лофизических характеристик свариваемого материала, а также от термического цикла сварки. Зона термического влияния является обязательным спутником шва при всех видах электрической сварки плавлением. Ширина ее изменяется в достаточно широких пределах в зависимости от способа и режима сварки, состава и толщины основного металла и ряда других факторов. Меньшая ширина зоны относится к условиям сварки, характеризуемым большим перепадом температур.
Совокупность первого участка околошовной зоны и пограничного участка металла шва именуют зоной сплавления или переходной зоной. Свойства переходной зоны оказывают подчас решающее влияние на работоспособность сварной конструкции. На этом участке часто образуются трещины, ножевая коррозия, усталостные разрушения при вибрационной нагрузке, хрупкие разрушения и т. п. Поэтому дальнейшее изучение свойств переходной зоны представляет первостепенный интерес. Ширина переходной зоны зависит от природы источника нагрева, теплофи-зических свойств, состава и толщины (до определенных пределов) основного металла, режима сварки и других факторов. Второй участок околошовной зоны, получивший название участка перегрева (участка крупного зерна), включает металл, нагретый до температуры примерно 1200° С до температуры плавления. Металл на этом участке претерпевает аллотропические превращения. При нагреве сс-железо переходит в у-железо, причем в результате значительного перегрева происходит рост аусте-нитного зерна. Характер вторичной структуры металла на этом участке зависит от его состава и термического цикла сварки. Например, при электрошлаковой сварке низкоуглеродистой стали образуется крупнозернистая видманштеттова структура. Обычно, особенно в тех случаях, когда перегрев сочетается с последующей закалкой, металл на втором участке околошовной зоны обладает худшими свойствами (меньшая пластичность, меньшая стойкость против перехода в хрупкое состояние), чем основной металл вне зоны термического влияния. Задача выбора рациональной технологии сварки сводится в первую очередь к обеспечению наименьшего ухудшения свойств металла на этом участке. Третий участок околошовной зоны получил название участка перекристаллизации (нормализации). Он включает металл, приобретший в процессе нагрева полностью аустенитную структуру. Четвертый участок околошовной зоны, получивший название участка неполной перекристаллизации, включает металл, нагретый от температуры, при которой во время нагрева начинаются аллотропические превращения (~720° С), до температуры около 880° С. Металл на этом участке подвергается только частичной перекристаллизации. Поэтому здесь наряду с зернами основного металла, не изменившимися в процессе сварки, присутствуют зерна, образовавшиеся при перекристаллизации. Изменения структуры металла на этом участке значительно меньше влияют на качество сварного соединения углеродистых конструкционных сталей, чем изменения, происходящие в первых трех участках. На пятом участке околошовной зоны, именуемом участком старения при рекристаллизации, металл нагревается от температуры примерно 500° С до температуры несколько ниже температуры 720° С. Здесь происходит сращивание раздробленных при нагартовке (ковке, прокатке) зерен основного металла и некоторое разупрочнение его по сравнению с исходным состоянием. Снижение прочности наблюдается также при сварке основного металла, подвергшегося упрочняющей термообработке. На этом же участке околошовной зоны при сварке углеродистых конструкционных сталей с содержанием до 0,3% С при некоторых условиях наблюдается снижение пластичности и ударной вязкости и повышение прочности металла. Можно предположить, что это обусловливается старением после закалки и дисперсионным твердением.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 1659; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.008 с.) |


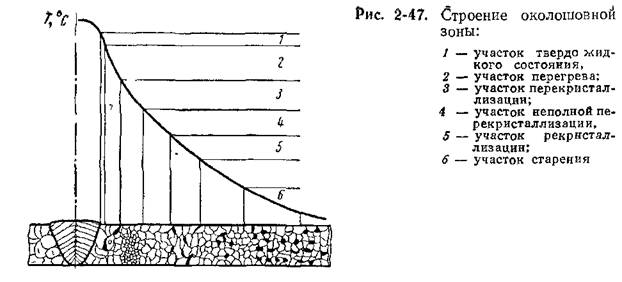 На рис. 2-47 приведена схема строения зоны термического влияния при сварке однослойного стыкового шва на конструкционных сталях. Рассмотрим на этом примере структурные превращения в околошовной зоне. Первый участок зоны примыкает непосредственно к металлу шва. Основной металл на этом участке находится в твердо-жидком состоянии. Здесь и происходит собственно сварка, т. е. формирование кристаллитов шва на частично оплавленных зернах основного металла. Участок имеет небольшую ширину. По своему составу и структуре он отличается от соседнего участка основного металла. За время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность.
На рис. 2-47 приведена схема строения зоны термического влияния при сварке однослойного стыкового шва на конструкционных сталях. Рассмотрим на этом примере структурные превращения в околошовной зоне. Первый участок зоны примыкает непосредственно к металлу шва. Основной металл на этом участке находится в твердо-жидком состоянии. Здесь и происходит собственно сварка, т. е. формирование кристаллитов шва на частично оплавленных зернах основного металла. Участок имеет небольшую ширину. По своему составу и структуре он отличается от соседнего участка основного металла. За время контакта жидкой и твердой фаз в нем протекают диффузионные процессы и развивается химическая неоднородность.


