Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Как делают отливки. Изготовление отливокСодержание книги Поиск на нашем сайте
Чтобы изготовить литую деталь, надо прежде всего сделать форму. Но из чего? И не приварится ли сплав к стенке формы? Удастся ли вынуть потом застывшую деталь, не повредив ее? Не пристанут ли к ней частицы формы? Таких вопросов много, и все их надо решить прежде, чем начинать отливку. В древние времена формы изготовляли из камня. Но выдолбить в камне точную форму довольно трудно. Легче сделать форму из мягкой, податливой глины. Однако от высокой температуры глина рассыхается, растрескивается и жидкий металл может вырваться наружу. Тогда стали делать формы из тончайшего песка, пропитанного связующими веществами.
Такой состав легко уплотняется и, что очень важно для литья, остается газопроницаемым. Это не единственный способ. Теперь применяют и земляные формы, и металлические, и гипсовые, и железобетонные, и восковые, и так называемые корковые. Чтобы отлить какое-нибудь, даже простое изделие, нужно проделать очень сложную работу — не менее двенадцати операций. Например, нам надо отлить простую втулку из чугуна. Сначала в модельном цехе изготовляют модель втулки. Модель — разъемная, состоит из двух половинок. Ее обычно делают из дерева или металла. Затем в землеприготовительном отделений литейного цеха подготавливают землю для формы — формовочную смесь. Делают это специальные машины. Если надо отлить трубку, втулку или же какую-нибудь другую деталь с внутренними отверстиями, то приходится готовить еще одну смесь — для так называемых стержней. Это смесь песка со связующими материалами, получаемыми из нефти или синтетическим способом. Стержни и должны заполнить те места в форме, которым во втулке будут соответствовать пустоты. Изготовление модели, подготовка формовочной и стержневой смеси — это начало сложного процесса литья. Теперь надо сделать стержни и земляные формы для наших втулок. Стержни делают в стержневом отделении. Сюда из модельной передают стержневой ящик, который сделали вместе с моделью. Его внутренняя полость точно такая же, как и полость втулки. Стерженщик наполняет ящик стержневой смесью и уплотняет ее. Сырой стержень вынимают из ящика и переносят в печь — сушило. В ней в течение нескольких часов поддерживается температура 150-300°, пока стержень не станет твердым. Затем его отправляют в формовочное отделение.
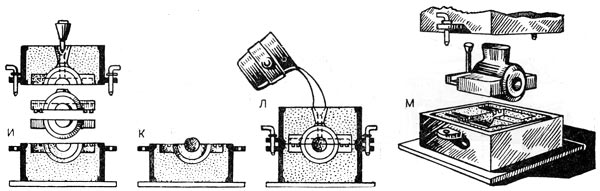
А в это время формовщик готовит земляную форму втулки. Он берет одну половину модели и кладет на металлическую плиту — подмодельную доску. На эту же доску он ставит металлический ящик без дна — опоку — так, чтобы половинка модели оказалась внутри нее. После этого в опоку набрасывают формовочную землю и уплотняют ее до тех пор, пока весь ящик не будет набит землей. Затем опоку с землей переворачивают, чтобы половинка модели оказалась вверху. На нижнюю опоку формовщик ставит еще одну. В стенках этих опок снаружи сделаны петли. В них вставляются металлические штыри, и таким образом две опоки скрепляются друге другом.
В верхнюю опоку кладется верхняя половинка модели так, чтобы она точно попала на нижнюю половинку. Формовщик вставляет в верхнюю половину опоки два деревянных брусочка. Теперь ее можно тоже заполнить смесью и хорошо уплотнить. Плотность земли всюду должна быть одинаковой. Если брусочки извлечь, в форме останутся два отверстия. В одно будут заливать металл, а сквозь другое выйдут воздух и газы. Потом из земли надо вынуть деревянную модель. Для этого опоки осторожно разбирают. В земле остается четкий отпечаток втулки. Его и стержень покрывают особой краской — противопригарной. Она не дает земле пригореть и пристать к отливке. Затем в полость формы вставляют стержень. Формовщик прорезает в земле канал, соединяющий отверстия для заливки с полостью формы,— литниковый ход. Все переносится на пол цеха.
Нижнюю половину опоки накрывают верхней, на нее накладывают груз. Все готово: в земляной массе получилась форма, совершенно похожая на втулку. Тогда подводят ковш с жидким металлом. Его выливают в отверстие формы — и отливка готова. Нужно только подождать, пока она остынет, и тогда ее можно вынуть — выбить из формы. При этом опоку сильно встряхивают или несколько раз ударяют по ней молотком. На новорожденной отливке остаются наросты от литникового хода и отвода для газа — выпора. Их легко отделить одним-двумя ударами молотка. После этого отливку очищают от приставшей формовочной земли.
Как видите, даже очень простая отливка требует больших хлопот. А результат? Из одной формы можно получить только одну отливку. Для следующей отливки надо начинать все сначала, разве только модель пригодится. А если требуется сделать сотни или тысячи одинаковых отливок в день? Не проще ли выточить на станке нужное изделие из бруска или полосы металла? Нет, не проще! Способ, который мы описали, применяют только в тех случаях, когда требуется одна или несколько отливок. А когда одинаковых отливок нужно много, процесс в принципе остается таким же, но осуществляется совсем по-иному. Приготовление земли, засыпка ее в опоки, уплотнение, изготовление стержня, сборка форм, заливка, выбивка, очистка на большей части заводов механизированы и автоматизированы. Для этого создано много различных машин. Литейщикам приходится иметь дело с большими массами песка и других сыпучих материалов. Для получения тонны отливки требуется около 5 м³ формовочной смеси и 0,5 — 0,7 м3 стержневой. По объему это в 40 раз больше нужного для отливки металла. В старых цехах подвоз земли, приготовление смеси, перенос опок с места на место производились вручную или на тачках. В современных литейных цехах все транспортные операции механизированы, цехи оснащены кранами, конвейерами.
Вы входите в литейный цех. Вас встречает шум мерно отбивающих такт формовочных машин. Здесь формовщику не приходится засыпать землю лопатками и утрамбовывать. Эту работу выполняют механизмы, приводимые в движение сжатым воздухом. Стол машины с установленной на нем опокой, моделью и формовочной смесью быстро и часто встряхивается. Формовочная смесь уплотняется лучше, чем это мог бы сделать самый искусный формовщик. В цехах массового производства для перемещения опок и их заливки устроены заливочные конвейеры. Это цепь тележек, движущихся с небольшой скоростью по рельсам. Конвейер проходит недалеко от формовочных машин. Сборщики сталкивают формы на тележки. Затем формы заливают металлом. За время движения по конвейеру форма охлаждается и поступает на выбивной участок. Особый кран снимает ее с конвейера. Пустые опоки возвращаются к формовщикам. От приставшей земли литье очищают разными способами.
Наиболее совершенный из них — гидравлический (очистка водой). Созданы и первые автоматические литейные цехи, например цех-автомат, который из алюминиевого сплава изготавливает поршни для автомобилей. На всем пути — от поступления в цех брусков сплава до упаковки поршней — человеческая рука к ним не прикасается. Отливки здесь делаются не в земляных формах, а в металлических — кокилях.
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-10; просмотров: 503; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.143.18 (0.009 с.) |