Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методи організації виробництва (цеховий та потоковий)Содержание книги Поиск на нашем сайте
Непотоковий вид виробничих процесів характерний для одиничних типів виробництва з непостійною номенклатурою виробів. Йому властиві такі ознаки: - на робочих місцях, як правило, обробляються різноманітні за конструкцією і технологією виготовлення предмети праці. - робочі місця розміщуються за однотипними технологічними групами без відповідного зв'язку з послідовністю виконання операцій. Наприклад, групи токарних, фрезерних, свердлильних та інших верстатів; - предмети праці переміщуються в процесі обробки за складними маршрутами. Це великою мірою впливає на збільшення перерв між операціями; - предмети праці часто поступають на проміжні склади і чекають звільнення робочого місця для виконання наступної операції.
Потоковий метод організації виробничого процесу - один з найбільш високоефективних. Він здійснюється в максимальній відповідності до принципів раціональної організації виробництва. Потоковий виробничий процес характеризується такими ознаками: - за групою робочих місць закріплюється обробка або складання предмета одного найменування або обмеженої кількості найменувань конструктивно та технологічно подібних предметів; - робочі місця розміщуються послідовно відповідно до протікання технологічного процесу; - технологічний процес має високу поопераційну диференціацію, на кожному робочому місці можуть виконуватись одна або кілька схожих операцій; - предмети праці передаються з операції на операцію поштучно або невеликими транспортними партіями згідно з ритмом роботи, що забезпечує високий ступінь паралельності та безперервності процесу.
Сутність конвеєрних потоків, передумови їх організації Широко застосовується спеціальний міжопераційний транспорт (конвеєри), який виконує не тільки функції переміщення предметів, а й задає ритм роботи. За способом переміщення виокремлюють конвеєри з безперервним та пульсуючим рухом. Конвеєр з безперервним рухом має постійну швидкість і під час роботи не зупиняється. Конвеєр з пульсуючим рухом під час виконання операцій стоїть нерухомо. Він приводиться в дію періодично через проміжок часу, що дорівнює такту лінії. Такі конвеєри застосовуються тоді, коли за технологічними умовами виконання операції потребує нерухомого стану предмета праці. Переваги Конвеєра.: безперервність переміщення вантажів, завантаження і розвантаження без зупинок, висока продуктивність, велика довжина транспортування, високий ступінь автоматизації, забезпечення умов безпеки праці, високі техніко-економічні показники.
Класифікація потоків 1. Рівень спеціалізації (тип виробництва): Однопредметною називається лінія, на якій обробляється або складається виріб одного типорозміру протягом тривалого часу (телевізори, пральні машини, холодильники тощо). Для переходу на виготовлення виробу іншого типорозміру потрібне переналагодження лінії (перестановка устаткування, окрема його заміна тощо). Найбільше застосовуються ці лінії в масовому виробництві, зокрема в легкій промисловості, виробництві побутової техніки та ін. Багатопредметна потокова лінія - це лінія, на якій одночасно або послідовно виготовляється кілька типорозмірів виробів, які схожі за конструкцією і технологією виробництва. Ці лінії застосовуються в більшості в серійному виробництві на підприємствах легкої промисловості, в харчовій галузі та інших. 2. За ступенем безперервності процесу виробництва: Безперервною є лінія, на якій предмети праці переміщуються по операціях безперервно, тобто без міжопераційного чекання (паралельне поєднання операцій). Перервною (прямоточною) вважається лінія, що не може забезпечити безперервної обробки предметів праці у зв'язку з несинхронністю операцій. Між операціями є перерви, під час яких предмети праці чекають своєї черги на обробку, утворюючи періодично оборотні запаси. 3. За способом підтримування ритму вирізняють лінії з регламентованим і вільним ритмом. Лінії з регламентованим ритмом передають предмети праці з операції на операцію через точно фіксований час, тобто за заданим ритмом. Регламентований ритм застосовується на безперервних лініях. Лінії з вільним ритмом передають предмети праці з операції на операцію за допомогою сигналізації (звукової, світлової) робітниками, які їх виконують. Таким чином загальний ритм забезпечується стабільною продуктивністю робітника на першій лінії операцій. 4. Постійність виробничих умов: – без переналадки устаткування, до яких відносяться лінії масового виробництва і групові лінії великосерійного виробництва; – з переналадкою устаткування, т. е. змінно-потокові лінії великосерійного виробництва. 5. Спосіб транспортування предметів праці: – конвеєрні, на яких застосовуються приводні конвеєри різних конструкцій; – лінії із застосуванням безпривідних транспортних засобів (рольгангов, скатів, спусків та ін.); – лінії із застосуванням підйомно-транспортного устаткування циклічної дії (кранів, монорейок з тельферами, електровізків і т. п.).
12. Призначення системи опреативного менеджменту. Оперативно-виробниче планування, система нормативів ОВП. Оперативне управління виробництвом – комплекс робіт, що включає організаію розробки та виконання оперативно-календарних планів виробництва продукції, змінно-добових завдань, забезпечення робочих місць, контроль і регулювання ходу виробництва. Оперативно – виробниче планування – поточна діяльність планово – виробничих підроздів впродовж короткого періоду часу, пов’язана з розподілом робіт між підрозділами, забезпечення їх необхідними ресурсами, оперативне регулювання виробничого процесу. Головним завданням ОВП є організація злагодженої роботи всіх підрозділів підприємства для забезпечення рівномірного, ритмічного випуску продукції в установленому обсязі і номенклатурі при повному використанні виробничих ресурсів.
Характеристика блоків оперативно-виробничого планування
В процесі ОВП розробляються календарно-планові нормативи, план випуску продукції підприємства по місяцях року; оперативно-календарні плани випуску та графіки виробництва вузлів і деталей цехами, ділянками по місяцях, тижнях, добі, змінах (іноді годиннику). ОВП за місцем його виконання підрозділяється на міжцехових та внутрішньоцехові, дільничий. Розрізняють 3 основні системи оперативно – виробничого планування: подетальна (масове, багатосерійне); позамовна (одиничне, дрібносерійне);покомплектна (серійне). Нормативи: · розрахунки завантаження устаткування і виробничих площ; · розробка календарно-планових нормативів- (обсяги і ритми робіт, тривалість виробничих циклів, матеріальні нормативи тощо · розробка цехових і внутрішньоцехових виробничих програм · формування оперативних завдань (змінно-добових, часових і ін.) · 13. Регулювання ходу виробництва (диспетчеризац ія) · Диспетчеризація (dispatching production units) – особлива фома управління, що передбачає відокремлення в окрему централізовану службу функцій оперативного управління виробництвом і відповідну цій формі сукупність методів і технічних засобів управління. · Диспетчеризація – це система централізованого оперативного контролю і регулювання поточного ходу роботи з виконання виробничих завдань згідно із заздалегідь розробленим календарними графіками. Головна мета – попередити,виявити і ліквідувати виробничі неполадки та відхилення від графіка,а також спрямувати рух виробничого процесу в межі встановленого орг. –технологічного режиму, забезпечуючи умови для виконання виробничих завдань. · Дис-я являє собою заключний етап оперативного управління виробництвом. Відповідно до головної мети дис.-я охоплює такі види робіт: · -безперервний облік і збір інформації про хід виконання розроблених і прийнятих до виконання календарних графіків вир-ва; · -виявлення відхилень від встановлених планових завдань та аналіз їх причин; · - прийняття оперативних заходів щодо усунення та подальшого запобігання відхилень від графіка; · -координація поточних робіт взаємопов’язаних виробничих підрозділів для забезпечення стабільного ритму вир-ва відповідно до календарного графіка. · Дис-я здійснюється за допомогою спеціальних технічних засобів зв’язку та сигналізації. У роботі диспетчерських служб широко застосовується різні прилади й апарати як дротяних, так і бездротових засобів зв’язку, телевізійні установки,світлові табло,блоки автоматичного рахунки та обліку випуску виробів,апаратура магнітного запису та ін.. · Основним завданням дис.-її є забезпечення щоденного планомірного і ритмічного виконання за планового обсягу робіт. · - · · · · · · · · · 20. АСОРТИМЕНТНОЇ ПОЛІТИКИ ПІДПРИЄМСТВА
Вихідними передумовами розробки асортиментної політики підприємства є: Як свідчить світовий досвід, ефективне управління стратегією розвитку торговельного підприємства на основі асортиментної політики має ґрунтуватися на: Отже, асортиментна політика повинна посідати важливе місце в роботі підприємства. Збалансований асортимент є одним з основних чинників успішної роботи. Асортимент має бути представлений великою кількістю різноманітної продукції, адже на нього звертають увагу 60-90% покупців, вважаючи це гарантією того, що буде зроблений правильний вибір. Інакше кажучи, покупцям подобається вибирати. На жаль, не існує універсальних методик визначення раціональної кількості видів, підвидів і асортименту продукції. Вирішенню питання можуть допомогти аналіз закономірностей поведінки споживачів, вивчення їхньої психології, мотивів покупки, знання особливостей товарних груп, систематичний аналіз результатів торгової діяльності та оцінка асортименту, які закладатимуться в основу асортиментної політики підприємства. · Інноваційна політика підприємства · Відповідно під терміном "інноваційна політика підприємства" розумітимемо сукупність цілей, принципів і правил з розробки і впровадження інновацій на підприємстві. · Інноваційна політика підприємства повинна оформлятися у вигляді відповідних планів і програм (табл. 5.1). · Таблиця 5.1 · ВТІЛЕННЯ ІННОВАЦІЙНОЇ ПОЛІТИКИ У ПЛАНАХ І ПРОГРАМАХ ПІДПРИЄМСТВ
·
· · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · · 22. Трудовий процес · Усі види технологічних та виробничих процесів на підприємстві можуть здійснюватися лише внаслідок праці робітників. Праця являє собою доцільну діяльність людей, яка спрямована на видозміну і пристосування предметів природи до їх потреб. · · Трудовий процес — це сукупність методів і засобів впливу на предмет праці за допомогою знарядь праці або впливів контрольованого (керованого) людиною знаряддя праці на предмет праці з метою випуску матеріального або нематеріального продукту, що здійснюються в певних природних або штучних умовах. · · · · · · · · · · · · · · · · · · · · 23. Елементи трудового процесу · Трудовий процес з метою його дослідження ділять на окремі елементи: операція, трудовий прийом, дія та рух. · Операція – це частина трудового процесу, яка виконується одним робітником чи групою робітників на одному робочу місці та включає всі дії з виконання одиниці заданої роботи над одним предметом праці. Операція може бути розділена на комплекс прийомів,окремі дії та рухи. · Прийом – закінчена сукупність трудових дій робітника, які безперервно слідують одна за одною та мають визначене цільове призначення – виконання частини операції. · Дії-сукупність трудових рухів,якіздійснюютья без перерви робітниками для виконання частини прийому. · Рухи – однократне переміщення робочих органів виконавця при виконання трудової дії. · · · · · · · · · · · · · · · · · · · · · 24. Види трудових процесів
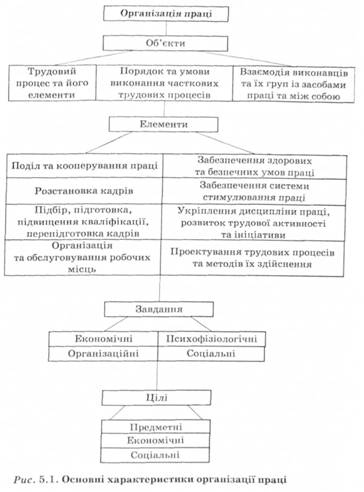
· 25. Суть і положення організації праці,завдання · У загальному значенні під організацією праці розуміють приведення трудової діяльності у визначену систему, що характеризується внутрішньою упорядкованістю, погодженістю і спрямованістю взаємодії людей для реалізації спільної програми чи мети. · Організація праці на підприємстві — це система здійснення трудового процесу, що визначає порядок і умови поєднання та здійснення складових його часткових трудових процесів, взаємодії виконавців і їх груп із засобами праці й один з одним для досягнення поставленої предметної мети спільної діяльності і забезпечення заданого соціально-економічного ефекту. · Мета організації праці досягається у процесі вирішення таких основних груп завдань: · — економічних: ефективне використання потенційного сукупного фонду робочого часу (включаючи вирішення завдань скорочення його резервоутворюючих прямих і прихованих втрат), зниження трудомісткості продукції (робіт, послуг), поліпшення використання устаткування за часом і потужністю, підвищення якості продукції; · — організаційних: визначення порядку і послідовності виконання робіт, створення умов для високоефективної, безперервної роботи виконавців, забезпечення повного і рівномірного їх завантаження, індивідуальної і колективної відповідальності за результати діяльності, створення дієвої системи стимулювання праці, а також системи його нормування, що відповідає специфіці виробничої діяльності; · — психофізіологічних: оздоровлення і полегшення праці, усунення зайвих витрат енергії працівників, забезпечення їх психологічної сумісності і відповідності їхніх психофізіологічних характеристик особливостям трудової діяльності; · — соціальних: підвищення змістовності і привабливості праці, створення умов для розвитку працівників, підвищення їх кваліфікації та розширення професійного профілю, реалізації їх трудової кар'єри і зростання їх добробуту. · · · · · · · · · · · · · · · 26. Основні напрями удосконалення рівня організації праці · Напрями вдосконалення організації праці на підприємстві передбачають оптимізацію всіх її елементів, забезпечення їх відповідності технічним параметрам виробництва, цілям діяльності, критеріям ЇЇ ефективності. · Організація праці повинна розглядатися з двох боків: по-перше, як система виробничих взаємозв'язків працівників із засобами виробництва та один з одним, що утворює певний порядок трудового процесу, який включає: поділ праці та її кооперування, організацію робочих місць та їх обслуговування, впровадження раціональних прийомів та методів праці, науково обґрунтованих норм праці, її мотивацію, планування і облік; по-друге, як систематична діяльність людей по впровадженню нововведень у існуючу організацію праці для приведення її у відповідність з досягнутим рівнем розвитку науки, техніки і технології. · Вихідним пунктом організації праці є поділ праці, тобто диференціація видів трудової діяльності між різними групами працівників. Поділ праці на підприємстві полягає у закріпленні за кожним працівником і за кожним підрозділом їхніх обов'язків, функцій, видів робіт, технологічних операцій. Розрізняють такі основні види поділу праці всередині підприємства: функціональний, технологічний, професійний, кваліфікаційний. З поділом праці нерозривно пов'язане її кооперування, що означає досягнення раціональних пропорцій у затратах праці різних видів і передбачає встановлення раціональних соціально-трудових взаємовідносин між учасниками трудового процесу, узгодження інтересів людей і цілей виробництва. · Робоче місце — це первинна ланка виробництва, зона прикладання праці одного або кількох (якщо робоче місце колективне) виконавців, визначена на підставі трудових та інших діючих норм і оснащена необхідними засобами для трудової діяльності. Організація робочих місць — це підпорядкована цілям виробництва система заходів з їх оснащення засобами і предметами праці, плануванню, розміщенню їх у певному порядку, обслуговуванню, атестації й раціоналізації. Конкретний зміст цих заходів визначається характером і спеціалізацією робочого місця, його видом і значенням у виробничому процесі. · Трудовий процес — це матеріально і технічно обумовлений, організований процес прикладання людиною розумових та фізичних зусиль для одержання корисного результату. Раціоналізація трудового процесу передбачає послідовне проведення таких етапів: виявлення, вивчення, аналіз, узагальнення, проектування та освоєння раціональних прийомів та методів праці. · Умови праці — це сукупність факторів виробничого середовища, що впливають на здоров'я та працездатність людини в процесі праці. Вивчення умов праці на конкретному підприємстві проводиться передусім для їх нормалізації, а якщо це не можливо, — для компенсації працівникам шкідливого впливу умов праці на їхнє здоров'я у грошовій або іншій формі. · Охорона праці — це здійснення комплексу заходів технічного характеру (огородження небезпечних місць на виробництві, впровадження безпечної техніки, зміна технологій з метою ліквідації небезпечних для життя і здоров'я людини робіт) і санітарно-гігієнічних заходів (раціональне освітлення, створення сприятливого мікроклімату у виробничих приміщеннях тощо), які забезпечують нормальні умови праці. · Дисципліна праці є об'єктивно необхідною формою зв'язку між працівниками. її основна вимога полягає в тому, щоб люди, які беруть участь у спільних або пов'язаних між собою процесах праці, дотримувалися певного чітко визначеного порядку трудової поведінки. У широкому розумінні дисципліна праці об'єднує трудову, технологічну і виробничу дисципліни і передбачає добросовісне виконання працівниками всіх своїх службових обов'язків. · · 28. Робоче місце та його рольутрудовому процесі · · Робоче місце — це частина виробничого простору одного або групи працівників, оснащена основним і допоміжним технологічним обладнанням, інвентарем, інструментом, робочими меблями, необхідними для виробництва певного виду робіт. В середині робочого місця виділяють робочу зону - частину простору, в межах якого здійснюються трудові дії працівника. Вимоги до організації робочого місця розробляються такою галуззю науки, як ергономіка. Основними завданнями останньої є вивчення функціональних можливостей людини в трудових процесах і розробка рекомендацій щодо створення оптимальних умов праці. · Робоче місце є первісною ланкою виробничої структури дільниці, цеху, підрозділу, підприємства. Організація робочого місця – це комплекс заходів, спрямованих на те, щоб створити на робочому місці всі необхідні умови для високопродуктивної змістовної праці, та на охорону здоров’я працівника. Вона передбачає вибір раціональної спеціалізації робочого місця і його оснащення устаткуванням, обладнанням, інструментом та інвентарем; створення комфортних умов праці; раціональне планування (розміщення всього, що необхідне для виконання трудового і виробничого процесу); безперебійне обслуговування робочого місця за всіма функціями.
· · · · · · · · · · · 29. Класифікація робочих місць · Усі робочі місця класифікують за такими ознаками: · За ступенем механізації робочі місця поділяють на · Ручні(всі трудові процеси на них виконуються за допомогою трудового зусилля виконавця, з застосуванням найпростішого інструменту) · машинно-ручні(обробка предметів праці механізмами і за рахунок зовнішньої енергії (електричної, теплової), але при безпосередній участі працівника) · механізовані(основні технологічні процеси повністю виконуються машинами і механізмами, а за робітником залишається лише функція управління машинами, тобто енергія людини витрачається на управління, а не на безпосереднє перетворення предмета праці) · автоматизовані (весь технологічний процес здійснюється верстатом, машиною або агрегатом автоматичної дії без участі працівника, за яким зберігається функція пуску і зупинки автомату, контролю за його роботою і, за необхідності, наладки. Наприклад, робота машиністів автоматизованих насосних станцій водопроводу) · апаратурні (оснащені різними апаратами, впливають ними на предмет праці за рахунок теплової, електричної, хімічної або біологічної енергії) · 1. За ознакою спеціалізації робочі місця поділяють на спеціалізовані і універсальні. На спеціалізованих робочих місцях, оснащених обладнанням спеціального призначення, можуть виконуватися одні й ті самі або близькі за змістом операції і види робіт (робоче місце штампувальника, бурильника і под.). На універсальних робочих місцях здійснюються різнорідні роботи, вони оснащені універсальним обладнанням, що дозволяє швидко переходити від одного виду робіт до іншого (наприклад, в умовах ремонтно-механічних майстерень). · 2. За ознакою розподілу праці виділяють два типи робочих місць — індивідуальні, де постійно зайнятий один виконавець і колективні, де трудові процеси здійснюються групами працівників, при обслуговуванні крупних машинних агрегатів тощо. · 3. За кількістю обладнання, що обслуговують, робочі місця поділяються на одноверстатнібагатоверстатні (багатоапаратурні, багатоагрегатні). (одноапаратурні, одно-агрегатні) і · 4. За місцеположенням робочі місця поділяються на стаціонарні, розташовані і обладнані на одному місці (наприклад, робочі місця верстатників, апаратників); і пересувні, які постійно пересуваються у просторі (робочі місця будівельників, ремонтного персоналу).
14. Точно в час З методом «канбан» часто ототожнюють систему «точно в строк» (just-in-time), проте між ними існують деякі відмінності (таб). «Точно-в-час» є не тільки способом планування матеріально-технічного постачання, а й передбачає організацію виробництва на основі оперативних планів. Канбан є інформаційним забезпеченням відносно системи «точно в час», оскільки надає дані про стан запасів, потребу в сировині та кінцевій продукції. Кінцева мета «just-in-time» − створення збалансованої системи; що забезпечує плавний і швидкий потік матеріалів. Найбільш ефективним засобом досягнення цієї мети є скорочення запасів, за рахунок зменшення числа виробів у партії. Виробництво невеликих партій з більшою частотою відповідає темпам споживання готової продукції, а також підвищує якість виробів з наступних причин: 1. великі партії мають значне число дефектних виробів; 2. інформація від споживача про браковану продукцію надходить до виробника досить швидко, що дозволяє вжити певних заходів; 3. причина дефекту буває досить простою і може бути усунена робітником на місці. Основоположними умовами успішного використання системи «точно в час» є масове залучення персоналу до підвищення якості виробництва (створення гуртків якості і автономних самоврядних бригад), заходи по виключенню всіх видів дефектів, використання ситеми «канбан», встановлення тісних партнерських відносин з постачальниками. Характерними результатами впровадження системи «точно в час» є скорочення запасів і часу виробництва на 90%, витрат праці - на 10-30%, часу підготовки виробництва - на 75%, виробничих площ - на 50%, непрямих витрат - на 50-60%, підвищення якості продукції на 75-90%.
15. Канбан Найбільше поширення отримала система канбан (з япон. «kan» означає «візуальний», «ban» − «картки»). Її основою є використання спеціальних карток, що інформують про обсяги замовлень. Канбан передбачає оперативне управління виробничими запасами і матеріальними потоками між окремими виробничими операціями. Канбан можна визначити як стимулятор попиту або як «тягнучу» ситему, в якій кінцевий випуск визначає всі етапи виробництва. Головним правилом є між операційна поставка виключно доброякісних бездефектних деталей і напівфабрикатів. Вплив системи канбан на ефективність роботи підприємств має багатоплановий характер. Канбан сприяє поліпшенню якості, зниженню непродуктивних витрат, забезпеченню більш гнучкого та швидкого реагування на потреби ринку, усунення поточних запасів і часу виконання замовлень. Реалізація системи «канбан» супроводжується щоденними зведеннями про стан запасів, функціонуванням складу, забезпеченням надійної і гарантованої поставки деталей, децентралізацією управління.
16. Проектування продукції та виробництва Виробничий процес – це сукупність взаємозв’язаних процесів праці і природних процесів, в результаті яких вихідна сировина і матеріали перетворюються в готову продукцію. Проектуючи виробничий процес, його організацію, треба враховувати ці принципи
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-12; просмотров: 483; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.137 (0.014 с.) |