
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Пластическое деформирование металла волочением.Содержание книги
Поиск на нашем сайте Волочение металла — это протягивание изделия круглого или фасонного профиля через отверстие волочильного очка (волоку), площадь выходного сечения которого меньше площади сечения исходного изделия. Волочение выполняется тяговым усилием, приложенным к переднему концу обрабатываемой заготовки. Данным способом получают проволоку всех видов, прутки с высокой точностью поперечных размеров и трубы разнообразных сечений. Обработка металла волочением находит широкое применение в металлургической, кабельной и машиностроительной промышленности. Волочением обрабатывают стали разнообразного химического состава, прецизионные сплавы, а также практически все цветные металлы (золото, серебро, медь, алюминий, и др.) и их сплавы. Изделия, полученные волочением, обладают высоким качеством поверхности и высокой точностью размеров поперечного сечения. Волочением можно изготовлять полые и сплошные изделия часто сложного поперечного сечения, производство которых другими способами не всегда представляется возможным (например, тонкие изделия, прутки значительной длины). В качестве исходного материала для волочения применяют катаную и прессованную заготовки. При производстве алюминиевой, медной и другой проволоки в качестве исходной заготовки используют катанку, получаемую непосредственно из плавильной печи через кристаллизатор и непрерывный прокатный стан. Независимо от способа получения исходная заготовка перед волочением проходит тщательную предварительную подготовку, которая заключается в проведении того или иного вида термической обработки, удалении окалины и подготовке поверхности для закрепления и удержания на ней смазки в процессе волочения. Эти предварительные операции обеспечивают нормальное выполнение пластической деформации в волочильном отверстии, способствуют получению высокого качества поверхности изделия, уменьшают усилие и энергию на волочение и снижают износ волочильного инструмента. Термическая обработка металла перед волочением снимает наклеп, придает металлу необходимые пластические свойства, обеспечивает получение наиболее оптимальной структуры. Поэтому термическую обработку выбирают такой, чтобы в сочетании с пластической деформацией она обеспечивала максимальные механические и другие характеристики обрабатываемого изделия. Ковкой называют процесс деформирования горячей заготовки ударами молота, нажатием пресса или ударами кузнечных инструментов вручную. При этом заготовке придают необходимую форму иразмеры. Ковку используют для получения простых и сложных по форме изделий с повышенными механическими свойствами массой от долей килограмма до 300 т, не имеющих точных размеров и высококачественной поверхности. Большинство изготовляемых поковок подвергают механической обработке на металлорежущих станках. (Ну и операции ковки думаю можно сказать, не помню все наизусть) При объемной штамповке получают поковки, точность размеров и качество поверхности которых значительно выше, чем при ковке. Изготовлять поковки объемной штамповкой может кузнец-штамповщик более низкой квалификации по сравнению с квалификацией кузнеца ручной и машинной ковки. Объемная штамповка является одним из наиболее прогрессивных способов обработки металлов давлением. При листовой штамповке изделия и детали изготовляют с помощью штампов из листового материала, ленты или полосы. Листовая штамповка обеспечивает высокую производительность труда, позволяет автоматизировать штамповочные работы, обеспечивает получение деталей с высокой точностью и хорошим качеством поверхности, которые поступают на сборку, как правило, без дополнительной механической обработки. 59. Термитная сварка — процесс сварки металлических деталей жидким металлом заданного химического состава, получаемого в результате термитной (алюминотермической) реакции. Ее используют для сварки стыков трамвайных и железнодорожных рельсовых путей, стыков стальных труб, при ремонте стальных, чугунных деталей и т. д. (Оборудование скорее всего есть в учебнике, увы его с собой у меня нет) 60. Точечная сварка – способ контактной сварки, при котором соединение деталей осуществляется на участках, ограниченных площадью торцов электродов, подводящих ток и передающих усилие сжатия. Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами, таврами и т.п.). Точечную сварку применяют для соединения заготовок из сталей различных марок (углеродистой, легированной, нержавеющей, жаростойкой и др.), а также из цветных металлов и их сплавов. Точечной сваркой можно соединять заготовки из разнородных металлов. (Оборудование все там же, в учебнике). Способы точечной сварки и области ее применения.
Точечной контактной сваркой соединяют детали от 0,05 до 6 мм. Диапазон можно расширять от 10 микрон до 30 микрон.
Под точечную сварку детали изготавливают из листовых материалов, прессованных полуфабрикатов, штампованных, литых, кованных и обработанных резанием заготовок, чаще всего после штамповки.
Выбор того или иного способа сварки определяется толщиной детали, материалом, конструкцией узла, масштабом и характером производства, требованиями, предъявляемыми к качеству соединения, а также требованиями производительности процесса.
В зависимости от качества одновременно свариваемых точек и способа подвода тока на заготовку применяют разные способы точечной сварки.
1. Одноточечная двухсторонняя сварка.
2. Одноточечная односторонняя сварка.
Применяется чаще всего для приварки подшивки к каркасу.
3. Одноточечная односторонняя сварка пистолетом, прижимаемым вручную.
Нестабильное качество сварки. Применяется при приварке громоздких узлов в труднодоступных местах.
4. Двухточечная односторонняя сварка на медной подкладке.
Чем толще первая деталь, тем больше ток шунтирования. осуществляет сварку. Часть тока шунтирует через верхнюю деталь. Чтобы снизить сопротивление для сварочного тока применяют сварочную подкладку.
5. Двухточечная односторонняя сварка без шунтирования тока.
По такому принципу работают все контактные многоточечные мешины, созданные для сварки арматурных сеток на заводах ЖБИ.
Для листовых конструкций, для арматурных.
6. Двухточечная двухсторонняя сварка со спаренными трансформаторами.
Если шунтирование тока не значительное, то сварка крупногабаритных ответственных узлов в крупносерийном и массовом производстве.
7. Многоточечная односторонняя сварка с питанием от одного трансформатора с двумя раздельными вторичными обмотками.
Чередующиеся подключения через одно способствуют исключению шунтирования тока через верхнюю деталь.
8. Многоточечная односторонняя сварка с питанием от нескольких трансформаторов.
Два или три трансформатора отдельных при той же мощности потребляют меньше тока из силовой сети и равномернее нагружают ее фазы..
9. Многоточечная двухсторонняя сварка с питанием от нескольких трансформаторов.
Если геометрия конфигурации свариваемой детали позволяет, то этот способ сварки является предпочтительным, т.к. Шовная сварка
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяются непрерывным или прерывистым швом, состоящим из отдельных сварных точек, в результате приложения усилия сжатия и подвода тока к вращающимся дисковым электродам (роликам). Сущность процесса
Заготовки накладывают друг на друга и зажимают обычно между двумя дисковыми электродами усилием сжатия Fсв (P). При подаче тока металл в зоне контакта деталей по оси электродов начинает нагреваться и расплавляться. По мере движения (прокатывания) заготовок между дисковыми электродами образуются новые сварные точки, перекрывающие или не перекрывающие друг друга. Как и при точечной сварке, не требуются специальные средства защиты расплава от взаимодействия с атмосферой.
Рисунок. Схема шовной (роликовой) сварки
В зависимости от характера перемещения деталей и подачи сварочного тока различают следующие способы шовной сварки: непрерывную; прерывистую и шаговую.
Непрерывная сварка выполняется сплошным швом при постоянном протекании тока, непрерывном движении заготовок, а также при постоянном давлении дисковых электродов на свариваемые поверхности. Она получила ограниченное применение из-за быстрого износа роликов и сильного перегрева контактирующих с ними поверхностей деталей. Важное значение при непрерывной сварке имеют тщательная зачистка свариваемых поверхностей, одинаковая толщина и однородность состава соединяемых изделий.
Рисунок. Циклограмма непрерывной шовной сварки
Наиболее распространена прерывистая шовная сварка, осуществляемая при импульсной (прерываемой) подаче тока, непрерывном перемещении заготовок и постоянном давлении роликов. При каждом импульсе сварочного тока формируется единичная литая зона. Для образования герметичного шва с перекрывающимися сварными точками подбирается определенное соотношение скорости вращения дисковых электродов и частоты импульсов тока.
Рисунок. Циклограмма прерывистой шовной сварки
При шаговой шовной сварке к роликам прикладывается постоянное давление, детали перемещаются прерывисто (пошагово), а ток подается только во время остановки роликов. При этом контактируемые поверхности роликов и заготовок меньше перегреваются. Однако машины для данного способа сварки конструктивно сложнее и менее производительны.
Рисунок. Циклограмма шаговой шовной сварки
Конденсаторная сварка
Конденсаторная сварка представляет собой один из видов сварки запасенной энергией. Энергия накапливается в конденсаторах при их зарядке от источника постоянного напряжения (выпрямителя), а затем в процессе разряда преобразуется в теплоту, используемую для сварки. Эта теплота выделяется в контакте между соединяемыми заготовками при протекании тока, поэтому конденсаторную сварку можно отнести к способам контактной сварки. Существуют два вида конденсаторной сварки: бестрансформаторная; трансформаторная.
При бестрансформаторной ударной сварке (рисунок 9) конденсатор подключен непосредственно к свариваемым заготовкам. Разряд конденсатора происходит в момент удара заготовки 3 по заготовке 4. Разряд оплавляет торцы заготовок, которые свариваются под действием усилия осадки.
При трансформаторной конденсаторной сварке конденсаторы разряжаются на первичную обмотку сварочного трансформатора, во вторичной цепи которого находятся предварительно сжатые между электродами заготовки.
Бестрансформаторная сварка используется в основном для стыковой сварки, трансформаторная для точечной и шовной.
а - бестрансформаторная с разрядом на изделие; б - с разрядом на первичную обмотку трансформатора; 1 - пружина; 2 - защелка; 3 и 4 - заготовки; С - конденсатор; В - выпрямитель; Т - трансформатор
Рисунок 9. Схемы конденсаторной сварки
Диффузионная сварка
Отличительная особенность диффузионной сварки от других способов сварки давлением - относительно высокие температуры нагрева (0,5-0,7 Тпл) и сравнительно низкие удельные сжимающие давления (0,5-0 МПа) при изотермической выдержке от нескольких минут до нескольких часов.
Формирование диффузионного соединения определяется такими физико-химическими процессами, протекающими при сварке, как взаимодействие нагретого металла с газами окружающей среды, очистка свариваемых поверхностей от оксидов, развитие высокотемпературной ползучести и рекристаллизации. В большинстве случаев это диффузионные, термически активируемые процессы.
Для уменьшения скорости окисления свариваемых заготовок и создания условий очистки контактных поверхностей от оксидов при сварке могут быть применены газы-восстановители, расплавы солей, флюсы, обмазки, но в большинстве случаев используют вакуум или инертные газы.
Очистка поверхностей металлов от оксидов может происходить в результате развития процессов сублимации и диссоциации оксидов, растворения оксидов за счет диффузии кислорода в металл (ионов металла в оксид), восстановления оксидов элементами-раскислителями, содержащимися в сплаве и диффундирующими при нагреве к границе раздела металл - оксид. Расчет и эксперимент показывают, что, например, на стали оксиды удаляются наиболее интенсивно путем их восстановления углеродом, а на титане - за счет растворения кислорода в металле.
Сближение свариваемых поверхностей происходит в первую очередь в результате пластической деформации микровыступов и приповерхностных слоев, обусловленной приложением внешних сжимающих напряжений и нагревом металла. В процессе деформации свариваемых поверхностей, свободных от оксидов, происходит их активация, и при развитии физического контакта между такими поверхностями реализуется их схватывание.
При диффузионной сварке одноименных металлов сварное соединение достигает равнопрочное основному материалу в том случае, когда структура зоны соединения не отличается от структуры основного материала. Для этого в зоне контакта должны образовываться общие для соединяемых материалов зерна. Это возможно за счет миграции границ зерен, осуществляемой либо путем первичной рекристаллизации, либо путем собирательной рекристаллизации.
С помощью диффузионной сварки в вакууме получают высококачественные соединения керамики с коваром, медью, титаном, жаропрочных и тугоплавких металлов и сплавов, электровакуумных стёкол, оптической керамики, сапфира, графита с металлами, композиционных и порошковых материалов.
Соединяемые заготовки могут быть весьма различны по своей форме и иметь компактные (рис. 3.66, а) или развитые (рис. 3.66, б, в) поверхности контактирования. Геометрические размеры свариваемых деталей находятся в пределах от нескольких микрометров (при изготовлении полупроводниковых приборов) до нескольких метров (при изготовлении слоистых конструкций).
Рис. 3.66. Некоторые типы конструкций, получаемых диффузионной сваркой
Схематически процесс диффузионной сварки можно представить следующим образом. Свариваемые заготовки собирают в приспособлении, позволяющем передавать давление в зону стыка, вакуумиру-ют и нагревают до температуры сварки. После этого прикладывают сжимающее давление на заданный период времени. В некоторых случаях после снятия давления изделие дополнительно выдерживают при температуре сварки для более полного протекания рекрис-таллизационных процессов, способствующих формированию доброкачественного соединения. По окончании сварочного цикла сборку охлаждают в вакууме, инертной среде или на воздухе в зависимости от типа оборудования. В зависимости от напряжений, вызывающих деформацию металла в зоне контакта и определяющих процесс формирования диффузионного соединения, целесообразно условно различать сварку с высокоинтенсивным (Р ≥ 20 МПа) и низкоинтенсивным (Р ≤ 2 МПа) силовым воздействием. При сварке с высокоинтенсивным воздействием сварочное давление создают, как правило, прессом, снабжённым вакуумной камерой и нагревательным устройством (рис. 3.67). Но на таких установках можно сваривать детали ограниченных размеров (как правило, диаметром до 80 мм (см. рис. 3.66, а). При изготовлении крупногабаритных двухслойных конструкций (см рис. 3.66, б) применяют открытые прессы. При этом свариваемые детали перед помещением в пресс собирают в герметичные контейнеры, которые вакуумируют и нагревают до сварочной температуры (рис. 3.68).
Рис. 3.67. Принципиальная схема установки для диффузионной сварки (a) и общий вид многопозиционной установки СДВУ-4М (б): и 1 - вакуумная камера; 2 - система охлаждения камеры; 3 - вакуумная система; 4 - высокочастотный генератор; 5 - гидросистема пресса
Для исключения возможности потери устойчивости свариваемых элементов, передачи давления в зону сварки и создания условий локально направленной деформации свариваемого металла в зоне стыка диффузионную сварку осуществляют в приспособлениях с применением для заполнения «пустот» (межреберных пространств) технологических вкладышей и блоков (см. рис. 3.68), которые после сварки демонтируют или удаляют химическим травлением.
Рис. 3.68. Технологическая схема диффузионной сварки с высокоинтенсивным силовым воздействием: а - требуемая конструкция; б - заготовки для сварки; в - технологические элементы-вкладыши; г - сборка; д - сварка в прессе; е - демонтаж; ж -готовая конструкция; 1 - технологические вкладыши; 2-технологический контейнер; 3 - пресс
При сварке с высокоинтенсивным силовым воздействием локальная деформация металла в зоне соединения, как правило, достигает нескольких десятков процентов, что обеспечивает стабильное получение доброкачественного соединения.
Для изготовления слоистых конструкций (см. рис. 3.66, в) перспективна диффузионная сварка с низкоинтенсивным силовым воздействием, при которой допустимые сжимающие усилия ограничены устойчивостью тонкостенных элементов. При этом способе диффузионной сварки не требуется сложного специального оборудования.
При изготовлении плоских (или с большим радиусом кривизны) конструкций сжимающее усилие наиболее просто может быть обеспечено за счет атмосферного давления воздуха Q на внешнюю поверхность технологической оснастки при понижении давления газа в зоне соединения (рис. 3.69).
Рис. 3.69. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием плоских конструкций: а — требуемая конструкция; б - заготовки для сварки; в - сборка; г — сварка; д — готовая конструкция; 1 — несущая обшивка; 2 — готовый заполнитель; 3 — технологические листы; 4 — мембрана
Наличие технологических элементов (прокладок, мембрани др.), обладающих локальной жесткостью и помещенных с внешней стороны свариваемых элементов, исключает возможность потери устойчивости обшивок в виде прогибов неподкрепленных участков. Величина сварочного давления Р ограничивается предельным напряжением потери устойчивости заполнителя σп.з. (Р ≤ σп.з.). При изготовлении конструкций сложного криволинейного профиля может быть использована технологическая схема (рис. 3.70), при которой давление нейтрального газа воспринимается непосредственно внешними элементами самой конструкции, например, несущими обшивками, оболочками. В процессе сварки обшивки на неподкрепленных участках под давлением газа деформируются (прогибаются). Это ухудшает условия для формирования соединения, уменьшает сечение сообщающихся каналов, ухудшает аэродинамическое состояние поверхности. В этом случае Р ограничивается напряжением, при котором имеет место чрезмерная остаточная деформация обшивок на неподкрепленных участках (Р ≤ σп.о.).
Рис. 3.70. Технологическая схема диффузионной сварки с низкоинтенсивным силовым воздействием конструкций сложной формы: а - требуемая конструкция; б - заготовки для сварки; в - сварка; г - характер деформации элементов конструкции при сварке; 1 — внешняя оболочка; 2 - внутренняя оболочка
В ряде случаев можно исключить применение внешнего давления для сжатия свариваемых заготовок, используя явления термического напряжения, возникающего при нагреве материалов с различными коэффициентами линейного расширения. При сварке коак-сиально собранных заготовок коэффициент линейного расширения охватывающей детали должен быть меньше коэффициента линейного расширения охватываемой детали (см. рис. 3.66, а).
Качество соединения при диффузионной сварке в вакууме определяется комплексом технологических параметров, основные из которых - температура, давление, время выдержки. Диффузионные процессы, лежащие в основе формирования сварного соединения, являются термически активируемыми, поэтому повышение температуры сварки стимулирует их развитие. Для снижения сжимающего давления и уменьшения длительности сварки температуру нагрева свариваемых деталей целесообразно устанавливать по возможности более высокой; металлы при этом обладают меньшим сопротивлением пластической деформации. Вместе с тем необходимо учитывать возможность развития процессов структурного превращения, гетеродиффузии, образования эвтектик и других процессов, приводящих к изменению физико-механических свойств свариваемых металлов.
Удельное давление влияет на скорость образования диффузионного соединения и величину накопленной деформации свариваемых заготовок. В большинстве случаев чем выше удельное давление, тем меньше время сварки и больше деформация. Так, при сварке в прессе с использованием высоких удельных давлений (до нескольких десятков мегапаскалей) время образования соединения может измеряться секундами, а деформация металла в зоне соединения десятками процентов. При сварке с использованием низких удельных давлений (десятые доли мегапаскаля) время сварки может исчисляться часами, но деформация соединяемых заготовок при этом составляет доли процента. Таким образом, задачу выбора удельного давления следует решать с учетом типа конструкций, технологической схемы и геометрических размеров соединяемых заготовок, а время сварки выбирать с учетом температуры и удельного давления. При сварке разнородных материалов увеличение длительности сварки может сопровождаться снижением механических характеристик соединения из-за развития процессов гетеродиффузии, приводящих к формированию в зоне соединения хрупких интерметаллидных фаз.
Для осуществления диффузионной сварки в настоящее время создано свыше 70 типов сварочных диффузионно-вакуумных установок. Разработка и создание установок для диффузионной сварки в настоящее время ведется в направлении унифицирования систем (вакуумной, нагрева, давления, управления) и сварочных камер. Меняя камеру в этих установках, можно значительно расширить номенклатуру свариваемых узлов. Некоторые виды конструкций, изготовленных диффузионной сваркой, приведены на рис. 3.71.
Рис. 3.71. Примеры титановых конструкций, изготовленных диффузионной сваркой
65. Сварка трением. Оборудование. Область применения. Сварка трением относится к процессам, в которых используется взаимное перемещение свариваемых поверхностей, давление и кратковременный нагрев. Сварка трением происходит в твердом состоянии при взаимном скольжении двух заготовок, сжатой силой. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей. Трение поверхностей осуществляется вращением или возвратно-поступательным перемещением сжатых заготовок. В результате нагрева и сжатия происходит совместная пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между чистыми контактирующими поверхностями свариваемых заготовок. Оксидные плёнки на соединяемых поверхностях разрушаются в результате трения и удаляются за счёт пластической деформации в радиальных направлениях. Сваркой трением соединяют однородные и разнородные металлы и сплавы с различными свойствами, например медь со сталью, алюминий с титаном и др. В промышленности сварку трением применяют при изготовлении режуще66. Холодная сварка давлением. Оборудование. Область применения. Свариваемые поверхности сближают до образования металлических связей между ними. Такое сближение достигается приложением больших усилий в месте соединения. В результате происходит совместная пластическая деформация. Большое усилие сжатия обеспечивает разрушение пленки оксидов на свариваемых поверхностях и образование чистых поверхностей металла. При холодной сварке свариваемые поверхности очищают от адсорбированных жировых плёнок. 67. Электрическая дуговая сварка покрытым электродом. Оборудование. Область применения. Сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и формируется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку. 68. Автоматическая дуговая сварка под флюсом. Оборудование. Область применения. В процессе автоматической сварки под флюсом дуга горит между проволокой и основным металлом. Столб дуги и металлическая ванна жидкого металла со всех сторон плотно закрыты слоем флюса толщиной 30-50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла- ванна жидкого шлака. Для сварки под флюсом глубокое проплавление основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва покрытого твердой шлаковой коркой. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи и перемещения. Ток к электроду поступает через токопровод. Автоматическую сварку применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий.
72…Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция). В последнее время увеличивается объем использования в качестве горючего газа водорода, получаемого электролизом воды.
Рисунок. Газовая сварка, схема процесса Горючий газ из баллона или специального газового генератора поступает в сварочную горелку. Из баллона в горелку поступает кислород. В горелке они смешиваются в определенном соотношении и на выходе из сопла поджигаются. Пламя расплавляет кромки свариваемого изделия, присадочный приток, а также выполняет функции защиты расплавленного металла от атмосферы. Регулировка расхода кислорода и горючего газа осуществляется соответствующими вентилями. Технология газовой сварки Основными параметрами режима газовой сварки являются мощность пламени, угол наклона горелки и диаметр присадочного прутка. Мощность пламени зависит от толщины металла и его теплофизических свойств. Чем больше толщина металла и выше температура плавления и теплопроводность, тем больше должна быть мощность пламени. Недостатки газовой сварки Недостатками газовой сварки являются ее низкая производительность, большая зона термического влияния, высокие требования к квалификации сварщика. В связи с этим на машиностроительных предприятиях при стабильной программе выпуска продукции газовая сварка не может конкурировать с дуговой и практически не применяется. 73.1 Кислородная резка металла: 73.2 Оборудование 73.3 Область применения 74.1 Обработка на токарных стонках 74.2 Движения формообразования У станков токарной группы главным движением является вращение заготовки. Иногда главное движение на станках получают в результате сложения движений. Например, при сверлении отверстий малого диаметра на токарных главное движение является результатом сложения вращений детали и сверла, которые вращаются в разные стороны. Инструмент
|











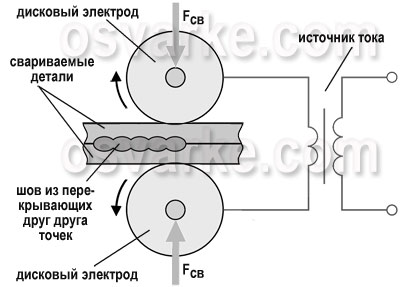



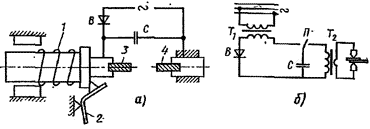





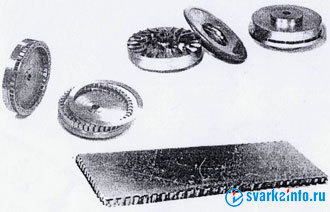
 Рисунок. Полуавтоматическая сварка, схема процесса
Защитный газ, выходя из сопла, вытесняет воздух из зоны сварки. Сварочная проволока подается вниз роликами, которые вращаются двигателем подающего механизма. Подвод сварочного тока к проволоке осуществляется через скользящий контакт.
Учитывая, что защитный газ активный и может вступать во взаимодействие с расплавленным металлом, полуавтоматическая сварка в углекислом газе имеет ряд особенностей.
71..Технология электрошлаковой сварки
При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется за счет прохождения электрического тока через расплавленный шлак, состоящий из оксидов галоидов или их смесей.
Рисунок. Полуавтоматическая сварка, схема процесса
Защитный газ, выходя из сопла, вытесняет воздух из зоны сварки. Сварочная проволока подается вниз роликами, которые вращаются двигателем подающего механизма. Подвод сварочного тока к проволоке осуществляется через скользящий контакт.
Учитывая, что защитный газ активный и может вступать во взаимодействие с расплавленным металлом, полуавтоматическая сварка в углекислом газе имеет ряд особенностей.
71..Технология электрошлаковой сварки
При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется за счет прохождения электрического тока через расплавленный шлак, состоящий из оксидов галоидов или их смесей.
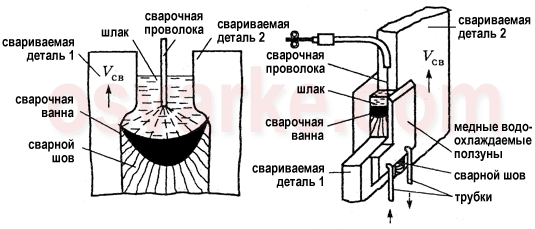 Рисунок. Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.
Разновидности электрошлаковой сварки
Основными разновидностями электрошлаковой сварки являются
· многоэлектродная электрошлаковая сварка,
· электрошлаковая сварка пластинчатыми электродами,
· электрошлаковая сварка плавящимся мундштуком.
Рисунок. Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.
Разновидности электрошлаковой сварки
Основными разновидностями электрошлаковой сварки являются
· многоэлектродная электрошлаковая сварка,
· электрошлаковая сварка пластинчатыми электродами,
· электрошлаковая сварка плавящимся мундштуком.




