Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основные узлы и детали поршневых компрессоровСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Коленчатые валы
Коленчатый вал предназначен для передачи вращательного движения от привода к шатуну. Он является одной из главных деталей поршневого компрессора. В холодильных компрессорах валы обычно выполнены с двумя шатунными шейками, смещенными друг относительно друга на
Рисунок 9 – Коленчатые валы в сборе
а-компрессора АУ45; б-компрессора П110 1-шестерня промежуточная; 2-валик промежуточной шестерни; 3-гайка; 4-шестерня привода маслонасоса; 5-упорное кольцо; 6-крышка корпуса; 7-корпус подшипника; 8-подшипник качения; 9-заглушка; 10-коленчатый вал; 11-пробка.
На щеках вала имеются литые съемные противовесы, которые служат для уравновешивания сил и моментов инерции. В некоторых малых компрессорах применяются консольные или эксцентриковые валы, двухколенные. Валы выполняют цельноковаными, штампованными или литыми. Для компрессоров с принудительной смазкой коленчатые валы изготавливают со специальными просверленными масляными каналами. При смазке разбрызгиванием на валу (иногда на шатунах) устанавливают захватывающие устройства. Для коленчатых валов применяют высококачественную углеродистую сталь 40, 45 или легированную сталь 40Х с последующей термообработкой. Поверхность шатунных и коренных шеек доводят до твердости 48-62НRС.
Картеры
Картеры и блок-картеры являются основной несущей конструкцией поршневых компрессоров. В них расположены коленчатый вал, шатунно-поршневая группа и система смазки. Основные требования, предъявляемые к картерам-достаточная прочность и жесткость. Картеры и блок-картеры воспринимают силы, возникающие при работе компрессора и передают на фундамент реакцию от крутящего момента, неуравновешенные силы и моменты от сил инерции движущихся масс, а также вес компрессора. Для наблюдения за уровнем масла в картере предусмотрено смотровое окно, а для обеспечения доступа к кривошипно-шатунному механизму и масляному насосу имеются боковые и торцевые съемные крышки. Картеры изготавливают обычно литыми из чугуна СЧ18 или СЧ21, иногда сварными из стального листа. В малых компрессорах транспортных машин для уменьшения массы применяют алюминиевые сплавы.
Цилиндры
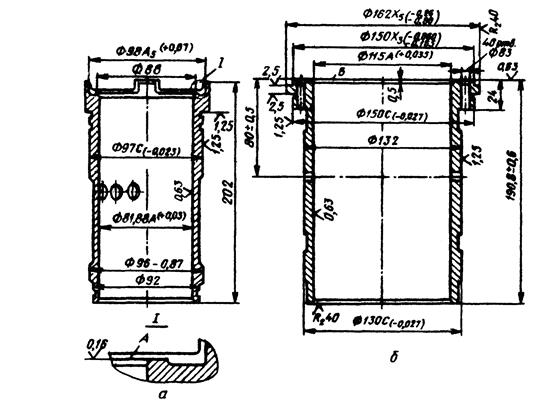
В цилиндрах осуществляются рабочие процессы компрессора: разряжение, всасывание, сжатие и нагнетание пара холодильного агента. В крейцкопфных компрессорах цилиндры выполняются в виде самостоятельных отливок, в которых размещают нагнетательные и всасывающие клапаны. Цилиндры бескрейцкопфных блок-картерных компрессоров имеют сменные гильзы на скользящей посадке. Стенки цилиндров воспринимают силы от давления пара холодильного агента, а также силы со стороны поршней (горизонтальные составляющие веса и инерционные силы). Цилиндры и гильзы цилиндров (рисунок 10) выполняют из чугуна СЧ21 или СЧ24 легированного присадками. Их твердость находится в пределах НВ 170-241.
Рисунок 10 – Гильзы компрессоров
а – прямоточного компрессора АУ-45; б – непрямоточного компрессора П110
Поршни
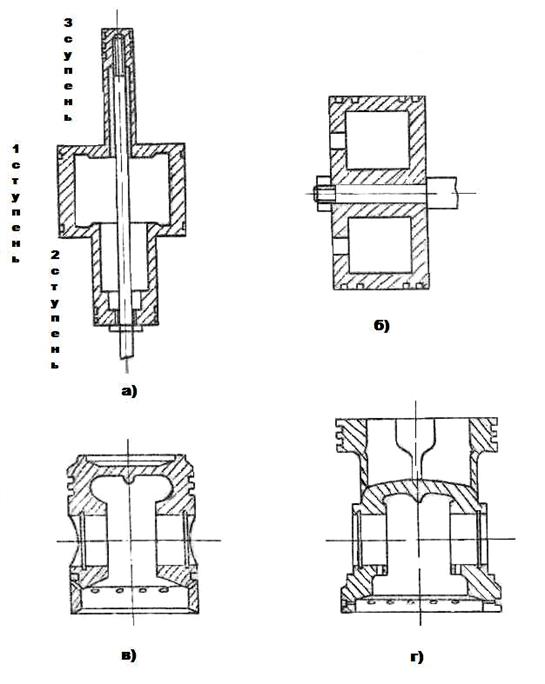
Поршень предназначен для создания разряжения в цилиндре компрессора при увеличении его внутреннего объема и сжатия пара хладагента при уменьшении внутреннего объема. По конструкции различают дифференциальные, дисковые и тронковые поршни. Дифференциальные поршни (рисунок 11а) применяют в компрессорах многоступенчатого сжатия. Поршни изготавливают как цельными, так и составными. Двухступенчатые дифференциальные поршни горизонтальных компрессоров выполняют подвешенными на штоке. Более сложные поршни делают скользящими по поверхности цилиндра. Компрессоры с дифференциальными поршнями применяют в основном для сжатия различных газов и в холодильной технике большого практического значения не получили. Дисковые поршни используются в крейцкопфных холодильных компрессорах (рисунок 11б). Дисковые поршни делают обычно полыми и днища соединяют между собой ребрами. Высота поршня компрессора небольшая и определяется из условия размещения на нем уплотнительных колец.
Рисунок 11 – Поршни компрессоров а – дифференциальный; б – дисковый; в – тронковый непроходной; г – тронковый проходной.
Поршни крейцкопфных компрессоров могут подвешиваться на штоке или опираться на рабочую поверхность цилиндра. В последнем случае дисковый поршень снабжают дополнительной несущей поверхностью, воспринимающей вес поршня. Тронковые поршни применяют в холодильных бескрейцкопфных компрессорах, они соединяются непосредственно с шатуном при помощи поршневого пальца. В непрямоточных бескрейцкопфных компрессорах применяют тронковые непроходные поршни, которые имеют вид перевернутого вверх дном стакана (рисунок 11в). На верхней части поршня имеются канавки для уплотнительных и маслосъемных колец. В отечественных конструкциях принято применять два-три уплотнительных и одно маслосъемное кольцо. Прямоточные бескрейцкопфные компрессоры снабжены тронковыми проходными поршнями. Проходной поршень не имеет дна, вместо которого устанавливается клапанная доска с всасывающими клапанами (рисунок 11г). Форма поршня удлиненная, где предусмотрены окна или каналы для прохода пара холодильного агента из всасывающего трубопровода к всасывающим клапанам. Тронковые поршни выполняют из высококачественных чугунов СЧ21, СЧ24 или алюминиевых сплавов АЛ10В, АЛ30. Для малых поршней (диаметром до 50мм) без уплотнительных колец применяют чугун, алюминиевые сплавы или низкоуглеродистую автоматную сталь.
Поршневые кольца
Поршневые кольца бывают двух типов: уплотнительные и маслосъемные.
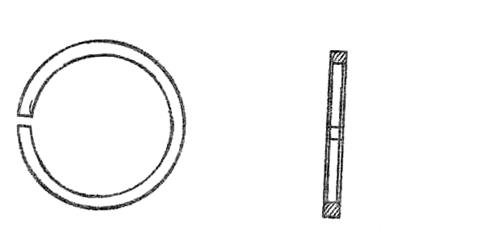
Рисунок 12 – Поршневые уплотнительные кольца. Уплотнительные (компрессионные) кольца (рисунок 12) предназначены для уплотнения зазора между поршнем и цилиндром с целью уменьшения утечек пара из полости сжатия в полость всасывания. Уплотнение обеспечивается упругостью колец или экспандеров, давлением пара в канавку поршня и лабиринтным действием набора колец. Маслосъемные кольца служат для удаления со стенок цилиндра смазочного масла, уменьшая тем самым попадание его в нагнетательную полость и теплообменные аппараты.
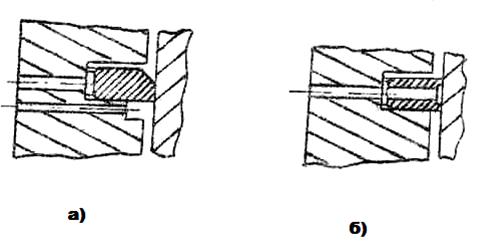
Рисунок 13 – Маслосъемное поршневое кольцо а - коническое; б - с проточенной поршневой канавкой.
Наиболее распространенными являются два типа маслосъемных колец: конические (рисунок 13а) и с проточной кольцевой канавкой (рисунок 13б). Действие конического кольца основано на том, что при переходе поршня вверх масло попадает в клиновидный зазор и остается на стенках цилиндра. При обратном движении поршня вниз, масло снимается кольцом с зеркала цилиндра, собирается в канавку под кольцом и через отверстия в поршне стекает внутрь поршня, а затем в картер. У кольца с проточкой на внешней поверхности сделана кольцевая канавка, в которую входит ряд отверстий, просверленных в стенке поршня. Данное кольцо обеспечивает стекание масла в картер как при ходе поршня вверх, так и при его ходе вниз.
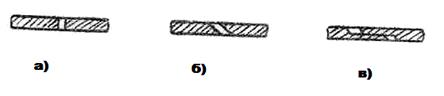
Рисунок 14 – Виды замков поршневых колец а – прямой; б – косой; в – в нахлёстку
Для удобства сборки все поршневые кольца имеют разрез, называемый замком. Различают следующие конструкции замков: прямой, косой и в нахлестку (рисунок 14). В рабочем состоянии замок имеет некоторый зазор для компенсации теплового расширения материала, через который происходит основная перетечка пара. В связи с этим лучшими являются замки внахлестку, но изготовление их значительно дороже. В холодильных компрессорах в основном используются кольца с прямым и косым замком. Поршневые кольца выполняют из чугуна СЧ24 или композиционных соединений ТНК2-Г5 (на основе капрона), Ф40С8Г4, Ф4К-20, флубона 4 (на основе фторопласта). В последнем случае для упругости колец применяют специальные радиальные или тангенциальные экспандеры, которые размещены в канавке поршня и прижимают кольца к цилиндру. Неметаллические материалы имеют сравнительно низкий коэффициент трения и существенно снижают износ зеркала цилиндра. Шатуны
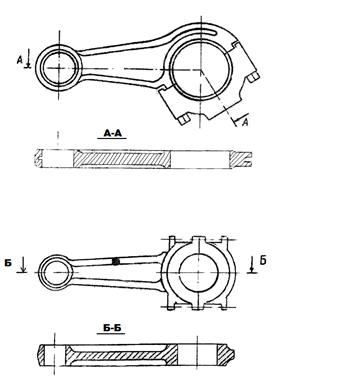
Шатун (рисунок 15) служит для преобразования вращательного движения коленчатого вала в поступательное движение поршня. Он соединяет шатунную шейку вала с поршнем или крейцкопфом. Шатун состоит из трех частей: верхней (поршневой) головки, стержня и нижней (шатунной) головки. Верхняя головка шатуна выполняется неразъемной с запрессованной бронзовой или латунной втулкой. Нижняя головка при коленчатом вале – разъемная, скрепленная шатунными болтами. Для снижения коэффициента трения и предотвращения износа шатуна в нижней головке применяются съемные вкладыши из сплавов на базе олова (баббиты), из алюминиевых сплавов и сплавов из свинцовых бронз. В малых холодильных компрессорах применяются также цельноалюминиевые и бронзовые шатуны, которые не имеют ни втулок ни вкладышей. Таким шатунам соответствует прямой вал с эксцентриком. Форма разъема (с прямым или косым разъемом) предусматривает свободный проход шатунно-поршневой группы через цилиндр при сборке и ремонте компрессора. Шатуны со сменными вкладышами изготавливают из конструкционной углеродистой стали 40 или 45.
Рисунок 15 – Шатуны поршневого компрессора а-с косым разъемом; б-с прямым разъемом; Клапаны
Всасывающий и нагнетательный клапаны осуществляют газораспределение пара холодильного агента при работе компрессора. Всасывающий клапан предназначен для пропуска пара хладона из полости всасывания в полость цилиндра при движении поршня сверху вниз. Он открывается при достижении давления в цилиндре несколько ниже (до 0,3 Нагнетательный клапан служит для выпуска пара холодильного агента из полости цилиндра в нагнетательную полость при движении поршня снизу вверх. Он открывается при достижении давления в цилиндре выше (до 0,7 В компрессоре клапаны могут располагаться различным образом: в крышке цилиндра, радиально по бокам цилиндра, по бокам непосредственно у зеркала, в днище поршня и т. д. Основными элементами любого клапана являются пластина, седло, на котором лежит пластина, закрывая сечение для прохода, и направляющая пластина (розетка) для ограничения подъема над седлом. Во многих компрессорах пластины прижимаются к седлу пружиной. В холодильных компрессорах применяются кольцевые, полосовые, пятачковые и лепестковые клапаны. Эти клапаны, как правило, самодействующие, то есть открываются под действием разности давлений с двух сторон, а закрываются под действием упругой пластины или пружины. Кольцевые клапаны применяются в основном в средних и крупных непрямоточных компрессорах. Пластины клапанов имеют кольцевую форму, толщина которой равна
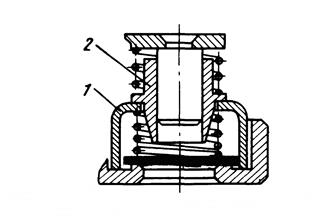
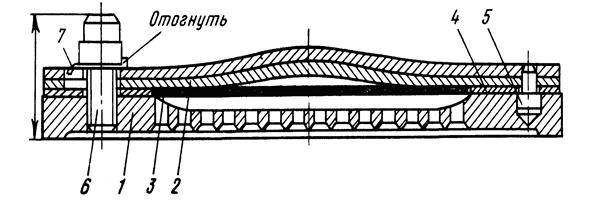
Рисунок 16 – Нагнетательный клапан с пятачковой пружиной 1 - розетка; 2 - направляющая втулка. Пятачковые клапаны применяются чаще всего в компрессорах малой и средней производительности (рисунок 16). Пластины пятачковых клапанов имеют круглую форму (форму пятака) и прижимаются к седлу при помощи рабочей пружины. Клапаны такого типа имеют лучшую статическую полость, что играет положительную роль в автоматизированных компрессорах. Полосовые клапаны используются преимущественно в прямоточных компрессорах. В них всасывающие полосовые клапаны расположены в верхней части поршня (рисунок 17). Пластина клапана, свободно лежащая на седле, при подъеме прижимается к ограничителю, форма которого соответствует линии прогиба, равномерно нагруженной балки на двух опорах. Эти клапаны имеют малый относительный мертвый объем.
Рисунок 17 – Полосовой нагнетательный клапан компрессора АУ200 1 - седло; 2 - розетка; 3 - пластина; 4 - ограничитель; 5 - штифт; 6 - болт; 7 - шайба стопорная.
Лепестковые клапаны представляют собой пластины различной конфигурации. Пластины, как правило, консольного типа, закреплены с одной стороны штифтами. Другой конец пластины свободно поднимается над клапанной доской, пропуская пар. Такие клапаны используются в компрессорах малой производительности. Для предотвращения аварии при попадании жидкости в полость цилиндра служит буферная пружина. Она обеспечивает возможность увеличения подъема клапанной пластины в случае влажного хода компрессора. Седла и розетки клапанов выполняются из термообработанной углеродистой стали 45,40Х, из высококачественного чугуна СЧ21 или стального литья по выполненным моделям. Для клапанов применяются листовые хромистые легированные стали Х18Н9Т, 70С2ХА, 30ХГСА и др. с термической обработкой, с обработкой в расплаве синтетических сплавов или стали электрошлакового переплава.
Крейцкопфы
Крейцкопф служит для соединения штока с шатуном и является частью кривошипно-шатунного механизма крейцкопфного компрессора. Он соединяется со штоком с помощью специального болтового соединения, а с шатуном-с помощью пальца. Крейцкопф воспринимает на себя все боковые нагрузки, действующие на шатуннопоршневую группу. Корпус крейцкопфа отливают из стали 40,45, а башмаки - из серого чугуна СЧ21 с баббитовой заливкой. Палец крейцкопфа изготавливают из углеродистой стали 20 и 45 или 20Х и 40Х. Штоки
Штоки применяются для соединения поршня с крейцкопфом в крейцкопфных компрессорах. В современных конструкциях компрессоров применяются в основном штоки, представляющие собой цилиндрическую деталь с участками различного диаметра. На переднем штоке (со стороны крейцкопфа) выполнена резьба, с помощью которой он закрепляется в крейцкопфе. Для фиксации поршня на штоке предусмотрен упорный цилиндрический бурт и специальная гайка, которая навинчивается на задний конец штока (со стороны поршня). Шток изготавливается из углеродистой стали 20,35 и 40. Сальники
Сальники служат в бескрейцкопфных компрессорах для уплотнения вала, выступающего из картера, а в крейцкопфных - также и для уплотнения штока. Правильная работа сальников обеспечивает герметичность компрессора и надежность его работы. Сальники штоков крейцкопфных компрессоров выполняются многокамерными с разрезными чугунными или алюминиевыми кольцами. На наружной поверхности колец имеются пружины, которые стягивают разъемные части кольца и прижимают их радиально к штоку. Смазку сальника и штока крейцкопфного компрессора производят от насоса-дубликатора через специальный фонарь. Для уплотнения выходного кольца коленчатого вала компрессора применяют сальники с кольцами торцевого трения. Они состоят из двух трущихся колец, одно из которых вращается вместе с валом, а другое неподвижное, плотно соединенное с крышкой сальника. Кольца прижимаются друг к другу или с помощью сильфона или с помощью пружин. Плотность и герметичность между кольцами достигается за счет силы сильфона (сильфонные сальники) или пружины, которая давит на вращающееся кольцо. Односторонние сальники применяются в компрессорах со смазкой разбрызгиванием, двухсторонние с принудительной системой смазки для создания избыточного давления в полости сальника (рисунок 18). В качестве пар трения применяют закаленную легированную сталь 15Х, 20Х и один из следующих материалов: фосфористую бронзу, чугун, композиционный материал на основе графита, пластмассу. В настоящее время наиболее часто используется пара трения сталь – композиционный материал на основе графита АГ-1500Б83, АПГ-Б83, которые имеют наименьший коэффициент трения и могут работать без смазки.
Рисунок 18 – Сальник компрессора П80 1-неподвижное металлографитовое кольцо; 2-вращающееся с валом (подвижное) стальное кольцо; 3,9-штифты; 4-крышка сальника; 5-шарик; 6-нажимное кольцо; 7-резиновое кольцо; 8-прокладка; 10-пружина;11-ведущее кольцо (обойма).
Системы смазки компрессора
Смазка компрессора необходима для снижения коэффициента трения и отвода теплоты от кинематических пар. Смазка уменьшает износ и нагрев движущихся частей компрессора, снижает расход потребляемой энергии, а также создает дополнительную плотность в сальниках, поршневых кольцах и клапанах. Для смазки бескрейцкопфных компрессоров, работающих на фреоне, используются масла ХФ, ХС, ХМ и др. Аммиачные компрессоры смазываются маслом марок ХА. В крейцкопфных компрессорах для смазки открытого кривошипно-шатунного механизма применяется масло “Индустриальное-45” или машинное - марки СУ. В современных холодильных поршневых компрессорах применяют различные системы смазки - разбрызгиванием (барботажная смазка), принудительная и комбинированная. Смазку разбрызгиванием применяют обычно в малых компрессорах. В них часть нижних головок шатунов или противовесов погружена в масляную ванну картера. При вращении коленчатого вала масло разбрызгивается по всему внутреннему объему компрессора, смазывается тем самым все поверхности трения. В компрессорах большой производительности для смазки трущихся поверхностей применяется принудительная смазка с помощью масляного насоса, который приводится в движение от коленчатого вала. Масло насосом подается в полость сальника, а оттуда по специальным отверстиям в коленчатом вале направляется к шатунным шейкам (рисунок 19).
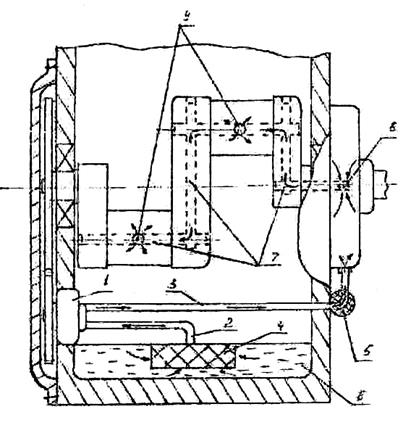
Рисунок 19 – Принудительная система смазки поршневого компрессора.
1-масляный насос; 2-всасывающая масляная трубка; 3-нагнетательная масляная трубка; 4-фильтр грубой очистки масла; 5-фильтр тонкой очистки масла; 6-жидкое смазочное масло; 7-масляные каналы коленчатого вала; 8-входное отверстие коленчатого вала; 9-выходные отверстия в шатунных шейках.
Для смазки втулки верхней головки шатуна и поршневого пальца предусматриваются специальные сверления в стержне шатуна или отдельные трубки, через которые масло поступает от шатунной шейки коленчатого вала. В качестве масляных насосов используются центробежные, шестеренчатые, ротационные или плунжерные насосы, приводимые в действие от коленчатого вала, через зубчатую передачу. Комбинированная система смазки используется в компрессорах средней производительности и в некоторых крупных компрессорах. Здесь кривошипно-шатунный механизм смазывается принудительно от масляного насоса, а шатунно-поршневая группа и стенки цилиндра смазываются за счет масляного тумана. Схема принудительной подачи масла от шестеренчатого насоса к нижним головкам шатунов, через сверления в коленчатом валу показана на рис.19. В крейцкопфных компрессорах смазку кривошипного механизма производят от масляного насоса, а зеркало цилиндров, поверхности трения поршней и сальники штоков - многоплунжерными дубликаторами. Дубликаторы и насосы приводятся в действие индивидуальными электроприводами.
Марка компрессоров
Каждому типоразмеру компрессоров соответствует свое определенное обозначение-марка компрессора. В марку, согласно ГОСТам, входит буква, обозначающая холодильный агент, расположение цилиндров, степень герметичности компрессора, число ступеней сжатия, температурный режим работы, стандартная холодопроизводительность и др. Холодильный агент в марке обозначается начальной буквой его названия: аммиак-А; фреон-Ф и т.д. Направление осей цилиндров показывается буквами В, О, У, УУ, что соответствует обозначению: В - вертикальный, О - оппозитный, У - Vобразный, УУ - веерообразный. Буквы Г и БС показывают, что компрессор герметичный (Г) или бессальниковый (БС), сальниковый компрессор буквой не обозначают. Режим работы герметичных компрессоров показывается: буквой В-высокотемпературный, С-среднетемпературный и Н-низкотемпературный. После буквенных обозначений в конце марки пишется число, показывающее холодопроизводительность компрессора при стандартном температурном режиме. За цифрами могут быть буквы РЭ, означающие, что компрессор с электромагнитным регулированием производительности.нце марки пишется чисый, С-среднетемпературный и Н-низкотемпературный.
|
||||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 7491; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.176.191 (0.012 с.) |

 (рисунок 9)
(рисунок 9)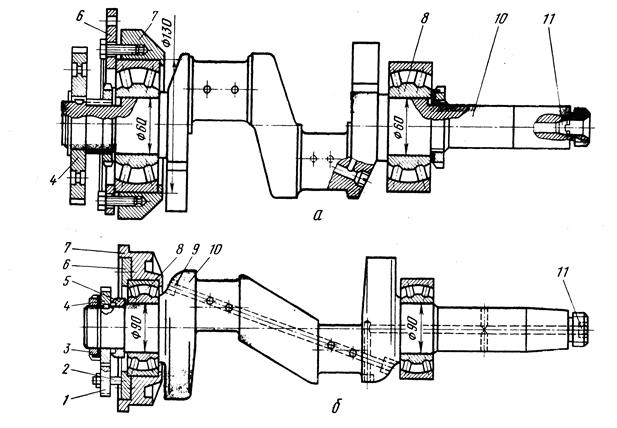
 ) давления всасывания. Когда давление в цилиндре выше давления всасывания – клапан закрыт.
) давления всасывания. Когда давление в цилиндре выше давления всасывания – клапан закрыт. мм. Для обеспечения своевременного закрывания клапана по периметру пластины размещены цилиндрические стальные пружины.
мм. Для обеспечения своевременного закрывания клапана по периметру пластины размещены цилиндрические стальные пружины.