
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технология производства продукцииСодержание книги Поиск на нашем сайте 3D принтер — это периферийное устройство, использующее метод послойного создания физического объекта по цифровой 3D модели. 3D-печать может осуществляться разными способами и с использованием различных материалов, но в основе любого из них лежит принцип послойного создания (выращивания) твёрдого объекта. Система 3D чрезвычайно универсальна и быстра, позволяет получать прототипы сложной геометрии во множестве областей применения, а также из различных материалов которые используются ведущими производителями (акрил, бетон, гидрогель, бумага, металлический порошок, поликапролактон (PCL), полилактид (PLA), полипропилен (PP)). В таблице 4 представлены основные технологии печати 3D принтера. Таблица 4 – Технологии печати
Наше предприятие в своей деятельности будет использовать два 3D принтера и один 3D сканер. Таблица 5 – Перечень оборудования и его характеристики
Таблица 6 – Характеристики 3D сканера
1. На первом 3D принтере – 3D Systems ProJet 460Plus (ZPrinter 450) будет использована технология CJP – продвинутая технология, которая применяется в 3D-принтерах компании 3D Systems серии ProJet x60 (ZPrinter) и модели ProJet 4500. Ранее технология называлась 3D Printing или 3DP. С ее помощью можно быстро создавать как монохромные, так и цветные прототипы из композитного порошка. В основе работы CJP лежат два материала — основной и связующий. Основной материал (VisiJet PXL Core) или порошковый пластик служит для построения слоев изделия, связующий материал — склеивает и окрашивает вместе частицы в нужных местах, формируя изделие. Принцип создания прототипа по технологии CJP выглядит следующим образом: 3D-принтер, работающий по технологии CJP, состоит из двух частей: камера построения изделия, в которую загружается модельный материал, и камера очистки, где происходит удаление лишнего материала. Производство прототипа происходит послойно. Сначала материал модели равномерно тонким слоем распределяется по всей плоскости платформы камеры построения. Затем на этот слой наносится связующее вещество, склеивая и окрашивая частицы материала между собой согласно компьютерной 3D-модели.
Рисунок 14 – Принцип создания прототипа по технологии CJP
Преимущества и особенности технологии CJP: Технология CJP, в сравнении с другими технологиями, обладает низкой себестоимостью производимого прототипа, обеспечивая при этом высокую скорость 3D-печати и качество моделей, что достигается за счет низкой стоимости материала и его безотходного использования. Один материал служит и для построения модели, и для ее поддержки во время процесса 3D-печати. Ко всему проему это единственная технология, которая способна передавать цвета полиграфической палитры CMYK. Технология CJP позволяет создавать модели различных цветов и воспроизводить на их поверхности различные текстуры в высоком разрешении. Доступная цветовая палитра CMYK достигает 390 000 оттенков и наносится в процессе печати совместно с клеящим веществом. Минимальный размер элемента, который можно создать по технологии CJP, варьируется в диапазоне от 0,4 до 0,1 мм. Такая точность печатных головок систем трехмерной печати позволяет создавать модели с поверхностями различных степеней сложности. Технология CJP позволяет печатать модели с очень тонкими стенками. Минимально возможная толщина стенки, не прогибающаяся и не разрушающаяся под собственным весом, составляет 0,5 мм. При этом толщина каждого печатного слоя лежит в диапазоне от 0,089 до 0,102 мм. Прототипы, выращенные по технологии CJP, имеют немного шершавую гигроскопичную (способность поглощать водяные пары из воздуха) поверхность средней прочности. Прототипы легко шлифуются, клеятся и красятся. В технологии CJP используется универсальный гипсовый композит — материал VisiJet PXL Core ярко-белого цвета, используемый и для построения модели, и для ее поддержки. Не проклеенный материал, оставшийся после печати, автоматически фильтруется и используется повторно. Для снижения гигроскопичности, увеличения прочности, яркости и достижения идеальной гладкости поверхности, возможна ее обработка различными простыми способами: опрыскивание раствором английской соли, обмакивание в закрепителе, обработка поверхности воском или смолой. Таблица 7 – Типы закрепления материала и их характеристики
2. На втором принтере Stratasys uPrint SE Plus для 3D печати используется технология FDM (Fused Deposition Modeling). Принцип построения по технологии FDM заключается в послойном выращивании изделия из предварительно расплавленной пластиковой нити. Принцип построения изделия по технологии FDM заключается в следующем: 3D-модель в формате STL передается в программное обеспечение 3D-принтера. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки. Затем запускается процесс непосредственной 3D-печати: нагревающая головка с филерами (экструдер) расплавляет тонкую пластиковую нить (леску) и послойно укладывает ее согласно данным математической 3D-модели.
Рисунок 15 – Принцип создания прототипа по технологии FDM Детали, получаемые по технологии FDM – одноцветные, прочные и упругие, обладают стабильным набором физических характеристик, которые зависят от типа материала. Они могут быть термостойкими, износоустойчивыми, обладать повышенной гибкостью или ударной вязкостью и т.д. Стандартный цвет пластика ABSPlus - белый. Однако, этот вид пластика так же доступен еще в 8 цветах: слоновая кость, черный, красный, оливковый зеленый, нектарин, флуоресцентный желтый, синий, серый. Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки. Пост-обработка пластиковых изделий может быть представлена следующими видами: 1) Удаление материала поддержки · BST - материал поддержки, изготавливаемый из красноватого пластика и отделяемый методом "отламывания". Процедура требует аккуратности и существенных усилий. · SST - детали отделяются от поддержки в подогреваемой щелочной ванне (поставляется в комплекте с машиной). 2) Обработка прототипа после печати · Выращенная поверхность будет немного ребристой в силу большой толщины нити. · Обрабатывать изделия потребуется только в тех случаях, когда требуется идеально гладкая поверхность. 3) Дополнительные возможности · Прототипы легко красятся обычной краской или автоэмалью. · Прототипы можно сверлить, полировать или шлифовать. · Части моделей легко склеиваются между собой любым клеем для пластика. Модели всех будущих объектов можно создать посредством проектирования 3D модели на основе эскиза. Однако проектирование 3D модели мини-копий людей будет достаточна сложна, поэтому для облегчения этой задачи наше предприятие будет использовать 3D сканер Artec Eva. 3D-сканер Artec Eva является идеальным решением для быстрой оцифровки объектов среднего размера: человека, деталей автомобилей, памятников, элементов интерьера. 3D-сканер Artec Eva способен быстро и качественно захватывать цвет и текстуру объекта со скоростью 24 бит на пиксель и разрешением 1,3 мегапикселя. Artec Eva — самый легкий в своем классе 3D-сканер, он не требует для работы сложной калибровки и меток на объекте. Еще одно важное преимущество этого сканера — уникальное программное обеспечение Artec Studio, которое делает процесс сканирования максимально простым и быстрым. Все же главным преимуществом является захват цвета и текстуры объекта, а также его высокая точность. Artec Eva собирает информацию о цвете и текстуре объекта, которая достигает глубины в 24 бита и разрешения в 1,3 мегапикселя. Вся информация о цвете и текстуре хранится в файлах формата JPEG в виде растрового изображения. Это делает использование данных сканирования простым и удобным, позволяя быстро импортировать их в любой удобный 3D-формат и продолжать работу в популярных программах по моделированию. 3D-сканирование объекта проводится с точностью до 0,1 мм. Такая точность отлично подходит для оцифровки объектов среднего размера: человека и частей его тела (торс, лицо, рука), архитектурных элементов или частей декора (статуй, барельефов), автомобилей или его частей (фары, крыша, капот, салон), памятников и любых других предметов. 3D-сканер Artec Eva оцифровывает предмет со скоростью 16 кадров в секунду. При этом Eva захватывает до 2 000 000 точек в секунду. Такие показатели позволяют использовать устройство при сканировании движущихся и изменяющихся объектов. К тому же, на поверхности объекта не нужно наносить каких-либо специальных меток или маркеров. Это упрощает трехмерное сканирование, делая процесс полностью бесконтактным и удобным. Источником света в 3D-сканере Artec Eva является диодная лампа-вспышка. Это делает его применение абсолютно безопасным для сканирования биологических (людей, животных, растений) и хрупких объектов. Оптическая технология 3D-сканирования, используемая в этом сканере, сравнима со вспышкой фотоаппарата. Помимо основного оборудования нашему предприятию потребуется дополнительное оборудование и необходимые материалы, их перечень и стоимость представлены в таблице 8. Таблица 8 – Перечень оборудования и материалов, необходимых для производства
Таблица 9 – Стоимость аренды помещения и сопутствующих услуг
Предприятие для осуществления производства будет арендовать помещение площадью 58 м2 в районе Арбековской заставы по адресу – улица 65-летия Победы, дом 7. Помещение находится на первом этаже жилого дома, все необходимые коммуникации (электричество, водопровод) подключены. Чтобы рассчитать потребность в производственном персонале, нужно рассчитать количество предметов, которые могут быть напечатаны за день. В распоряжении предприятия имеется 2 принтера и 1 сканер. Скорость первого принтера, печатающего с применением композитного порошка, составляет в среднем 2,3 см в час, следовательно, за 12-ти часовой рабочий день можно напечатать 4-6 фигур. К тому же при работе на первом принтере технология печати не требует контроля процесса во время печати, вмешательство пользователей ограничивается лишь несколькими операциями по подготовке принтера и извлечению прототипов, что обычно не превышает одного часа. На втором принтере, печатающим жидким пластиком, будут производиться в основном мелкие детали, поэтому, учитывая скорость принтера (15 см3/час) и средний объем детали (10-15 см3), можно за 12-ти часовой рабочий день произвести около 10-15 деталей. В отличие о первого принтера, здесь потребуется больше времени, чтобы пользователь смог задать необходимые параметры печати перед самим процессом печати. Поэтому целесообразней будет нанять 2 программиста-специалиста по 3D моделированию и 4 оператора 3D принтера для посменной работы. В таблице 10 представлен расчет заработной платы производственному персоналу. Таблица 10 – Расчет заработной платы производственного персонала
Специалисты по 3D моделированию должны обладать навыками преобразования дизайна продукта в цифровые чертежи, необходимые для 3D-принтеров. Такие специалисты необходимы не только при конструировании моделей для массовой 3D-печати, их услуги будут наиболее востребованы для товаров, изготавливаемых на заказ. При производстве товаров на заказ и индивидуальных макетов, специалисты должны быть способны четко формулировать концепцию объекта и создать его точное цифровое представление. Наше предприятие будет в основном специализироваться на производстве уникальной продукции на заказ, то есть по эскизу клиента, однако не все клиенты могут четко сформулировать и изобразить на бумаге, что они хотят получить в итоге. Поэтому в четком формулировании идеи клиента и помощи в графическом представлении будущего объекта будет состоять главная задача нашего дизайнера. В обязанности технического специалиста главным образом будут входить задачи по налаживанию оборудования и отслеживанию правильности и непрерывности процесса работы 3D принтера.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 398; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.009 с.) |

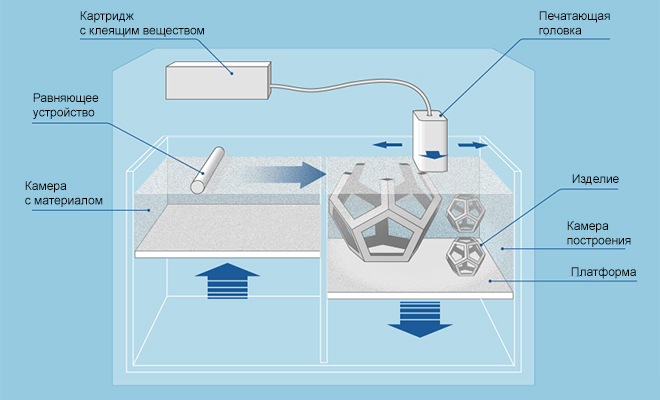 После нанесения клея платформа смещается вниз на толщину слоя (0,1016 мм). После смещения печатающая головка снова начинает свое запрограммированное движение, выращивая модель слой за слоем.
После нанесения клея платформа смещается вниз на толщину слоя (0,1016 мм). После смещения печатающая головка снова начинает свое запрограммированное движение, выращивая модель слой за слоем.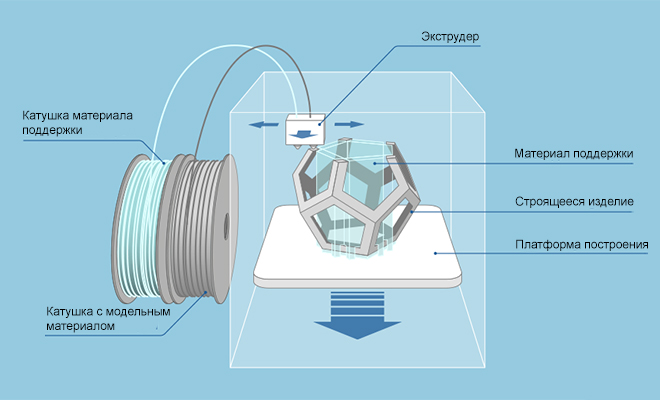 После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.
После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.


