Если обратиться к проблеме антикоррозионной защиты внутренней поверхности резервуаров, то о значимости этой проблемы говорить не стоит – здесь очевиден эффект антикоррозионной защиты как от продления срока службы резервуаров, так и от сохранения качества хранимого продукта. Но экономии ресурсов можно добиваться и на этапе выполнения работ по антикоррозионной защите, как за счёт экономии трудозатрат, так и за счёт снижения экономических потерь, связанных с простоем резервуаров (за счёт снижения сроков нанесения покрытий).
В связи с необходимостью обеспечить длительный срок службы покрытий, а также (в большинстве случаев) с высокой агрессивностью хранимых веществ (нефти, нефтепродуктов, химикатов, сточных вод и др.), требуется создать достаточно большую суммарную толщину системы покрытий - обычно, более 350 мкм.
Ранее вполне приемлемым считалось использование многослойных систем покрытий. В них применялись лакокрасочные материалы, содержащие растворители, что не позволяло наносить толстослойные покрытия как по причине снижения вязкости (возникают потёки), так и из-за необходимости в приемлемые сроки выводить из покрытия растворитель, что возможно только из тонких слоёв.
Использование ЛКМ, содержащих растворители, очевидно, имеет следующие недостатки:
§ высокая трудоёмкость нанесения (несколько слоёв)
§ длительный цикл нанесения (необходимость перерывов для сушки отдельных слоёв)
§ повышенная опасность для здоровья исполнителей работ, обусловленная выделением растворителя
§ повышенная экологическая опасность из-за выделения летучих органических веществ в атмосферу
§ повышенная вероятность возникновения дефектов, связанных с возможным выпадением водяного конденсата и загрязнением предыдущих слоёв перед нанесением последующих.
Желание устранить отмеченные недостатки привело к разработке антикоррозионных материалов, наносимых толстослойно – они не содержат растворителя вообще (доля нелетучих веществ 100 %) или содержат в малом количестве.
Эта тенденция уже сформировалась довольно давно и фирма DuPont Protective Coatings (Германия) вела разработку материалов для антикоррозионной защиты резервуаров именно в этом направлении. Результатом стала разработка нескольких материалов такого класса. Для внутреннего покрытия резервуаров под нефть и нефтепродукты был разработан эпоксидный материал Permacor 128/A. Материал наносится толщиной 400…1000 мкм за одну технологическую операцию. Разумеется, максимальная толщина нужна не во всех случаях. Обычно, под нефть и нефтепродукты назначается толщина покрытия 400…500 мкм. Срок службы при такой толщине при хранении сырой нефти – не менее 10 лет. При толщине 800 мкм срок службы может составлять 15…20 лет. Высокая химическая стойкость позволяет использовать покрытие для защиты резервуаров хранения многих других веществ.
Отличительной особенностью Permacor 128/A являются его антистатические свойства (способность отводить статические электрические заряды) – удельное объёмное сопротивление менее 109 Ом∙м, что даёт возможность использовать его в резервуарах для хранения легковоспламенимых жидкостей (таких, как бензин, авиационный керосин и др.).
Покрытие обладает высокими механическими свойствами – высокой адгезией, стойкостью к ударам, к истирающим воздействиям.
При 20 оС покрытие можно эксплуатировать при полных нагрузках уже через 3 суток после нанесения.
Покрытие Permacor 128/A имеет уже длительную историю применения – покрытие включено в стандарт NATO STS-M67 в качестве внутреннего покрытия резервуаров для хранения авиационного топлива. В России покрытие с положительными результатами испытано во ВНИИСТ в качестве покрытия для резервуаров хранения нефти и нефтепродуктов, а также авиационного топлива в условиях тропического, умеренного и холодного климата. Permacor 128/A включён РД 05.00-45.21.30-КТН-005-1-05 «Правила антикоррозионной защиты резервуаров» ОАО «АК «Транснефть» в качестве материала, допущенного к применению. В России и на Украине уже множество объектов защищены с помощью покрытия Permacor 128/A, но хочется обратить внимание на то, что ГосНИИГА подтвердил, что покрытие, используемое для емкостей с авиатопливом, не влияет на качество хранимого продукта.
Процесс эволюции материалов в сторону более высокой вязкости одновременно вызвал усовершенствование оборудования для нанесения в сторону более мощного и производительного оборудования для безвоздушного распыления. Представленный материал интересен также и тем, что не требует использования уникального оборудования для нанесения: для его нанесения используется Airless-оборудование с усилением более 1:66, в частности WIWA Professional 24071.
Стоит отметить, что Permacor 128/А не единственный материал со 100% долей нелетучих веществ, имеется вариант не антистатического материала Permacor 128/P-T3, допускающего контроль отсутствия пор высоковольтным пороскопом. В этом же ряду – антикоррозионный материал Permacor 136/TW с подтверждёнными гигиеническими характеристиками для работы в контакте с питьевой водой, продуктами и напитками, для защиты гидросооружений. Ещё более стойкие и долговечные материалы Permacor 2807/HS (для пищевых продуктов), Permacor 2807/HS-A (антистатический для нефти, нефтепродуктов, химикатов) Permacor 2107/HS (наружное покрытие для труб и резервуаров, уложенных в землю), Epiter TF 130/HS (защита гидросооружений) наносятся методом горячего распыления (с раздельной подачей основного компонента и отвердителя).
Для защиты внутренней поверхности емкостного оборудования наиболее популярны схемы покрытий на основе эпоксидных и эпоксидно-фенольных смол. Мы предлагаем две системы покрытий: стандартная эпоксидно-диановая, состоящая из одного слоя грунтовки «Masscotank 01» и одного-двух слоев эмали «Masscotank 10», а так же усиленная эпоксидно-фенольная, формируемая одним слоем из эмали «Masscotank 11». Обе системы при толщине покрытия 350-400 мкм сохраняют защитные свойства в течение не менее 15 лет до балла не более АЗ 1 ГОСТ 9407 в условиях воздействия нефти, нефтепродуктов, технической минерализованной воды содержащей сероводород и водонефтяной эмульсии. Эпоксидно-фенольная система хорошо работает при температуре эксплуатации покрытия до ~ 100°С. На диаграмме № 1 показано изменение адгезионной прочности в МПа за 1000 часов выдержки в различных средах.
Эпоксидно-фенольная система «Masscotank 11» обладает более стабильной защитной и адгезионной прочностью, особенно при эксплуатации при повышенных температурах и в жестких условиях: парогазовая зона, раствор сероводорода, высокое содержание ароматических углеводородов.
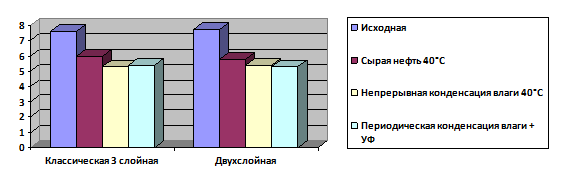
В качестве защитных покрытий для наружных поверхностей нефтяных резервуаров, предлагается схема покрытий на основе полиуретановой эмали «Masscopur 14». Этот тип ЛКМ в настоящее время обеспечивает наилучшее сочетание атмосферо- и химстойкости по сравнению с другими классами материалов, используемых для финишных покрытий, а зимний вариант эмали позволяет наносить ее до температуры -10 ºС. В качестве грунтовок целесообразно применять эпоксидные грунтовки «Masscopoxy Zinс», «Masscopoxy1264», а также полиуретановую грунтовку «Masscopur 01». До настоящего времени на практике наиболее широко применялась классическая трех-слойная схема: 1слой грунтовки «Masscopoxy Zinс» × 60 мкм, 1слой межслойной грунтовки «Masscopoxy1264» × 120 мкм и 1слой покрывной эмали «Masscopur 14» × 60 мкм, общая толщина покрытия 240 мкм. В последнее время приобретает популярность грунтовка «Masscopoxy1264 LT», поскольку она позволяет наносить за 1 слой покрытие толщиной 100-150 мкм и может наноситься до температуры -10°С по поверхности с чистотой Sa2 и St2. В сочетании с эмалью «Masscopur 14» позволяет получать двухслойное покрытие со сроком защиты не менее 15 лет.
На диаграмме № 2 показано изменение адгезионной прочности в МПа за 1000 часов выдержки в агрессивных средах для схем: классической и двухслойной.
Из диаграммы видно, что обе системы имеют примерно одинаковые защитные характеристики, и только по стойкости к катодному отслаиванию двухслойная система ненамного уступает классической.
Учитывая громадную протяженность нефтепроводов, агрессивный характер транспортируемых продуктов и серьезные последствия, возникающие при повреждении трубопроводов в процессе эксплуатации, необходимо обеспечивать надежную защиту, как внутренней, так и внешней поверхности труб от воздействия агрессивных сред. Наша фирма предлагает ряд материалов для защиты внутренних и наружных поверхностей нефтегазопроводов. Для внутренних поверхностей нефтепроводов совместно с институтом им. Губкина разработана и выпускается тиксотропная эмаль «Masscopoxy Term». Преимущества данной лакокрасочной системы:
§ долговременная противокоррозионная и адгезионная стойкость:
§ к сырой и товарной нефти, нефтепродуктам,
§ к минерализированной сточной, морской и пресной воде,
§ к сероводороду;
§ широкий рабочий интервал эксплуатации при температурах от минус 40 до 120 °С;
§ высокая тиксотропия позволяет наносить покрытие толщиной не менее 400 мкм за один слой;
Покрытие сохраняет защитные свойства не менее 10 лет. Для защиты наружной поверхности нефтегазопроводов может быть использована схема покрытий, применяемая для наружной поверхности резервуаров, а именно - 2 слоя грунтовки «Masscopoxy1264LT» + 1 слой эмали «Masscopur 14» с общей толщиной ~350 мкм, что соответствует требованиям ГОСТ «Трубопроводы стальные магистральные». В то же время, учитывая существующую практику, для этой цели может быть рекомендована полиуретановая эмаль «Masscopur 18», которая позволяет наносить однослойное покрытие толщиной до 500 мкм. Жизнеспособность и время отверждения эмали могут быть откорректированы в соответствии с условиями применения материала. Эмаль «Masscopur 18» на основе полиэфирполиолов и ароматических изоцианатов обладает отличными физико-механическими свойствами, адгезией, водо-, хим- и атмосферостойкостью, имеет высокий сухой остаток 92%.
Для труб нефтяного сортамента, покрываемых порошковыми красками разработана и апробированна эпоксидно-фенольная грунтовка «Masscopoxy 0245» в системе покрытий с отечественными красками ПЭП. Покрытие на ее основе при толщине 15-20 мкм устойчиво к действию механических нагрузок, обеспечивает отличную адгезию порошкового покрытия к металлической поверхности, обладает высокими противокоррозионными свойствами.
Учитывая, большие объемы бетонных и металлических конструкций и технологического оборудования, эксплуатирующихся в условиях атмосферы нефтеперерабатывающих и нефтехимических производств, несомненный интерес для их защиты, в особенности в условиях действующего производства, представляет применение экологически чистых эпоксидных водно-дисперсионных материалов, обеспечивающих пожаровзрыво-безопасность при проведении окрасочных работ.
Для защиты железобетонных строительных конструкций наиболее целесообразно применение водно-дисперсионных и водоразбавляемых эпоксидных материалов «Masscopoxy Wep» и «Masscopoxy Lat», обеспечивающих на железобетонных конструкциях наилучшие характеристики в условиях повышенной влажности, замораживания -оттаивания, гидростатического воздействия грунтовых вод, а также парогазовых агрессивных сред. Эти материалы могут быть рекомендованы так же для защиты бетонных резервуаров пожаротушения и емкостей для хранения нефти и нефтепродуктов.
Для защиты металлоконструкций, как внутри помещений, так и в атмосферных условиях, может быть рекомендована схема, состоящая из 2 слоев однокомпонентной тиксотропной грунт-эмали «Masscoat 155» на основе модифицированного полиолефина. Основными достоинствами данной окрасочной системы являются: отсутствие предварительного грунтования; толерантность к подготовке поверхности (допускается степень подготовки Sa2, St2); совместимость с большинством старых ЛКМ; ремонтопригодность; высокая атмосферостойкое покрытие; быстрое высыхание и короткое время до начала эксплуатации; широкий температурный интервал нанесения от минус 15 °С до 40 °С.
Фирма «Индустриальные покрытия» готова оказать помощь потребителям в решении широкого спектра задач защиты металла от коррозии и адаптировать выпускаемые ЛКМ под конкретные объекты применения.
Защита трубопроводов от коррозии с использованием современных изоляционных покрытий
Транспортировка нефти, газа и нефтепродуктов по трубопроводам является наиболее эффективным и безопасным способом их транспортировки на значительные расстояния. Этим способом доставки нефти и газа от районов их добычи к потребителям пользуются уже более 100 лет. Долговечность и безаварийность работы трубопроводов напрямую зависит от эффек-тивности их противокоррозионной защиты. Для сведения к минимуму риска коррозионных повреждений трубопроводы защищают антикоррозионными покрытиями и дополнительно средствами электрохимзащиты (ЭХЗ). При этом изоляционные покрытия обеспечивают первичную ("пассивную") защиту трубопроводов от коррозии, выполняя функцию "диффузионного барьера", через который затрудняется доступ к металлу коррозионноактивных агентов (воды, кислорода воздуха). При появлении в покрытии дефектов предусматривается система катодной защиты трубопроводов - "активная" защита от коррозии.
Для того, чтобы защитное покрытие эффективно выполняло свои функции, оно должно удовлетворять целому ряду требований, основными из которых являются: низкая влагокислородопроницаемость, высокие механические характеристики, высокая и стабильная во времени адгезия покрытия к стали, стойкость к катодному отслаиванию, хорошие диэлектрические характеристики, устойчивость покрытия к УФ и тепловому старению. Изоляционные покрытия должны выполнять свои функции в широком интервале температур строительства и эксплуатации трубопроводов, обеспечивая их защиту от коррозии на максимально возможный срок их эксплуатации.
История применения защитных покрытий трубопроводов насчитывает более 100 лет, однако до сих пор не все вопросы в этой области благополучно решены. С одной стороны, постоянно повышается качество защитных покрытий трубопроводов, практически каждые 10 лет появляются новые изоляционные материалы, новые технологии и оборудование для нанесения покрытий на трубы в заводских и трассовых условиях. С другой стороны, становятся все более жесткими условия строительства и эксплуатации трубопроводов (строительство трубопроводов в условиях Крайнего Севера, в Западной Сибири, освоение морских месторождений нефти и газа, глубоководная прокладка, строительство участков трубопроводов методами "наклонно-направленного бурения", "микротоннелирования", эксплуатация трубопроводов при температурах до 100 °С и выше, и др.).
Рассмотрим основные типы современных антикоррозионных покрытий трубопроводов заводского и трассового нанесения, их преимущества, недостатки, область применения.
Антикоррозионные покрытия трубопроводов трассового нанесения
Для изоляции трубопроводов в трассовых условиях в настоящее время наиболее широко применяют три типа защитных покрытий: а) битумно-мастичные покрытия; б) полимерные ленточные покрытия; в) комбинированные мастично-ленточные покрытия (покрытия типа "Пластобит").
Битумно-мастичные покрытия
На протяжении многих десятилетий битумно-мастичное покрытие являлось основным типом наружного защитного покрытия отечественных трубопроводов. К преимуществам битумно-мастичных покрытий следует отнести их дешевизну, большой опыт применения, достаточно простую технологию нанесения в заводских и трассовых условиях. Битумные покрытия про-ницаемы для токов электрозащиты, хорошо работают совместно со средствами электрохимической защиты. В соответствии с требованиями ГОСТ Р 51164-98 "Трубопроводы стальные магистральные. Общие требования к защите от коррозии" конструкция битумно-мастичного покрытия состоит из слоя битумной или битумно-полимерной грунтовки (раствор битума в бензине), двух или трех слоев битумной мастики, между которыми находится ар-мирующий материал (стеклохолст или стеклосетка) и наружного слоя из защитной обертки. В качестве защитной обертки ранее использовались оберточные материалы на битумно-каучуковой основе типа "бризол", "гидроизол" и др. или крафт-бумага. В настоящее время применяют преимущественно полимерные защитные покрытия толщиной не менее 0,5 мм, грунтовку битумную или битумно-полимерную, слой мастики битумной или битумно-полимерной, слой армирующего материала (стеклохолст или стеклосетка), второй слой изоляционной мастики, второй слой армирующего материала, наружный слой защитной полимерной обертки. Общая толщина битумно-мастичного покрытия усиленного типа составляет не менее 6,0 мм, а для по-крытия трассового нанесения нормального типа - не менее 4,0 мм.
В качестве изоляционных мастик для нанесения битумно-мастичных покрытий применяются: битумно-резиновые мастики, битумно-полимерные мастики (с добавками полиэтилена, атактического полипропилена), битумные мастики с добавками термоэластопластов, мастики на основе асфальтосмолистых соединений типа "Асмол". В последние годы появился целый ряд битумных мастик нового поколения, обладающих повышенными показателями свойств.
Основными недостатками битумно-мастичных покрытий являются: узкий температурный диапазон применения (от минус 10 до плюс 40 °С), недостаточно высокая ударная прочность и стойкость к продавливанию, повышенная влагонасыщаемость и низкая биостойкость покрытий. Срок службы битумных покрытий ограничен и, как правило, не превышает 10-15 лет. Рекомендуемая область применения битумно-мастичных покрытий - защита от коррозии трубопроводов малых и средних диаметров, работающих при нормальных температурах эксплуатации. В соответствии с требованиями ГОСТа Р 51164-98 применение битумных покрытий ограничивается диаметрами трубопроводов не более 820 мм и температурой эксплуатации не выше плюс 40 °С.
Полимерные ленточные покрытия
Полимерные ленточные покрытия за рубежом стали применяться в начале 60-х гг. прошлого века. В нашей стране пик применения полимерных ленточных покрытий пришелся на 70-80 гг., на период строительства целой сети протяженных магистральных газопроводов. К настоящему времени на долю полимерных ленточных покрытий на российских газопроводах приходится до 60-65% от их общей протяженности.
Конструкция полимерного ленточного покрытия трассового нанесения в соответствии с ГОСТ Р 51164-98 состоит из слоя адгезионной грунтовки, 1 слоя полимерной изоляционной ленты толщиной не менее 0,6 мм и 1 слоя защитной полимерной обертки толщиной не менее 0,6 мм. Общая толщина покрытия - не менее 1,2 мм.
При заводской изоляции труб количество слоев изоляционной ленты и обертки увеличивается. При этом общая толщина покрытия должна составлять: не менее 1,2 мм - для труб диаметром до 273 мм, не менее 1,8 мм - для труб диаметром до 530 мм и не менее 2,4 мм - для труб диаметром до 820 мм включительно.
Начиная с 1 июля 1999 г., после введения в действие ГОСТа Р 51164-98, применение липких полимерных лент при трассовой изоляции газопроводов ограничено диаметрами труб не выше 820 мм и температурой эксплуатации не выше плюс 40 °С. Для нефте- и нефтепродуктопроводов допускается применять ленточные покрытия трассового нанесения при изоляции труб диаметром до 1420 мм, но при этом общая толщина покрытия должна составлять не менее 1,8 мм (наносятся 2 слоя полимерной ленты и 1 слой защитной обертки).
В системе полимерного ленточного покрытия функции изоляционной ленты и защитной обертки различные. Изоляционная лента обеспечивает адгезию покрытия к стали (не менее 2 кг/см ширины), стойкость к катодному отслаиванию, выполняет функции защитного барьера, препятствующего проникновению к поверхности труб воды, почвенного электролита, кислорода, т.е. коррозионноактивных агентов. Защитная обертка служит в основном для повышения механической, ударной прочности покрытия. Она предохраняет ленточное покрытие от повреждений при укладке трубопровода в траншею и засыпке его грунтом, а также при усадке грунта и технологических подвижках трубопровода.
Полимерные ленты, защитные обертки поставляются комплектно с адгезионной грунтовкой (праймером) заводского изготовления.
Для наружной изоляции трубопроводов в настоящее время применяются в основном отечественные изоляционные материалы производства ОАО "Трубоизоляция", (г. Новокуйбышевск, Самарской область): адгезионные грунтовки типа "П-001", "НК-50", полимерные ленты типа "НК ПЭЛ-45", "НКПЭЛ-63", "Полилен", "ЛДП", защитная обертка "Полилен О". Основ-ными зарубежными поставщиками изоляционных материалов для нанесения полимерного ленточного покрытия являются фирмы: "Polyken Pipeline Coating Systems" (США), "Altene" (Италия), "Nitto Denko Corporation", "Furukawa Electric" (Япония).
К преимуществам ленточных покрытий следует отнести: высокую технологичность их нанесения на трубы в заводских и трассовых условиях, хорошие диэлектрические характеристики, низкую влагокислородопроницаемость и достаточно широкий температурный диапазон применения.
Основными недостатками полимерных ленточных покрытий являются: низкая устойчивость к сдвигу под воздействием осадки грунта, недостаточно высокая ударная прочность покрытий, экранировка ЭХЗ, низкая биостойкость адгезионного подслоя покрытия.
Опыт эксплуатации отечественных газонефтепроводов показал, что срок службы полимерных ленточных покрытий на трубопроводах диаметром 1020 мм и выше составляет от 7 до 15 лет, что в 2-4 раза меньше нормативного срока амортизации магистральных трубопроводов (не менее 33 лет). В настоящее время в ОАО "Газпром" проводятся масштабные работы по ремонту и переизоляции трубопроводов с наружными полимерными ленточными покрытиями после 20-30 лет их эксплуатации.
Комбинированное мастично-ленточное покрытие
У российских нефтяников большой популярностью пользуется комбинированное мастично-ленточное покрытие типа "Пластобит". Конструктивно покрытие состоит из слоя адгезионного праймера, слоя изоляционной мастики на основе битума или асфальтосмолистых соединений, слоя изоляционной полимерной ленты толщиной не менее 0,4 мм и слоя полимерной защитной обертки толщиной не менее 0,5 мм. Общая толщина комбинированного мастично-ленточного покрытия составляет не менее 4,0 мм.
При нанесении изоляционной битумной мастики в зимнее время ее, как правило, пластифицируют, вводят добавки специальных масел, которые предотвращают охрупчивание мастики при отрицательных температурах окружающей среды. Битумная мастика, наносимая по праймеру, обеспечивает адгезию покрытия к стали, и является основным изоляционным слоем покрытия. Полимерная лента и защитная обертка повышают механические характеристики и ударную прочность покрытия, обеспечивают равномерное распределение изоляционного мастичного слоя по периметру и длине трубопровода.
Практическое применение комбинированных покрытий типа "Пластобит" подтвердило их достаточно высокие защитные и эксплуатационные характеристики. Данный тип покрытия в настоящее время наиболее часто применяют при проведении работ по ремонту и переизоляции действующих нефтепроводов, имеющих битумные покрытия. При этом в конструкции битумно-ленточного покрытия применяют преимущественно полиэтиленовые термоусаживающиеся ленты, обладающие повышенной теплостойкостью и высокими механическими характеристиками, а в качестве изоляционных мастик используют специальные модифицированные битумные мастики нового поколения.
Основные недостатки комбинированного мастично-ленточного покрытия те же, что и у битумно-мастичных покрытий - недостаточно широкий температурный диапазон применения (от минус 10 до плюс 40 °С) и недостаточно высокие физико-механические показатели свойств (ударная прочность, стойкость к продавливанию и др.).
Технология нанесения покрытий в трассовых условиях
Нанесение защитных битумно-мастичных и полимерных ленточных покрытий в трассовых условиях осуществляется после сварки труб и контроля сварных стыков. Для нанесения покрытий используются передвижные механизированные колонны, включающие: трубоукладчики и навесное технологическое оборудование (очистные и изоляционные машины, комбайны и т.д.), перемещающееся по сваренному в "нитку" трубопроводу и выполняющее операции по щеточной очистке, праймированию поверхности труб, нанесению на них защитного покрытия. При выполнении работ в зимнее время в состав оборудования дополнительно вводится передвижная печь для нагрева и сушки труб.
При нанесении битумных покрытий в составе механизированных колонн используются также битумно-плавильные котлы и специальные изоляционные машины. До нанесения покрытий производится очистка труб от грязи, ржавчины, рыхлой окалины. Для очистки поверхности труб применяются скребки, механические щетки и иглофрезы. Праймирование труб осуществляется посредством полива на поверхность труб дозированного количества адгезионного праймера с последующим его растиранием брезентовым полотенцем. На праймированные трубы с использованием изоляционной машины наносится слой горячей битумной мастики, после чего осуществляется нанесение на трубы армирующего материала (стеклохолст), второго слоя битумной мастики и слоя наружной защитной обертки. Ленточные покрытия наносятся на поверхность трубопроводов посредством спиральной намотки на праймированные трубы слоя изоляционной ленты и слоя защитной обертки, с заданным усилием натяжения и величиной нахлеста.
Практический опыт показал, что, несмотря на достаточно высокую степень механизации изоляционных работ в трассовых условиях, данный способ изоляции не обеспечивает качественного нанесения на трубы защитных покрытий. Это обусловлено влиянием погодных условий, отсутствием средств и методов пооперационного технологического контроля, а также недостаточно высокими механическими и защитными свойствами битумных и ленточных покрытий.
Перенос процесса наружной изоляции труб из трассовых условий в заводские или базовые условия не только позволил ускорить темпы строительства трубопроводов, но и в значительной степени повысить качество и надежность их противокоррозионной защиты. При заводской изоляции труб на качество работ не влияют погодные условия, проводится последовательный пооперационный технологический контроль. Кроме того, при изоляции труб в заводских условиях появляется возможность использовать современные изоляционные материалы и технологии их нанесения, которые невозможно реализовать при трассовой изоляции трубопроводов.
Заводские покрытия труб
Для наружной изоляции трубопроводов наиболее часто применяются следующие типы заводских покрытий: а) заводское эпоксидное покрытие; б) заводское полиэтиленовое покрытие; в) заводское полипропиленовое покрытие; г) заводское комбинированное ленточно-полиэтиленовое покрытие.
Данные типы покрытий отвечают современным техническим требованиям и обеспечивают долговременную, эффективную защиту трубопроводов от почвенной коррозии.
В разных странах отдается предпочтение различным типам заводских покрытий. В США, Англии, Канаде наиболее популярны эпоксидные покрытия труб, в Европе, Японии и России предпочтение отдается заводским покрытиям на основе экструдированного полиэтилена. Для изоляции морских трубопроводов и "горячих" (80-110 °С) участков трубопроводов применяются, как правило, полипропиленовые покрытия. Комбинированные ленточно-полиэтиленовые покрытия используются в основном для изоляции труб малых и средних диаметров с температурой эксплуатации до плюс 40 °С.
Заводское полиэтиленовое покрытие
Впервые однослойные полиэтиленовые покрытия труб на основе порошкового полиэтилена стали применяться в конце 50-х - начале 60-х гг. прошлого века. Технология нанесения однослойного полиэтиленового покрытия аналогична технологии нанесения покрытий из порошковых эпок-сидных красок. Из-за низкой водостойкости адгезии и стойкости к катодному отслаиванию однослойные полиэтиленовые покрытия не получили достаточно широкого применения. Им на смену пришли двухслойные покрытия с "мягким" адгезионным подслоем. В конструкции такого покрытия в качестве адгезионного слоя применялись изоляционные битумно-каучуковые мастики ("мягкие" адгезивы) толщиной 150-300 мкм, наносимые по слою праймера, а в качестве наружного ударопрочного слоя использовался экструдированный полиэтилен толщиной не менее 2,0-3,0 мм.
После того как фирмой "BASF" (Германия) был разработан сополимер этилена и эфира акриловой кислоты ("Lucalen"), который впервые был опробован в конструкции заводского полиэтиленового покрытия труб в качестве термоплавкого полимерного клеевого подслоя, в практику строительства трубопроводов было внедрено двухслойное полиэтиленовое покрытие с "жестким" адгезионным подслоем. Позднее был разработан еще целый ряд термоплавких клеевых композиций на основе сополимеров этилена и винилацетата, этилена и акрилата. Двухслойные полиэтиленовые покрытия получили очень широкое применение и на долгие годы стали основными заводскими покрытиями труб.
Конструктивно двухслойное полиэтиленовое покрытие состоит из адгезионного подслоя на основе термоплавкой полимерной композиции толщиной 250-400 мкм и наружного полиэтиленового слоя толщиной от 1,6 мм до 3,0 мм. В зависимости от диаметров труб общая толщина покрытия составляет не менее 2,0 (для труб диаметром до 273 мм включительно) и не менее 3,0 мм (для труб диаметром 1020 мм и выше).
Для нанесения двухслойных полиэтиленовых покрытий применяются как отечественные, так и импортные изоляционные материалы (термоплавкие композиции на основе сополимеров - для нанесения адгезионного слоя и композиции термосветостабилизированного полиэтилена - для нанесения наружного слоя). С целью повышения устойчивости двухслойных полиэтиленовых покрытий к воздействию воды и стойкости к катодному отслаиванию при повышенных температурах проводится обработка поверхности очищенных труб (пассивация) раствором хромата. При правильном подборе изоляционных материалов двухслойное полиэтиленовое покрытие обладает достаточно высокими показателями свойств и отвечает техническим требо-ваниям, предъявляемым к заводским покрытиям труб. Оно способно обеспечить защиту трубопроводов от коррозии на срок до 30 лет и выше.
Еще более эффективным наружным антикоррозионным покрытием является заводское трехслойное полиэтиленовое покрытие труб, конструкция которого отличается от двухслойного полиэтиленового покрытия наличием еще одного слоя - эпоксидного праймера. Эпоксидный слой обеспечивает повышенную адгезию покрытия к стали, водостойкость адгезии и стойкость покрытия к катодному отслаиванию. Полимерный адгезионный подслой является вторым, промежуточным слоем в конструкции трехслойного покрытия. Его функции состоят в обеспечении сцепления (адгезии) между полиэтиленовым наружным слоем и внутренним эпоксидным слоем. Наружная полиэтиленовая оболочка имеет низкую влагокислородопроницаемость, выполняет функции "диффузионного барьера" и обеспечивает покрытию высокую механическую и ударную прочность. Сочетание всех трех слоев покрытия делает трехслойное полиэтиленовое покрытие одним из наиболее эффективных наружных защитных покрытий трубопроводов.
Трехслойное покрытие было разработано в Германии и внедрено в практику строительства трубопроводов в начале 80-х гг. прошлого века, На сегодняшний день это покрытие является самым популярным и широко применяемым типом заводского покрытия труб.
В России технология заводской трехслойной полиэтиленовой изоляции труб впервые была внедрена в 1999 г. на ОАО "Волжский трубный завод". В 2000 г. были введены в эксплуатацию производства по трехслойной изоляции труб на ОАО "Челябинский трубопрокатный завод", ОАО "Выксунский металлургический завод", ГУП "Московский опытно-экспериментальный трубозаготовительный комбинат". К настоящему времени технология нанесения трехслойного полиэтиленового покрытия освоена также на предприятиях ЗАО "НЕГАС" (г. Пенза), ООО "Предприятие Трубопласт" (г. Екатеринбург), КЗИТ ООО "Завод изоляции труб" (г. Копейск Челябинской обл.), ООО "Усть-Лабинскгазстрой".
Трехслойное полиэтиленовое покрытие отвечает самым современным техническим требованиям и способно обеспечить эффективную защиту трубопроводов от коррозии на продолжительный период их эксплуатации (до 40-50 лет и более).
Для нанесения трехслойного полиэтиленового покрытия используют специально подобранные системы изоляционных материалов: порошковые эпоксидные краски, адгезионные полимерные композиции, композиции термосветостабилизированного полиэтилена низкой, высокой и средней плотности. В настоящее время при нанесении трехслойных полиэтиленовых покрытий на российских предприятиях применяются исключительно импортные изоляционные материалы: порошковые эпоксидные краски поставки фирм "3M" (США), "BASF Coatings" (Германия), "BS Coatings" (Франция), "DuPont" (Канада); композиции адгезива и полиэтилена поставки фирм "Borealis", "Basell Polyolefins" (Германия), "Atofina" (Франция) и др.
В ЗАО "АНКОРТ" проводятся работы по подбору, комплексным испытаниям и внедрению отечественных изоляционных материалов для трехслойных полиэтиленовых покрытий труб.
Заводское полипропиленовое покрытие
В Европе заводские покрытия труб на основе экструдированного полипропилена занимают 7-10 % от объема производства труб с заводским полиэтиленовым покрытием.
Полипропиленовое покрытие обладает повышенной теплостойкостью, высокой механической, ударной прочностью, стойкостью к продавливанию и абразивному износу.
Основная область применения полипропиленовых покрытий - противокоррозионная защита "горячих" (до 110-140 °С) участков трубопроводов, защита от коррозии морских, шельфовых трубопроводов, подводных переходов, участков трубопроводов, строящихся методами "закрытой" прокладки (проколы под дорогами, прокладка труб методом наклоннонаправленного бурения и т.д.).
Конструкция заводского полипропиленового покрытия аналогична конструкции заводского трехслойного полиэтиленового покрытия труб. Для нанесения покрытия используются порошковые эпоксидные краски, термоплавкие полимерные композиции и термосветостабилизированные композиции полипропилена. Из-за высокой ударной прочности полипропиленового покрытия его толщина может быть на 20-25 % меньше толщины поли-этиленового покрытия труб (от 1,8 мм до 2,5 мм).
Полипропиленовые покрытия имеют, как правило, белый цвет, что обусловлено использованием в качестве основного светостабилизатора добавки двуокиси титана.
К недостаткам полипропиленовых покрытий следует отнести их пониженную морозостойкость. Стандартное полипропиленовое покрытие рекомендуется применять при температурах строительства трубопроводов до минус 10 °С, а температура окружающей среды при хранении изолированных труб не должна быть ниже минус 20 °С. Специально разработанное морозо-стойкое полипропиленовое покрытие может применяться при температурах строительства трубопроводов до минус 30 °С и температурах хранения изолированных труб до минус 40 °С.
Для нанесения заводских полипропиленовых покрытий используются порошковые эпоксидные краски поставки фирм "3M" (США), "BASF Coatings" (Германия), композиции адгезива и полипропилена поставки фирм "Borealis", "Basell Polyolefins". Технология заводской изоляции труб с двухслойным и трехслойным полипропиленовыми покрытиями освоена на ГУП "Московский опытно-экспериментальный трубозаготовительный комбинат" и ОАО "Выксунский металлургический завод". В 2004 г. запланировано внедрение технологии нанесения заводского полипропиленового покрытия на оборудовании ОАО "Челябинский трубопрокатный завод" и ОАО "Волжский трубный завод".
Заводское комбинированное ленточно-полиэтиленовое покрытие
Для противокоррозионной защиты трубопроводов малых и средних диаметров (до 530 мм) в последние годы довольно шир
infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.013 с.)