
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология художественной обработки материаловСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
ОТЧЕТ ПО УЧЕБНОЙ ПРАКТИКЕ Направление подготовки: Технология художественной обработки материалов Квалификация (степень) выпускника: Бакалавр Форма обучения: Очная Выполнил Новикова Я.Г. Курс, № группы 14-тхм-3 Дата приема зачета: «__» ______ 201 5 г. Подпись руководителя практики ______
Кострома, 2015
Оглавление 1. Техника безопасности. 3 2.Технологическое оборудование. 9 3. Материалы используемые для изготовления изделия. 16 4. Вспомогательные материалы, используемые для изготовления изделия. 19 5. Основные технологические операции. 23 6. Описание изделия. 27 7. Список литературы: 29
Техника безопасности 1.Общие требования охраны труда 1.1. К самостоятельной работе в лаборатории мастерства и выполнения изделий в материале допускаются лица в возрасте не моложе 18 лет, прошедшие соответствующую подготовку, инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. 1.2. К работе в лаборатории мастерства и выполнения изделий в материале под руководством преподавателя лица в возрасте не моложе 16 лет, прошедшие соответствующую подготовку, инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. 1.3. Работающие должны соблюдать правила поведения, расписание учебных занятий, установленные режимы труда и отдыха. 1.4. При работе в лаборатории мастерства и выполнения изделий в материале возможно воздействие на работающих следующих опасных производственных факторов: - повышенный уровень шума на рабочем месте; повышенное значение напряжения в электрической цепи, замыкание которой может произойти через | тело человека; - травмирование из-за непрочного закрепления заготовки и инструмента; - травмирование из-за неисправности и притупления режущего инструмента; - травмирование осколками и стружкой металла при его рубке, резке, прокатывании, сверлении и полировании; 1.5. При работе в лаборатории мастерства и выполнения изделий в материале должна использоваться следующая спецодежда и другие средства индивидуальной защиты: халат, берет или косынка, рукавицы и защитные очки. 1.6. В лаборатории должна находиться медицинская аптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах.
1.7. Работающие должны соблюдать правила безопасности, знать места расположения первичных средств пожаротушения. Лаборатория должна бьггь обеспечена первичными средствами пожаротушения: огнетушителем химическим пенным, огнетушителем углекислотным и ящиком с песком. 1.8. При несчастном случае пострадавший или очевидец несчастного случая обязан немедленно сообщить о нём учебному мастеру или заведующему лаборатории, который, в свою очередь, сообщает о происшествии заведующему кафедрой, в отдел охраны и безопасности КГТУ. 1.9. При неисправности оборудования, инструмента немедленно прекратить работу и сообщить об этом учебному мастеру или заведующему лабораторией. 1.10. Работающие должны соблюдать порядок выполнения работы, правила личной гигиены, содержать в чистоте рабочее место, не пользоваться посторонними предметами, не принимать пищу в лаборатории. 1.11 Лица, допустившие невыполнение или нарушение инструкций по охране труда, трудового распорядка и, при необходимости, подвергаются внеочередной проверке знаний норм и правил охраны труда. Требование охраны труда перед началом работы. 2.1 Надеть спецодежду, завязать (затянуть) рукава у кистей рук, волосы тщательно заправить под берет или косынку, проветрить помещение мастерской. 2.2 Проверить исправность инструмента и разложить его на свои места. Убрать с рабочего места все посторонние предметы. 2. 3 При рубке металла, полировании, работе на оборудовании с выравнивающимися частями надеть защитные очки и проверить наличие защитной сетки на верстаке. 2.4 Проверить состояние тисков (губки тисков должны быть прочно закреплены, насечка их не сработана). 2.5 Проверить исправность инструмента на предмет надёжности крепления частей, наличие сколов, повреждений и замятий рабочих зон и т. д. 2.6 Перед началом работы на электрооборудовании и электроинструменте проверить надёжность контакта вилки электропитания электрооборудования с электрической розеткой. 2.7 При работе с вращающимся электроинструментом прочность закрепления режущего (обрабатывающего) инструмента в патроне. Проверить надёжность закрепления защитных кожухов и предохранительных устройств. Проверить работу электроинструмента и электрооборудования на холостом ходу.
Требования охраны труда во время работы 3.1 Требования охраны труда при работе с роликовыми ножницами 3.1.1. Запрещается допускать к работе на роликовых ножницах посторонних лиц. 3.1.2. При обнаружении неполадок в работе роликовых ножниц или любых неисправностей остановить их, выключить электропитание станка и немедленно сообщить об этом учебному мастеру или заведующему лабораторией. 3.1.3. Запрещается разрезание металла более чем 1/30 диаметра роликовых ножей во избежание необходимости проталкивания металла под ножи. 3.1.4. Запрещается разрезание крупногабаритных листов металла во избежание травмирования рабочего. 3.1.5. Толщина регулируемого зазора при разрезании металла должна быть: - отожжённой меди - не менее 0,6 толщины разрезаемого металла; - отожжённой латуни и мельхиора - 0,7 толщины разрезаемого металла; - стали - не менее 0,8 толщины разрезаемого металла. 3.2 Требования охраны труда при работе с прокатными вальцами 3.2.1 Строго соблюдать инструкции по эксплуатации агрегата. 3.2.2 Запрещается допускать к работе на прокатных вальцах посторонних лиц. 3.2.3 Выполнять только ту работу, которая поручена учебным мастером или преподавателем. 3.2.3 Обжатие материала производить не выше установленных размеров, указанных в технологической карте: запрещается единовременное (за один проход) уменьшение толщины металла более чем на 30% во избежание заклинивания заготовки, разрушения или замятия валков; 3.2.4 Запрещается более чем трёх разовое прокатывание металла с уменьшением его толщины без промежуточного отжига во избежание разрушения или замятия валков; запрещается прокатывание через вальцы посторонних предметов и твёрдых металлов. 3.2.5 Следить за состоянием рабочей поверхности вальцов, вальцы с трещинами и выкрашенной рабочей поверхностью необходимо заменить. 3.2.6 Не провожать руками заготовку во избежание травмы рук. 3.2.7 Периодически очищать вальцы от грязи и пыли щёткой или ветошью. 3.2.8 При работе с напарником необходимо согласовывать с ним все действия, предупреждать о пуске вальцов. 3.2.9 При прекращении подачи электрической энергии необходимо отключить пусковое приспособление, а прокатные вальцы вывести из рабочего положения. 3.2.10 При обнаружении неполадок в работе прокатных вальцов или любых неисправностей остановить их, выключить электропитание вальцов и немедленно сообщить об этом учебному мастеру или заведующему лабораторией. 3.3 Требования охраны труда при работе с бормашинами 3.3.1 Запрещается передавать бормашину другим лицам. 3.3.2 Запрещается подвешивать бормашину за провод. 3.3.3 Запрещается разбирать бормашину и производить ремонт самостоятельно, все ремонтные работы должен выполнять учебный мастер или заведующий лабораторией. 3.3.4 При обнаружении неисправности работа с бормашиной должна быть немедленно прекращена. 3.3.5 При перерыве в работе, а также в случаях прекращения подачи электроэнергии бормашина должна быть отключена от сети питания. 3.3.6 Во время работы не держать бормашину за провод и не касаться вращающегося патрона, менять патрон только после полной остановки последнего. 3.3.7 Запрещается работать бормашиной без защитных очков. 3.3.8 Запрещается перегружать электродвигатель излишним усилием на рабочий инструмент.
3.3.9 Запрещается гибкий вал круто изгибать, перекручивать и растягивать. 3.4. Требования охраны труда при работе со сверлильными станками 3.4 1. 3.4.1 Запрещается допускать к работе на станке посторонних лиц. 3.4.2 При обнаружении неполадок в работе станка или любых неисправностях остановить станок, выключить электропитание станка и немедленно сообщить об этом учебному мастеру или заведующему лабораторией. 3.4.3 Плавно подводить сверло к обрабатываемой детали, не допускать увеличения сечения стружки. 3.4.4 Запрещается наклонять голову близко к патрону или режущему инструменту. 3.4.5 Запрещается принимать передавать какие-либо предметы через вращающиеся части станка. 3.4.6 Запрещается измерять обрабатываемую деталь, смазывать, чистить и убирать стружку до полной остановки станка. 3.4.7 Запрещается облокачиваться и опираться на станок, класть на него инструмент или заготовки. 3.4.8 Запрещается охлаждать режущий инструмент или обрабатываемую деталь с помощью тряпки или протирочных концов. 3.4.9 Запрещается останавливать станок путём торможения патрона рукой. 3.4.10 Запрещается оставлять работающий станок без присмотра. 3.5 Требования охраны труда при работе с полировальными установками 3.5.1 Запрещается допускать к работе на установке посторонних лиц. 3.5.2 При обнаружении неполадок в работе станка или любых неисправностях остановить станок, выключить электропитание станка и немедленно сообщить об этом учебному мастеру или заведующему лабораторией. 3.5.3 Запрещается работать на установке без защитного кожуха и защитных очков. 3.5.4 Запрещается перегружать электродвигатель излишним усилием на перемещающийся круг. 3.5.5 Запрещается останавливать вращение круга рукой или каким-либо предметом. 3.5.6 Запрещается оставлять работающую установку без присмотра. Требования охраны труда в аварийных случаях 4.1 При неисправности инструмента, а также при неисправности заземления корпуса оборудования и установок прекратить работу, выключить оборудование и сообщить об этом учебному мастеру или заведующему лабораторией. 4.2 При возгорании электрооборудования немедленно выключить его, сообщить о происшедшем ответственному за противопожарное состояние и приступить к тушению очага возгорания углекислотным, порошковым огнетушителем или песком. 4.3 При получении травмы немедленно сообщить об этом учебному мастеру, заведующему кафедрой, в отдел охраны и безопасности КГТУ, оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение.
Требования охраны труда по окончании работы 5.1 После окончания работы выключить оборудование. 5.2 Убрать шлам, стружку и отходы с оборудования и станков при помощи щётки, не сдувать их ртом и не сметать рукой. 5.3 Убрать всё лишнее от оборудования и станков, убрать инструмент и расходные материалы в места хранения. 5.4 Снять спецодежду, повесить в отведённое место и тщательно вымыть руки с мылом. 5.5 Сообщить учебному мастеру, заведующими лабораторией или преподавателю об окончании работы. Запрещается! - допускать к работе в лаборатории лиц, не соответствующих п. 1.1. настоящей инструкции; - допускать к работе в лаборатории посторонних лиц; - работать на неисправном оборудовании со снятыми ограждениями и предупреждающими табличками и знаками, очищать и обтирать оборудование во время работы. Мерительный инструмент Весы. Это весы технические настольные 4 кл. с разновесами, имеющими нормальную нагрузку до 200 г. и позволяющие получить точность взвешивания до 10 мг, т.е. 0,01г. Линейка. Обычно используется самая обыкновенная линейка длиной 100 - 150 мм, но при этом она обязательно должна быть железной.
1- губка. 2,3 - вспомогательные заострённые губки. 4- рамка, 5- дюймовая / миллиметровая шкала, 6- глубиномер 7- стопор. 8- подвижная губка. Цена деления на микрометре составляет 0,01мм. 1- скоба   , 2- неподвижный упор, 3- подвижный шпиндель, 4- кольцевая гайка, 5- полый стебель, 7- винт трещотки, 8- барабан (гильза) , 2- неподвижный упор, 3- подвижный шпиндель, 4- кольцевая гайка, 5- полый стебель, 7- винт трещотки, 8- барабан (гильза)
Разметочный циркуль. Этот инструмент представляет собой два металлических стержня, которые соединены между собой пружинным кольцом и стопорным винтом. Этот инструмент применяется для разделения линий на определённого размера отрезки, построения углов или деления круга на сектора, обозначения окружностей и дуг на заготовке. Он незаменим при переносе линейных размеров с рисунка на материал.

Приспособления для измерения размеров пальца и кольца: В — пальцемер, Г — кольцемер Режущий инструмент
Надфили. Они схожи с напильником, но отличаются меньшей плоскостью сечения и отсутствием деревянной рукоятки, применяются для более точных опиловочных работ. Хвостовики надфилей одновременно являются и его ручками. Они различаются по размерам, профилям и насечкам. В ювелирной практике применяются надфили следующих профилей: ножеобразные, трехгранные, круглые, квадратные, овальные, полукруглые, плоские и др. Насечки обозначаются цифрами от 1 до 6. Инструмент с маркировкой от 1 до 3 применяется для черного обрабатывания рельефа, контура или паянных соединений. Остальные, с нумерацией от 4 до 6 используются для выведения мелких рисок, обработки». Рифели. Двусторонние надфили с изогнутой рабочей частью называются «рифели», на нерабочей части они имеют квадратное сечение, которое служит ручкой. Они бывают кольцевыми, двухрадиусными или лыжевидными. Этот инструмент используется для опиливания различных вогнутых поверхностей изделия или заготовки и заправки внутренних Фрезы. Фрезерованием можно обрабатывать плоские или выпуклые поверхности, а также те, которые невозможно или очень трудно опиливать напильником. Самыми распространенными считаются следующие виды фрез: коническая, цилиндрическая, торцовая, комбинированная, шаровая, полостная и фасонная. Производительность при использовании фрезы значительно выше, чем при ручной обработке ювелирного изделия.
А — перовое, Б — «Эйкера», В — спиральное, Г — центровое У перовых сверл острые режущие кромки находятся на расширенном конце головки сверла. Сверло довольно устойчиво к продольному изгибу и не заклинивается даже в том случае, если идет с некоторым перекосом, что особенно важно при сверлении дрелью. Но у них есть определенные недостатки: малая скорость резания, нет направляющих элементов, плохой отвод стружки и уменьшение их диаметра при переточке. Разновидность перового сверла представляет сверло «Эйкера». По всей длине сверло имеет одинаковый размер и параллельные стенки. В нем есть специально выфрезерованные канавки для отвода стружки даже при самых маленьких размерах, оно обладает высокой прочностью, а после переточек диаметр сверла не меняется. Спиральные сверла имеют ряд преимуществ, если ими работать на стационарном сверлильном станке, но малейший перекос сверла приводит к его поломке. У центрового сверла обе режущие кромки расположены друг против друга и находятся в одной горизонтальной плоскости. Ими пользуются для получения отверстий с плоским дном.
Кусачки, ножницы. Применяются эти инструменты для резки, откусывания или вырезания материала при изготовлении ювелирных украшений.
Инструмент для пайки.
В горелках смесительного типа газ и воздух подаются по отдельным трубкам, смешиваются внутри горелки, и смесь поступает в форсунку горелки. В горелках с параллельной подачей газ и воздух не только поступают по отдельным трубкам в горелку, но и отдельно выводятся в форсунку, причем напор (давление) пламени обеспечивает воздух Ручные вальцы. Это приспособление используется при необходимости обработать металл давлением, непрерывно изменяя его форму по всей длине. Этот процесс называется прокаткой. А прокатка отдельного участка заготовки — вальцовкой. В ювелирной практике для прокатки применяют прокатные станы и вальцы.
Вальцы представляют собой станок, состоящий из опорного стола с боковыми направляющими или без них, двух валков, привода, который задает вращение валкам в разные стороны и обеспечивает регулировку зазора между ними.
Полировальный станок. Полирование проводят на полировальных станках с помощью эластичных кругов и щеток с абразивными пастами, а безабразивное — вручную, специальными полировками. Скорость вращения вала 3000 об/мин. Инструментом для механического полирования служат эластичные круги и щетки. Материалы кругов должны хорошо удерживать на поверхности абразивные пасты и быть прочными в эксплуатации. Заготовительные операции К заготовительным операциям относятся: плавка, прокатка, волочение, штамповка и термическая обработка. Изменение формы и размеров заготовки происходит путем пластической деформации. К заготовительным операциям относятся: плавка, прокатка, волочение, штамповка и термическая обработка. Процесс плавки. На предприятиях, оборудованных плавильными комплексами, плавку и отливку производят в центробежных или вакуумных установках. В условиях мастерских, не оборудованных плавильными печами, шихту нагревают газопламенной горелкой. Плавку проводят в специальных тигельках (плошках), рассчитанных для массы металла не более 30 г. Плошки изготовляют из смесей на основе огнеупорной глины, каолина, графита, шамота. Выполнять плавку можно только на полностью исправном и налаженном оборудовании. Плавку следует проводить с предельной осторожностью. Прокатка— вид обработки металлов давлением, при котором металл, проходя между вращающимися валками, изменяет форму и размеры. Прокатка — непрерывный процесс. Вальцовка — это местная прокатка, т. е. прокатка ограниченного участка слитка или другого вида заготовки. В производстве ювелирных изделий применяется только холодная листовая и профильная прокатка. В условиях ювелирных заводов, фабрик и мастерских используют двухвалковые прокатные вальцы с электрическим и ручным приводом, рассчитанные на сравнительно небольшие заготовки. Волочение. Процесс волочения представляет собой протягивание прутковой, проволочной, трубной и профильной заготовок через коническое отверстие для уменьшения их поперечного размера и увеличения длины. Волочение производится с промежуточным и обязательно конечным отжигом заготовки. Штамповка. Штамповкой называют вид обработки металлов давлением при помощи штампов. Штамповка деталей ювелирных изделий заняла большое место в ювелирной промышленности, уменьшив себестоимость продукции, облегчив труд ювелира, намного сократив время на изготовление каждого изделия и тем самым увеличив выпуск ювелир ной продукции. Штамповка — окончательный заготовительный процесс, после которого полуфабрикаты поступают на рабочее место (верстак) ювелира. Чеканка (фасонная штамповка) заключается в образовании рельефа (выступов и углублений) за счет растяжения металла плоской заготовки. При чеканке наблюдается незначительное изменение материала по толщине.
МОНТИРОВОЧНЫЕ ОПЕРАЦИИ Монтировкой в ювелирном производстве считается не только сборка, но и весь процесс по детального изготовления. Весь процесс от полуфабрикатов до полировки и закрепки камней — монтировка. Все операции, которые можно выполнить за ювелирным верстаком, называют монтировочными. Разметка. Разметка в процессе изготовления ювелирных изделий при меняется с целью подгонки деталей до определенного размера подгонки форм деталей ювелирного изделия, а также для переноса рисунка и его размеров на заготовку. Правка. Правкой называют исправление искажений, полученных в процессе обработки металлов. Пайка. Пайкой называют технологический процесс получения не разъемных соединений с помощью более легкоплавких металлических сплавов (припоев). В ювелирном производстве различают два способа пайки: пайку вручную с помощью газовых (пламенных) горелок и механизированную пайку в печах с защитной атмосферой. Газовая горелка используется массово и повсеместно. Однако в отдельных случаях ее применение не дает нужного эффекта и тогда пайка ведется с помощью горелок специального назначения: для точечной пайки и пайки крупногабаритных изделий. Разновидности пайки: Точечная пайка, Пайка крупногабаритных изделий, Механизированная пайка, Пайка методом микроплазменной сварки. Отбеливание. Отбеливание металлов — это процесс травления окисленного поверхностного слоя и удаления остатков флюса. Опиливание. Опиливанием называется обработка поверхности металла режущим инструментом — напильником, с помощью которого снимается слой металла. Выпиливание лобзиком. Выпиливание лобзиком — одна из самых сложных и ответственных операций индивидуального изготовления ювелирных изделий. Сущность выпиливания лобзиком заключается в удалении фоновых частей (фона), детали или рисунка, после чего остается сложная конструкция или ажурный орнамент. Лобзик рассчитан на работу в вертикальном положении (Ручкой вниз), поэтому пилка закрепляется направлением режущих зубьев в сторону ручки (вниз). Для выпиливания узора изделие просверливают, места сверления располагают в тех частях рисунка, которые будут удалены. Сверление. Сверлением называется выполнение сквозных отверстий с помощью режущего инструмента — сверла. Производится сверление на сверлильных станках, бормашиной или вручную ручной ювелирной дрелью, сверлом, зажатым в ювелирных тисочках или в цангодержателе. 5.3.Отделочные операции.
Описание изделия 1. Разработка образа. По моему мнению, изделие должно отражать личность автора, поэтому были сделаны наброски эскизов своих интересов, но я посчитала, что нужно изготовить такое изделие, которое было бы актуально не только для меня. Проанализировав виды изделий, начиная с древних времен и заканчивая нашим временем, я пришла к выводу, что большинство изделий берет начало из природного окружения. За основу был взят животный мир, а в частности - насекомые. Мне показалось, что изображение стрекозы будет эстетично, но при этом не так распространено, как, например, изображение бабочки.
 - Изделие содержит выпиленные элементы. - Центром композиции служит тельце стрекозы. Сама композиция статична, но в целях создания динамики, симметрия нарушена в некоторых деталях. - Крылья пропорциональны длине тельца. В целом, изделие смотрится натурально. - Конструкция неподвижна, конечный вариант является цельным и не подвержен разборке. 2. Выбор материала. Для своего изделия я выбрала два материала: латунь и медь, благодаря цвету и свойствам которых изделие будет смотреться в нужном для меня варианте. 3. Разметка. Эскиз был разделен на несколько частей, чтобы каждую часть перенести на определенный металл. При помощи кальки и мягкого карандаша эскиз был перенесен на металл, затем линии обведены чертилкой.
При помощи сверла сделано несколько дырок в местах, где нужно выпиливать излишний металл, согласно моему эскизу. 5. Выпиливание. При помощи лобзика выпилены отверстия в крыльях будущей стрекозы. Затем из металла были выпилены и сами части стрекозы: отдельно крылья с туловищем, ножки, глаза и хвост.
Для передачи объема, был использован данный прием. При помощи полукруглого надфиля и выровняла неровные места, оставшиеся от выпиливания. 8. Пайка. При помощи газовой горелки и используя серебряный припой, части изделия были соединены между собой: к туловищу были припаяны крылья, хвост и глаза. 9. Изделие было помещено в отбеливатель, а затем отполировано.
7. Список литературы: В.П.Новиков, В.С.Павлов «Ручное изготовление ювелирных украшений»
ОТЧЕТ ПО УЧЕБНОЙ ПРАКТИКЕ Направление подготовки: Технология художественной обработки материалов Квалификация (степень) выпускника: Бакалавр Форма обучения: Очная Выполнил Новикова Я.Г. Курс, № группы 14-тхм-3 Дата приема зачета: «__» ______ 201 5 г. Подпись руководителя практики ______
Кострома, 2015
Оглавление 1. Техника безопасности. 3 2.Технологическое оборудование. 9 3. Материалы используемые для изготовления изделия. 16 4. Вспомогательные материалы, используемые для изготовления изделия. 19 5. Основные технологические операции. 23 6. Описание изделия. 27 7. Список литературы: 29
Техника безопасности 1.Общие требования охраны труда 1.1. К самостоятельной работе в лаборатории мастерства и выполнения изделий в материале допускаются лица в возрасте не моложе 18 лет, прошедшие соответствующую подготовку, инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. 1.2. К работе в лаборатории мастерства и выполнения изделий в материале под руководством преподавателя лица в возрасте не моложе 16 лет, прошедшие соответствующую подготовку, инструктаж по охране труда, медицинский осмотр и не имеющие противопоказаний по состоянию здоровья. 1.3. Работающие должны соблюдать правила поведения, расписание учебных занятий, установленные режимы труда и отдыха. 1.4. При работе в лаборатории мастерства и выполнения изделий в материале возможно воздействие на работающих следующих опасных производственных факторов: - повышенный уровень шума на рабочем месте; повышенное значение напряжения в электрической цепи, замыкание которой может произойти через | тело человека; - травмирование из-за непрочного закрепления заготовки и инструмента; - травмирование из-за неисправности и притупления режущего инструмента; - травмирование осколками и стружкой металла при его рубке, резке, прокатывании, сверлении и полировании; 1.5. При работе в лаборатории мастерства и выполнения изделий в материале должна использоваться следующая спецодежда и другие средства индивидуальной защиты: халат, берет или косынка, рукавицы и защитные очки. 1.6. В лаборатории должна находиться медицинская аптечка с набором необходимых медикаментов и перевязочных средств для оказания первой помощи при травмах. 1.7. Работающие должны соблюдать правила безопасности, знать места расположения первичных средств пожаротушения. Лаборатория должна бьггь обеспечена первичными средствами пожаротушения: огнетушителем химическим пенным, огнетушителем углекислотным и ящиком с песком. 1.8. При несчастном случае пострадавший или очевидец несчастного случая обязан немедленно сообщить о нём учебному мастеру или заведующему лаборатории, который, в свою очередь, сообщает о происшествии заведующему кафедрой, в отдел охраны и безопасности КГТУ. 1.9. При неисправности оборудования, инструмента немедленно прекратить работу и сообщить об этом учебному мастеру или заведующему лабораторией. 1.10. Работающие должны соблюдать порядок выполнения работы, правила личной гигиены, содержать в чистоте рабочее место, не пользоваться посторонними предметами, не принимать пищу в лаборатории. 1.11 Лица, допустившие невыполнение или нарушение инструкций по охране труда, трудового распорядка и, при необходимости, подвергаются внеочередной проверке знаний норм и правил охраны труда. Требование охраны труда перед началом работы. |

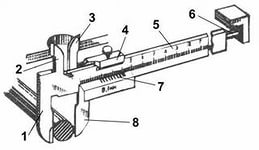 Штангенциркуль. Микрометр. Штангенциркуль незаменим, когда нужно произвести замеры внешних и внутренних размеров ювелирного изделия, глубины отверстий или выступов на нём. Точность этого инструмента несоизмерима с линейкой. Штангенциркуль:
Штангенциркуль. Микрометр. Штангенциркуль незаменим, когда нужно произвести замеры внешних и внутренних размеров ювелирного изделия, глубины отверстий или выступов на нём. Точность этого инструмента несоизмерима с линейкой. Штангенциркуль:

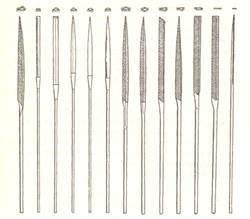 Напильники. Многообразие применяемых ювелирами напильников определяется их функциональным использованием. Инструмент различается по размерам, профилю и насечке. По профилю напильники разделяются на трёхгранные, полукруглые, плоские, плоские, ромбические и разновыпуклые. Все ювелирные напильники отличаются от обычного слесарного инструмента тем, что они - остроносые. Необходимо следить, чтобы между ручкой и рабочей частью инструмента не оставалось зазоров, иначе там будут скапливаться опилки драгоценных металлов, что недопустимо во всём отношениях. Используются напильники различной формы и величины зубцов при обработке практически всех деталей и составляющих ювелирных украшений.
Напильники. Многообразие применяемых ювелирами напильников определяется их функциональным использованием. Инструмент различается по размерам, профилю и насечке. По профилю напильники разделяются на трёхгранные, полукруглые, плоские, плоские, ромбические и разновыпуклые. Все ювелирные напильники отличаются от обычного слесарного инструмента тем, что они - остроносые. Необходимо следить, чтобы между ручкой и рабочей частью инструмента не оставалось зазоров, иначе там будут скапливаться опилки драгоценных металлов, что недопустимо во всём отношениях. Используются напильники различной формы и величины зубцов при обработке практически всех деталей и составляющих ювелирных украшений.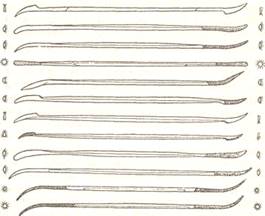 поверхностей полых изделий. Рабочую часть рифелей необходимо беречь от быстрого затупления. Нельзя приступать к опиливанию прежде, чем с обрабатываемого изделия не удалены остатки припоя и флюса. Хранить инструмент следует в антикоррозионной смазке, которую удаляют непосредственно перед работой жесткой щеткой, а после этого промывают инструмент бензином. Кроме того, смазку можно быстро и качественно удалить, если густо натереть инструмент мелом, а затем тщательно вычистить жесткой щеткой.
поверхностей полых изделий. Рабочую часть рифелей необходимо беречь от быстрого затупления. Нельзя приступать к опиливанию прежде, чем с обрабатываемого изделия не удалены остатки припоя и флюса. Хранить инструмент следует в антикоррозионной смазке, которую удаляют непосредственно перед работой жесткой щеткой, а после этого промывают инструмент бензином. Кроме того, смазку можно быстро и качественно удалить, если густо натереть инструмент мелом, а затем тщательно вычистить жесткой щеткой.
 Лобзик служит для выпиливания сложных орнаментов или нарезания пазов.
Лобзик служит для выпиливания сложных орнаментов или нарезания пазов. Виды сверл
Виды сверл Штихели. Это своеобразный стальной резец длиной от 100 до 120 мм, закрепленный на деревянной ручке произвольной длины. Они различаются по форме поперечного сечения и рабочей (режущей) части, а в зависимости от толщины — по номерам. Этот инструмент используется при гравировке и имеет несколько разновидностей: Вырезной штихель, прорезной штихель, г рабштихель, растровый, плоский штихель, радиусный штихель. Виды штихелей: А — узкий шпицштихелъ; Б — широкий шпицштихелъ; В — мессер-штихель; Г — фасочный; Д — котировочный; Е — флахштихель с широкой спинкой; Ж — флахштихель с узкой спинкой; 3 — боллштихель с широкой спинкой; И — боллштихель с узкой спннкой; К — фассенштихель
Штихели. Это своеобразный стальной резец длиной от 100 до 120 мм, закрепленный на деревянной ручке произвольной длины. Они различаются по форме поперечного сечения и рабочей (режущей) части, а в зависимости от толщины — по номерам. Этот инструмент используется при гравировке и имеет несколько разновидностей: Вырезной штихель, прорезной штихель, г рабштихель, растровый, плоский штихель, радиусный штихель. Виды штихелей: А — узкий шпицштихелъ; Б — широкий шпицштихелъ; В — мессер-штихель; Г — фасочный; Д — котировочный; Е — флахштихель с широкой спинкой; Ж — флахштихель с узкой спинкой; 3 — боллштихель с широкой спинкой; И — боллштихель с узкой спннкой; К — фассенштихель
 а – бокорезы, б – широкие, в – торцевые
а – бокорезы, б – широкие, в – торцевые
 В ювелирной практике в основном применяется газопламенная пайка и используется три типа газовых горелок: смесительного типа (при поступлении в мундштук горелки газовоздушной смеси); параллельной подачи газа и воздуха и инжекторного типа (при подаче газа под давлением).
В ювелирной практике в основном применяется газопламенная пайка и используется три типа газовых горелок: смесительного типа (при поступлении в мундштук горелки газовоздушной смеси); параллельной подачи газа и воздуха и инжекторного типа (при подаче газа под давлением). . В горелках инжекторного типа имеется только один канал, по которому подается газ под давлением, обеспечивающим необходимый напор пламени.
. В горелках инжекторного типа имеется только один канал, по которому подается газ под давлением, обеспечивающим необходимый напор пламени. Вальцы
Вальцы Волочильная доска. Она используется, когда необходимо произвести процесс волочения вручную, т. е. протянуть заготовку через коническое отверстие инструмента, который называется матрицей или фильером. Бывает, что отверстия выполнены непосредственно в самой волочильной доске, но иногда снабжена вставленным в нее комплектом матриц-фильеров. Волочильная доска необходима, когда из проволоки одного диаметра требуется получить проволоку меньшего Диаметра; или из ленты — трубчатые заготовки, идущие на изготовление разнообразных шарнирных соединений и оправ для мелких камней.
Волочильная доска. Она используется, когда необходимо произвести процесс волочения вручную, т. е. протянуть заготовку через коническое отверстие инструмента, который называется матрицей или фильером. Бывает, что отверстия выполнены непосредственно в самой волочильной доске, но иногда снабжена вставленным в нее комплектом матриц-фильеров. Волочильная доска необходима, когда из проволоки одного диаметра требуется получить проволоку меньшего Диаметра; или из ленты — трубчатые заготовки, идущие на изготовление разнообразных шарнирных соединений и оправ для мелких камней. Сверлильный станок. Ювелирный настольный сверлильный станок состоит из станины, шпинделя и механизмов движения станка. Станина — основание и опора всех остальных частей станка, она же является и столом для сверления. Шпиндель—вращающийся вал, на котором крепится патрон. Патрон служит для закрепления сверла. К механизмам движения относятся электродвигатель и механизм вертикальной подачи шпинделя. Сверлильный станок устанавливается вне ювелирного верстака и поэтому должен обеспечиваться специальным кожухом для сбора стружки драгоценных металлов. Кожух для сбора отходов представляет собой глубокое пластиковое корытце с вырезами для рук. Станки для сверления отверстий малых диаметров 0,5-2,0 мм должны иметь большую частоту вращения.
Сверлильный станок. Ювелирный настольный сверлильный станок состоит из станины, шпинделя и механизмов движения станка. Станина — основание и опора всех остальных частей станка, она же является и столом для сверления. Шпиндель—вращающийся вал, на котором крепится патрон. Патрон служит для закрепления сверла. К механизмам движения относятся электродвигатель и механизм вертикальной подачи шпинделя. Сверлильный станок устанавливается вне ювелирного верстака и поэтому должен обеспечиваться специальным кожухом для сбора стружки драгоценных металлов. Кожух для сбора отходов представляет собой глубокое пластиковое корытце с вырезами для рук. Станки для сверления отверстий малых диаметров 0,5-2,0 мм должны иметь большую частоту вращения.
 1. Эскиз. Поиск формы.
1. Эскиз. Поиск формы.

 4. Подготовка к выпиливанию.
4. Подготовка к выпиливанию. 6. Дифовка.
6. Дифовка.


