Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Систематика элементов и сталейСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте СИСТЕМАТИКА ЭЛЕМЕНТОВ И СТАЛЕЙ Основные определения и понятия Специальные стали - это сплавы на основе железа, отличающиеся от обычных сталей особыми свойствами, обусловленными либо их химическим составом, либо особым способом производства, либо способом их обработки. В большинстве случаев специальные стали содержат легирующие элементы. Легирующими элементами называют химические элементы, специально введенные в сталь для получения требуемых строения, структуры, физико-химических и механических свойств. Основными легирующими элементами в сталях являются Мn, Si, Сг, Ni, Мо W, Со, Сu, Тi, V, Zr, Nb, Аl, В. В некоторых сталях легирующими элементами могут быть также Р, S, N, Se, Те, Рb, Се, Lа и др. Перечисленные элементы, а также Н, О, Sn, Sb, Аs, Вi могут быть также примесями в стали. Содержание легирующих элементов в стали может колебаться от тысячных долей процента до десятков процентов. Примесями называют химические элементы, перешедшие в состав стали в процессе ее производства как технологические добавки или как составляющие шихтовых материалов. Содержание примесей в стали обычно ограничивается следующими пределами: Мn£0,8 %, Si£0,4 %, Сг£0,3%, Ni£0,3%, Сu£0,3%, Мо£0,10 %, W£0,2 %, Р£0,025-0,040%, S£0,015-0,050%. Легированные стали - это сплавы на основе железа, в химический состав которых специально введены легирующие элементы, обеспечивающие при определенных способах производства и обработки требуемую структуру и свойства. Некоторые легирующие элементы (V, Nb, Тi, Zr, В) могут оказывать существенное влияние на структуру и свойства стали при содержании их в сотых долях процента (В - в тысячных долях процента). Такие стали иногда называют микролегированными. Из приведенных определений видно, что понятие специальные стали более широкое, чем понятие легированные стали, так как к специальным сталям, кроме легированных, могут относиться и углеродистые стали, если им приданы специальные свойства посредством определенных способов производства и обработки. Так, к специальным сталям относятся следующие углеродистые стали определенного назначения и качества: качественные конструкционные, инструментальные, термически упрочненные, для холодной штамповки и др. Классификация сталей В настоящее время нет единой классификации специальных сталей. Существует много признаков, по которым классифицируют стали, но зачастую и они не могут быть однозначными для большого числа марок сталей. Рассмотрим классификацию сталей по наиболее общим признакам. По химическому составу стали и сплавы черных металлов условно подразделяют на углеродистые (нелегированные) стали, низколегированные стали, легированные стали, высоколегированные стали, сплавы на основе железа. Углеродистые стали не содержат специально введенных легирующих элементов. Их количество в этих сталях должно быть в пределах, регламентированных для примесей соответствующими ГОСТами. В низколегированных сталях суммарное содержание легирующих элементов должно быть не более 2,5 % (кроме углерода), в легированных - от 2,5 до 10 %, в высоколегированных—более 10 % при содержании в них железа не менее 45 %. В зависимости от наличия тех или иных легирующих элементов стали называют марганцовистыми, кремнистыми, хромистыми, никелевыми, а также хромоникелевыми, хромомарганцовистыми, хромокремнистыми, хромованадиевыми, никель-молибденовыми, хромоникельмолибденовыми, хромомолибденованадиевыми, хромо-кремне-марганцово-никелевыми. Но назначению специальные стали подразделяют на конструкционные, инструментальные, стали с особыми физическими свойствами. Конструкционной сталью называется сталь, применяемая для изготовления различных деталей машин, механизмов и конструкций в машиностроении и строительстве и обладающая определенными механическими, физическими и химическими свойствами. Конструкционные стали подразделяют на строительные, машиностроительные и стали и сплавы с особыми свойствами — теплоустойчивые, жаропрочные, жаростойкие, коррозионностойкие. Инструментальной сталью называется сталь, применяемая для обработки материалов резанием или давлением и обладающая высокой твердостью, прочностью, износостойкостью и рядом других свойств. Инструментальные стали подразделяют на стали для режущего инструмента, штамповые стали и стали для измерительного инструмента. Внутри указанной классификации существуют более узкие подразделения сталей как по назначению, так и по свойствам. Классификация сталей по структуре в значительной степени условна. По структуре сталей в равновесном состоянии их делят на доэвтектоидные, эвтектоидные, заэвтектоидные. Легирующие элементы изменяют содержание углерода в эвтектоиде по отношению к его положению в углеродистой стали. Поэтому в зависимости от сочетания легирующих элементов положение эвтектоидной точки может быть при разном содержании углерода. Другим условным структурным признаком, по которому классифицируют стали, является основная структура, полученная при охлаждении на воздухе образцов небольших сечений после высокотемпературного нагрева (~900°С). При этом в зависимости от структуры стали подразделяют на перлитные, бейнитные, мартенситные, ледебуритные, ферритные и аустенитные. Перлитные и бейнитные стали чаще всего бывают углеродистыми и низколегированными, мартенситные — легированными и высоколегированными, а ферритные и аустенитные, как правило, высоколегированные. Однако такая связь между структурой и легированностью стали далеко неоднозначна. Наряду с перечисленными могут быть смешанные структурные классы: феррито-перлитный, феррито-мартенситный, аустенитно-ферритный, аустенитно-мартенситный. Такая классификация применяется при наличии не менее 10 % феррита (как второй структуры). По качеству стали подразделяют на стали обыкновенного качества, качественные, высококачественные, особовысококачественные. Главными качественными признаками стали являются более жесткие требования по химическому составу и, прежде всего по содержанию вредных примесей, таких как фосфора и серы. Ниже приведено предельное содержание фосфора и серы, %(не более), в сталях разной категории качества:
Категория обыкновенного качества может относиться только к углеродистым сталям. Все остальные категории качества могут относиться к любым по степени легирования сталям. Маркировка сталей Ранее была принята буквенно-цифровая система обозначения марок сталей и сплавов. Углеродистые конструкционные качественные стали обозначают двухзначным числом, указывающим среднее содержание углерода в сотых долях процента (например, 05; 08; 10; 15; 20; 25...80; 85). Для сталей, полностью не раскисленных (при С<0,20 %), в обозначение добавляются индексы: кп—кипящая сталь (£0,07% Si) – 15кп, пс—полуспокойная сталь, например, 20пс (0,05- 0,17% Si). Для спокойных сталей индекс не указывается (0,12-0,30% Si). Углеродистые инструментальные стали обозначают буквой «У» и следующей за ней цифрой, указывающей среднее содержание углерода и десятых долях процента (например, У7; УН; УО; У10; У11; У12; У13). В легированных сталях основные легирующие элементы обозначаются буквами: А (в середине марки) - N, К - Co, Т - Ti, Б - Nb, В - W, Г - Mn, Д - Cu, Е - Se, М - Mo, Н - Ni, П - P, Р - B, С - Si, Ф - V, Х - Cr, Ц - Zr, Ю - Al, Ч- РЗМ (La, Pr, Ce и др.). Цифры после буквы в обозначении марки стали показывают примерное количество того или иного элемента, округленное до целого числа. При среднем содержании легирующего элемента до 1,5 % цифру за буквенным индексом не приводят. Содержание углерода указывается в начале марки в сотых (конструкционные стали) или десятых (инструментальные стали) долях процента. Так, конструкционная сталь, содержащая 0,42— 0,50% С; 0,5—0,8% Мn; 0,8—1,0% Сr; 1,3—1,8,% Ni; 0,2—0,3%Мо и 0,10—0,18% V, обозначается маркой 45ХН2МФ. Инструментальная сталь (штамповая) состава: 0,32—0,40% С; 0,80—1,20 % 8; 0,15—0,40 % Мn; 4,5— 5,5 % Сr; 1,20—1,50 % Мо и 0,3—0,5 % V обозначается 4Х5МФС. Если содержание углерода в инструментальных легированных сталях 1 % и более, то цифру в начале марки иногда вообще не ставят (например, X, ХВГ). Буква «А» в конце марки указывает, что сталь относится к категории высококачественной (ЗОХГСА), если та же буква в середине марки — то сталь легирована азотом (16Г2АФ), а в начале марки буква «А» указывает на то, что сталь автоматная повышенной обрабатываемости (А35Г2). Индекс «АС» в начале марки указывает, что сталь автоматная со свинцом (АС35Г2). Особовысококачественная сталь обозначается добавлением через дефис в конце марки буквы «Ш» (ЗОХГС-Ш или ЗОХГСА-Ш). Сталь, не содержащая в конце марки букв «А» или «Ш», относится к категории качественных (ЗОХГС). В марках быстрорежущих сталей вначале приводят букву «Р», за ней следует цифра, указывающая содержание вольфрама. Во всех быстрорежущих сталях содержится около 4 % Сг, поэтому в обозначении марки буквы «X» нет. Ванадий, содержание которого в различных марках колеблется в пределах от 1 до 5 %, указывается в марке, если его среднее содержание 2,0 % и более. Так как содержание углерода в быстрорежущих сталях пропорционально количеству ванадия, то содержание углерода в маркировке стали не указывается. Если в быстрорежущих сталях содержится молибден или кобальт, количество указывается в марке. Например, сталь состава: 0,7—0,8 % С; 3,8—4,4 % Сr; 17,0—18,5 % W; 1,0—1,4 % V обозначается маркой Р18, а сталь: 0,95—1,05%С; 3,8—4,4% Сr; 5,5—6% W; 4,6— 5,2 % Мо; 1,8—2,4 % V и 7,5—8,5 % Со обозначается Р6М5Ф2К8. Высоколегированные стали сложного состава иногда обозначают упрощенно по порядковому номеру разработки и освоения стали на металлургическом заводе. Перед номером стали ставят индексы «ЭИ» (исследовательская), «ЭП» (пробная)- завод «Электросталь». Например, упомянутая быстрорежущая сталь Р6М5Ф2К8 упрощенно обозначается ЭП658, а жаропрочная 37Х12Н8Г8МФБ — ЭИ481. Маркировка марок жаропрочных и жаростойких сплавов на железоникелевой и никелевой основах состоит только из буквенных обозначений элементов, за исключением никеля, после которого указывается цифра, обозначающая его среднее содержание в процентах (ХН77ТЮР, ХН62ВМКЮ и др.). Неметаллические включения К неметаллическим включениям относятся химические соединения, образовавшиеся в стали в процессе ее производства - выплавки и разливки. Неметаллические включения являются важнейшим фактором, характеризующим «металлургическое» качество стали. Они существенно влияют на качество и свойства стальных изделий, их эксплуатационные характеристики в зависимости от природы, количества, формы, размера и характера распределения. Согласно классификации, все неметаллические включения по природе их происхождения можно разделить на два вида: 1. Эндогенные неметаллические включения-соединения, образовавшиеся в стали в результате химических реакций, протекающих в процессе ее выплавки, раскисления и разливки, и вследствие изменения растворимости примесей в процессе кристаллизации слитка. 2. Экзогенные неметаллические включения — частицы различных соединений, попавшие в жидкую, сталь или в слиток извне, т. е. из шихтовых материалов, огнеупорной футеровки сталеплавильных агрегатов и устройств и т. п. Указанные неметаллические включения могут взаимодействовать между собой, образуя комплексные соединения. Количество включений и особенно их размер в различных сталях и отдельных плавках могут сильно колебаться: объемная доля их обычно находится в пределах 0,01— 0,1 %, а размер от 10-5 до 10 мм и более. Однако основная масса неметаллических включений в стали имеет размер более 10-3 мм. Экзогенные включения почти всегда значительно крупнее эндогенных и их размер практически неограничен. Примеси в стали Примеси в стали подразделяют на постоянные (обыкновенные), случайные и скрытые (вредные). Постоянными примесями в стали являются марганец и кремний, которые как примеси имеются практически во всех промышленных сталях. Содержание марганца в конструкционных сталях обычно находится в пределах 0,3—0,8 % (если марганец не является легирующим элементом), в инструментальных сталях его содержание несколько меньше (0,15—0,40 %). Введение марганца как технологической добавки в таких количествах необходимо для перевода серы из сульфида железа в сульфид марганца. Кремний в хорошо раскисленных (спокойных) сталях обычно содержится в пределах 0,17—0,37.%. В неполной мере раскисленных низкоуглеродистых (£0,2% С) сталях его содержится меньше: в полуспокойных 0,05—0,017 %, в кипящих <0,07 %. В нержавеющих и жаропрочных, нелегированных кремнием сталях его может содержаться до 0,8 %. Случайными примесями в стали могут быть практически любые элементы, случайно попавшие в сталь из скрапа, природно-легированной руды или раскислителей. Чаще всего это Сr, Ni, Сu, Мо, W, А1, Т1 и др. в количествах, ограниченных для примесей. Скрытыми примесями в стали являются сера, фосфор, мышьяк и газы водород, азот и кислород. Однако в последнее время азот, серу, фосфор иногда используют в качестве легирующих добавок для обеспечения ряда особых свойств сталей. По марочному химическому составу стали можно определить, какие элементы являются легирующими добавками, а какие - примесями. Если в марочном химическом составе стали устанавливают нижний (не менее) и верхний (не более) пределы содержания в стали данного элемента, то он будет легирующим. Как правило, для примесей устанавливается только верхний предел содержания. Исключение составляют лишь марганец и кремний, количество которых регламентируется нижним и верхним пределом, как для примесей, так и для легирующих добавок. Вредные примеси: сера, фосфор и газы присутствуют практически во всех сталях и в зависимости от типа стали они могут оказывать на свойства различное влияние.
ОБРАЗОВАНИЕ АУСТЕНИТА ПРИ НАГРЕВЕ Процесс аустенитизации при нагреве легированных сталей состоит из полиморфного a® g - превращения, растворения в аустените цементита и специальных карбидов, нитридов и интерметаллидов, рекристаллизации зерен аустенита. Перекристаллизация стали В. Д. Садовским с сотрудниками показано, что образование аустенита при нагреве может проходить по двум конкурирующим механизмам фазовых превращений: кристаллографически неупорядоченному и упорядоченному. При неупорядоченном механизме образования аустенита полиморфное a ® g -превращение сопровождается перекристаллизацией, т. е. изменением величины и ориентации вновь образующихся зерен g-фазы по отношению к исходной a-фазе. При упорядоченном механизме переход не сопровождается перекристаллизацией, которая протекает при более высоких температурах вследствие первичной рекристаллизации фазонаклепанного при сдвиговом превращении аустенита. Главным фактором, определяющим возможность того или иного механизма перекристаллизации, является тип исходной структуры, а точнее ее кристаллографическая упорядоченность. При исходной неупорядоченной (равновесной) структуре (ферритокарбидная смесь — ФКС) имеет место только неупорядоченный механизм перекристаллизации. При исходной упорядоченной (неравновесной) структуре (мартенсит, бейнит, видманштетт) может наблюдаться тот или другой механизм перекристаллизации. В этом случае реализация одного из них будет определяться легированностью стали и скоростью нагрева. Рост зерна аустенита С повышением температуры и увеличением времени выдержки в аустенитной области происходит рост зерна аустенита. Движущей силой собирательной рекристаллизации аустенита является стремление системы понизить поверхностную энергию путем уменьшения протяженности границ зерен. В подавляющем большинстве сталей необходимо получить мелкое зерно аустенита, так как чем меньше размер зерна, тем выше прочность, сопротивление хрупкому разрушению и ряд других свойств сталей. В некоторых сталях (например, в магнитномягких трансформаторных сталях) стремятся получить, наоборот, крупное зерно. Легирование существенно влияет на размер зерна аустенита. Карбидо- и нитридообразующие элементы (Сr, Мо, W, V, Nb, Тi, Zr) тормозят рост зерна аустенита при нагреве, причем тем сильнее, чем более стойкую фазу образует элемент. Алюминий, связанный в нитрид, также сильно тормозит рост зерна. Такое влияние карбидо- или нитридообразующих элементов объясняется наличием нерастворенных в аустените дисперсных карбидов и нитридов, оказывающих барьерное действие на мигрирующую границу зерен. Растворение и коагуляция дисперсных фаз в аустените устраняют или снимают эффект барьерного действия частиц. Максимальный размер зерна аустенита, зависит от размера частиц и их количества. Следовательно, чем больше объемная доля нерастворенных частиц сохраняется в стали при нагреве и меньше их размер, тем более мелкозернистым получается аустенит. Для получения мелкозернистой стали в широком диапазоне температур нагрева наиболее эффективно легирование стали двумя или более карбидо- или нитридообразующими элементами, имеющими различную температуру перехода соответствующих фаз в твердый раствор. Необходимо отметить, что углерод, азот и алюминий,несвязанные в карбиды и нитриды, а находящиеся в твердом растворе — аустените, способствуют росту его зерна. Также увеличивают склонность к росту зерна бор, марганец и кремний. Мнения о природе влияния перечисленных элементов на увеличение склонности к росту зерна противоречивы.
Промежуточное превращение Промежуточное (бейнитное) превращение по своим признакам – кинетики и механизму носит черты как диффузионного, так и бездиффузионного превращения. Специфика промежуточного превращения в том, что оно развивается при температурах, когда скорость диффузии металлических атомов железа и легирующих элементов крайне низкая, а скорость диффузии углерода еще значительна. Промежуточное превращение в легированных сталях состоит из диффузионного перераспределения углерода в аустените, бездиффузионного g®a-перехода и карбидообразования. До сих пор нет ни единого мнения относительно того, какой из процессов промежуточного превращения является ведущим. Кинетика промежуточного превращения характеризуется рядом особенностей. К ним относится наличие инкубационного периода, неполное превращение аустенита в изотермических условиях и сохранение некоторого количества остаточного аустенита. При разделении перлитного и промежуточного превращений в легированных сталях можно установить верхнюю температурную границу промежуточного превращения – температуру Бн (bs). Легирование влияет на кинетику промежуточного превращения, хотя и в меньшей степени, чем на перлитное превращение. Так, в некоторых легированных сталях торможение изотермического превращения происходит во всем интервале промежуточного превращения, а в других – лишь при температурах верхней части этой области. В сталях, легированных 2 % Si и Сr, превращение аустенита останавливается по достижении определенного предела даже при самых низких температурах промежуточного превращения. При легировании сталей никелем или марганцем торможение превращения характерно лишь при высоких температурах промежуточного превращения, при более низких температурах аустенит превращается полностью. Чем выше температура промежуточного превращения, тем выше содержание углерода в остаточном аустените. Содержание углерода в a-фазе, наоборот, растет с понижением температуры промежуточного превращения. Различное влияние температуры промежуточного превращения на содержание углерода в g- и a-фазах обуславливает разный характер карбидообразования при промежуточном превращении. При высоких температурах промежуточного превращения происходит выделение карбидов из g-фазы, а при низких – из пересыщенной a-фазы, причем при высоких температурах из аустенита выделяется карбид цементного типа. Возможность выделения карбидной фазы из обогащенного углеродом аустенита при промежуточном превращении возрастает по мере повышения содержания углерода в стали, а также при легировании в последовательности: кремний, марганец, хром, никель. Микроструктура продуктов промежуточного превращения – бейнит. Различают верхний бейнит, имеющий перистое строение, и нижний бейнит, характеризующийся наличием игольчатого строения. Структура нижнего бейнита подобна структуре низкоотпущенного мартенсита. В низкоуглеродистых легированных сталях при высоких температурах промежуточного превращения возможно образование так называемых зернистых структур. Для промежуточного бейнитного превращения характерно образование микрорельефа на полированной поверхности образца подобно рельефу при образовании мартенсита. Механические свойства существенно зависят от их структуры. Как правило, верхний бейнит имеет неблагоприятное сочетание механических свойств, низкое сопротивление хрупкому разрушению. Нижний бейнит имеет хороший комплекс механических свойств в ряде случаев превышающий свойства тех же сталей, обработанных путем закалки и отпуска на ту же прочность. Разработаны бейнитные стали, в которых промежуточное превращение имеет малый инкубационный период, а условия охлаждения обеспечивают подавление выделения доэвтектоидного феррита. Мартенситное превращение Мартенситное превращение в легированных сталях и сплавах развивается при низких температурах и больших степенях переохлаждения относительно равновесной температуры начала a®g - перехода. При температурах мартенситного превращения полностью подавлены диффузионные перемещения как металлических атомов железа и легирующих элементов, так и металлоидных атомов углерода и азота, поэтому по своему механизму. Мартенситное превращение в сталях и сплавах является бездиффузионным. Мартенситное превращение может протекать в углеродсодержащих легированных сталях, безуглеродистых легированных сталях, а также бинарных сплавах железо—легирующий элемент. В результате мартенситного превращения обычно образуется пересыщенный твердый раствор на, основе a-железа, причем в углеродсодержащих сталях твердый раствор пересыщен в основном углеродом, а в безуглеродистых легированных сталях — легирующими элементами. Содержание углерода и легирующих элементов в мартенсите такое же, как и в исходном аустените. Кинетика мартенситного превращения в большинстве углеродистых, а также легированных конструкционных и инструментальных сталях носит атермический характер. Типичная кривая атермического мартенситного превращения приведена на рис.15. Как правило, атермическое мартенситное превращение происходит в сталях, мартенситная точка Мн которых лежит выше комнатной температуры. Разновидностью атермического мартенситного превращения является взрывное мартенситное превращение, при котором некоторое количество мартенсита образуется мгновенно при температуре Мн. Взрывное мартенситное превращение наблюдается в железоникелевых сплавах и сталях с мартенситной точкой ниже комнатной температуры.
Рис. 15 - Мартенситная кривая при атермическом характере превращения
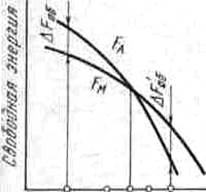
В сталях с атермической кинетикой мартенситного превращения наблюдается явление стабилизации аустенита. Если при закалке стали сделать промежуточную выдержку в мартенситном интервале температур, то общее количество мартенсита будет меньше, а количество остаточного аустенита больше, чем в случае непрерывного охлаждения до точки Мн, при этом с увеличением продолжительности выдержки это различие будет расти. После изотермической выдержки в мартенситном интервале образование мартенсита при последующем охлаждении начинается не при этой температуре, а при более низкой, причем чем меньше температура промежуточной выдержки, тем ниже температура, начиная с которой вновь начинается образование мартенсита. Явление стабилизации аустенита может оказаться и при охлаждении стали с непрерывными, но разными скоростями. Так, в легированных сталях мартенситного класса, закаливаемых на воздухе, количество остаточного аустенита намного больше, чем в этих же сталях после закалки в масле или в воде. При этом вследствие того, что углерод является элементом, наиболее сильно понижающим мартенситные точки, в высокоуглеродистых сталях после замедленного охлаждения (например, при ступенчатой закалке) содержание остаточного аустенита может превышать 20 %. В сплавах на основе Fе—Сr—Ni и Fе—Ni—Мn, имеющих мартенситную точку ниже комнатной температуры, мартенситное превращение может быть полностью подавлено быстрым охлаждением до температуры жидкого азота (—196°С). Мартенситное превращение в таких сплавах идет при нагреве до более высоких температур и носит изотермический характер. Изотермическое мартенситное превращение в этих сплавах может протекать и при ступенчатом охлаждении с изотермическими остановками. Наиболее полно изотермическое мартенситное превращение исследовано в безуглеродистых сплавах железа с 23 % Ni и 3-4 % Мn. В отличие от диффузионного перлитного превращения аустенита мартенситное превращение в изотермических условиях никогда не идет до конца. Влияние различного рода воздействий на аустенит может в значительной степени влиять на кинетику мартенситного превращения. Деформация аустенита при температурах выше Мн может приводить к образованию мартенсита как в упругой, так и в пластической области. Мартенсит, образующийся при деформации в упругой области, называют мартенситом напряжения, а мартенсит, получающийся под действием пластической деформации, мартенситом деформации. В отличие от них мартенсит, образующийся при охлаждении в мартенситном интервале температур, называется мартенситом охлаждения. Верхней температурной границей образования мартенсита при пластической деформации является точка Мд, выше которой мартенсит не образуется при любых степенях деформации. Температура Мд всегда лежит ниже точки То, отвечающей равенству свободных энергий аустенита и мартенсита (рис. 16).
Аустенит, в котором при пластической деформации наблюдается g®a-переход, часто называют метастабильным (по отношению к пластической деформации) аустенитом. При пластической деформации легированных марганцевых, хромомарганцевых и хромоникелевых сталей может наблюдаться мартенситное превращение g®e®a, при котором образуется промежуточный e-мартенсит с гексагональной плотноупакованной решеткой, который затем может переходить в a-мартенсит с ОЦК решеткой. Такое превращение наблюдается в тех случаях, когда сплавы имеют низкую энергию дефектов упаковки с сильным расщеплением дислокации, которые являются зародышами образования e-фазы с гексагональной решеткой Влияние пластической деформации аустенита на последующее мартенситное превращение ниже точки Ми зависит от степени деформации. Небольшая пластическая деформация может инициировать мартенситное превращение, наоборот, большая степень деформации приводит к торможению мартенситного превращения как при непрерывном охлаждении, так и изотермическом. На рис. 17 показано влияние большой пластической деформации (30 %) аустенита на образование мартенсита при охлаждении в стали с 1,1 % С и 2,7 % Мn, а также при изотермических выдержках в сплаве типа Х17Н9. 30%-ная пластическая деформация, хотя и вызвала образование мартенсита порядка 10%, уменьшила общее количество мартенсита, полученное при непрерывном охлаждении, от 70 (без деформации) до 48 % (после деформации). Пластическая деформация на 8 % вызвала увеличение количества мартенсита, полученного в сплаве типа Х17Н9 при изотермических выдержках, тогда как деформация на 17 % уже значительно подавляет изотермическое мартенситное превращение. Сложное влияние пластической деформации аустенита на мартенситное превращение объясняется, с одной стороны, увеличением числа дефектов кристаллического строения и появлением локальных напряжений, способствующих мартенситному превращению, а с другой стороны, изменением структуры аустенита, затрудняющей когерентное образование и рост мартенситной фазы. Мартенситное превращение в значительной степени может быть подавлено при фазовом наклепе, возникающем при gÛa-переходах в случае циклического нагрева и охлаждения. Структура кристаллов мартенсита зависит от температуры мартенситного превращения, т.е. положения точки МН. При низких температурах мартенситного превращения (высокоуглеродистые стали, легированные железоникелевые сплавы с содержанием никеля примерна 30 % и др.) образуется пластинчатый (игольчатый) мартенсит, имеющий форму пластины или линзы. Пластинчатые кристаллы мартенсита имеют двойникованное строение. В средней части такой линзы есть так называемый мидриб, представляющий собой область параллельных двойниковых прослоек. Однако полностью двойникопанное строение пластинчатые кристаллы мартенсита имеют только при очень низких температурах образования (например, сплав 25Н32, Мн = -150°С). В большинстве случаев кристаллы пластинчатого мартенсита двойникованы лишь частично в мидрибе, а в периферийных зонах не содержат двойников. Плотность дислокации в периферийных зонах мартенситного кристалла относительно невелика (109—1010, см-2), она сравнима с плотностью дислокации после пластической деформации на 15—30 %. Первичные кристаллы пластинчатого мартенсита растут в пределах исходного аустенитного зерна и, таким образом, длина их определяется размером аустенитных зерен. Вторичные кристаллы мартенсита растут в аустенитном зерне, разделенном первичными кристаллами на более мелкие участки. В большинстве легированных конструкционных, а также углеродистых сталей при содержании менее 0,6 % С образуется пакетный мартенсит, иногда называемый реечным или массивным. Пакетный мартенсит состоит из тонких параллельных мартенситных пластин, образующих пакет, имеющий приблизительно одинаковые линейные размеры по всем направлениям. Плотность дислокации в пластине пакетного мартенсита весьма высока (1011—1012 см -2). Пакетный мартенсит может быть частично двойникован, однако, в меньшей степени, чем пластинчатый (игольчатый) мартенсит. Двойники в пакетном мартенсите образуются при более низких температурах мартенситного превращения, т.е. вблизи точки Мн. По мнению некоторых ученых, в формировании пластинчатого мартенсита определяющую роль играет дополнительная (аккомодирующая) деформация двойникованием, а пластинчатого - скольжением. При понижении температура сопротивление скольжению растет в большей степени, чем сопротивление двойникованию, поэтому при низких температурах мартенситного превращения формируется двойникованный мартенсит, а при более высоких — пакетный. В легированных сплавах по мере понижения мартенситной точки морфология мартенсита меняется от пластинчатого к пакетному. В сплавах на Fe-Mn-C, Fe-Cr-Mn-C основах и других легированных сталях с низкой энергией дефектов упаковки могут образовываться кроме аустенита, a- и e - мартенсит и протекать различные фазовые и структурные превращения, что открывает широкие возможности для получения разнообразных по структуре, свойствам и назначению сплавов. Пример микроструктуры пластинчатого и пакетного мартенсита, а также e-мартенсита приведен на рис. 18. Исключительно перспективными являются в настоящее время двухфазные (e + g) марганцевые сплавы, содержащие 16-25% Mn. В них наряду с аустенитом присутствует e - мартенсит (решетка ГПУ). При холодной пластической деформации образуется a - мартенсит при одновременном уменьшении количества e - мартенсита (переход e®a). Однако может быть и другая последовательность превращений, а именно, e®g®a. Это обусловлено тем, что e - фаза имеет дефекты упаковки ГЦК, облегчающие ее переход в аустенит при деформации, а из последнего уже образуется a - мартенсит. Еще одной особенностью является то, что e - мартенсит может образовываться в изотермических условиях при температурах ниже Мнg®e. В чистом виде (без предварительного образования e - мартенсита охлаждения) изотермическое образование e - фазы при комнатной и отрицательной температурах наблюдается после многократных g®e - превращениях, в результате которых происходит стабилизация аустенита. Изотермическое g®e - превращение обеспечивает упрочнение сплавов при вылеживании в условиях комнатной температуры и самопроизвольную релаксацию напряжений, что исключает необходимость последующей термообработки для их уменьшения. Сплавы с ГПУ структурой обладают высокой демпфирующей способностью. Большой практический интерес представляют немагнитные стали типа Г20С2 и Г20К2 на основе e - мартенсита. Легирование V, Nb и N позволяет увеличить количество e - мартенсита до 95% (сталь Г20К2АФБ15). Комбинированными обработками двухфазных e + g сплавов, использующих деформационный наклеп аустенита при различных температурах, прямые и обратные мартенситные превращения, протекающие в процессе самой деформации, получен высокий уровень механических свойств: sВ ³ 1200 МПа, s0,2 ³ 1000 МПа, d ³ 10%.
Рис. 18 - Микроструктура мартенсита: а — пластинчатый; б — пакетный; в — e-мартенсит, сталь Г20
ОТПУСК ЗАКАЛЕННОЙ СТАЛИ
Общие закономерности влияния легирующих элементов на процессы, происходящие при отпуске закаленной стали, а, следовательно, и свойства такой стали после закалки и отпуска, имеют большое значение для практики термической обработки различных конструкционных и инструментальных сталей. При отпуске закаленной стали протекают процессы распада мартенсита, образования цементита и специальных карбидов, их коагуляция, распад остаточного аустенита, возврат и рекристаллизация матрицы. Рассмотрим влияние легирующих элементов на отдельные процессы, происходящие при отпуске закаленной стали. Распад мартенсита Распад мартенсита включает формирование сегрегаций атомов углерода и легирующих элементов в твердом растворе у дефектов кристаллического строения, образование предвыделений и выделение углерода и легирующих элементов в карбидную фазу. При этом мартенсит углеродистых сталей, имеющий объемно-центрированную тетрагональную (ОЦТ) решетку, переходит в феррит с ОЦК решеткой. В легированной стали начальные стадии распада мартенсита (150-200°С) практически протекают так же, как и в углеродистой стали. Легирующие элементы слабо влияют на кинетику распада мартенсита до температур отпуска 150-200 °С и существенно изменяют ее при более высоких температурах. Карбидообразующие элементы (Сr,Мо,W, V, Nb) сильно замедляют распад мартенсита — выделение из него углерода. Если в углеродистой стали практически весь углерод выделяется из мартенсита при 250-300°С, то в сталях с карбидообразующими элементами эт
|
|||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-07-11; просмотров: 585; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.62 (0.013 с.) |