
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Организация участков серийного производства.Содержание книги Поиск на нашем сайте
Важнейшими календарно-плановыми нормативами в серийном производстве являются: 1) размер партии деталей (узлов); 2) периодичность (ритм) их запуска в производство; 3) длительность производственного цикла изготовления деталей (сборки узлов); 4) величина задела. Исходными данными для их определения являются: годовой объем выпуска деталей (изделий), указанный в задании и нормы времени на изготовление единицы продукции (детали, узла, изделия) в целом и по отдельным операциям. Вначале определяется месячный объем выпуска деталей (Nм) (изделия) по формуле:
где Nг - годовой объем выпуска деталей (изделий) по заданию, шт.; Fдсг и Fдсм - соответственно годовой и месячный действительный фонд времени работы оборудования, час (см. формулы (3), (4)). Размер партии деталей, запускаемых одновременно в производство, рассчитывается по одной из основных операций, для которой отношение подготовительно-заключительного времени к штучному времени будет наибольшим или по среднему соотношению этих величин для всех операций технологического процесса. Расчет партии деталей ведется по формуле:
где nд - размер партии деталей, шт.; tпз - подготовительно-заключительное время, мин.; tш - штучное время, мин.; ηпз - коэффициент допустимых потерь на переналадку оборудования. Величина этого коэффициента может быть принята в пределах от 0,03 для крупносерийно до 0,01 для мелкосерийного производства. Предварительный размер партии деталей, полученный по формуле, корректируется с учетом следующих условий: 1. количество деталей в партии должно быть не ниже полусменной или сменной выработки рабочего, чтобы обеспечить минимальное количество переналадок оборудования в течение смены; 2. количество деталей в партии должно быть кратным месячному объему выпуска, что упрощает оперативно-производственное планирование. Определив размер партии детали (nд) и зная по заданию объем выпуска деталей в месяц (Nм), устанавливают сначала, сколько раз в течение месяца будет повторяться запуск (Qз) этой партии:
а затем - какова будет периодичность повторения (Rд) (ритм) запуска:
где Fрд - количество рабочих дней в плановом периоде. Далее рассчитывается штучно-калькуляционное время (tк) по каждой операции по формуле:
где tш - штучное время; tпз - подготовительно-заключительное время; nд - количество деталей в партии. Для определения календарных сроков выпуска и запуска партии деталей в производство и построения графика работы участка необходимо определить длительность производственного цикла изготовления партии деталей в зависимости от принятой формы ее движения по операциям технологического процесса. Выбирая ту или иную форму движения партии деталей, нужно ее обосновать. Расчет длительности производственного цикла в зависимости от способа передачи партии деталей с операции на операцию ведется по следующим формулам: а) для последовательного вида движения:
б) для параллельно-последовательного вида движения:
в) для параллельного вида движения:
где Тц (пос), Тц (пп), Тц (пар) - длительность производственного цикла изготовления партии деталей соответственно: при последовательном, параллельно-последовательном и параллельном способах передачи деталей с операции на операцию, раб. дни; h - число смен; Тсм - продолжительность одной смены, мин.; nд - число деталей в партии; nтр - величина транспортной партии; m - количество операций; tki - штучно-калькуляционное время обработки детали на i -й операции, мин.; Sni - количество параллельно работающих рабочих мест на i -й операции; tмо - время межоперационного пролеживания партии деталей, мин. (см. табл. 3); tест - время естественных процессов, мин.;
Ориентировочные значения времени межоперационного пролеживания на одну операцию (в сменах) Таблица 3.
После расчетов длительности производственного цикла изготовления партии деталей необходимо построить (в масштабе) соответствующий график по всем операциям технологического процесса (без учета времени межоперационного пролеживания). Расчет общей величины задела на участке производится по формуле:
где Nд - дневной выпуск деталей (изделий) по заданию, шт.; Тц - длительность производственного цикла изготовления партии деталей (изделий), календарные дни. Точную величину задела и ее изменение с течением времени в зависимости от количества партий, находящихся одновременно в работе, можно определить непосредственно на графике запуска-выпуска партии деталей (изделий) и представить в виде эпюры (см. рис. 6). На основе результатов всех предыдущих расчетов составляется план-график («стандарт-план») запуска и выпуска партии деталей с эпюрами движения циклового задела на участке. Пример расчета и построения такого плана-графика дан ниже. Изготовление детали «вал ротора» характеризуется следующими данными: годовой объем выпуска деталей Nг =28 170 шт. Средние значения подготовительно-заключительного (tпзс) и штучного времени (tшс) по всем технологическим операциям изготовления детали составляет соответственно tпзс =20,8 мин.; tшс =3,4 мин. Коэффициент допустимых потерь на переналадку оборудования в данном случае принимается ηдп =0,03; длительность производственного цикла изготовления детали Тц =5,5 рабочих дня. Расчет производится следующим образом: определяется месячный объем выпуска детали для ноября 1978 г. по формуле (см. формулу (33)):
(обозначения см. формулы (3), (4)), для 1968 г. Fрд =255, Fпп =4; для ноября 1978 г. Fрд =20, Fпп =1.
Полученное Nм округляется до ближайшего большего целого числа Nм =2200 шт. Далее определяется размер партии деталей (nд) (см. формулу (34)):
Полученный размер партии корректируется по изложенным выше правилам. В данном случае целесообразно принять nд =220 шт. Количество запусков партии деталей в течение месяца (Qз) и периодичность повторения запуска (Rп) равны (см. формулы (35), (36)):
Величина задела (Zо) рассчитывается по формуле (41):
где Тц =5,5 рабочих дней (по условию). Например, по рассматриваемой детали средняя величина задела будет равна После расчета и построения графика запуска-выпуска партии деталей следует рассчитать количество рабочих мест и рабочих каждой операции технологического процесса и соответствующие коэффициенты их использования. Количество рабочих мест на участке (Sр) определяется по формуле:
где tk - штучно-калькуляционное время обработки детали на одной операции, мин.; Nг - годовой объем выпуска деталей, шт.; Fдс - действительный годовой фонд времени работы рабочего места, час. Коэффициент использования рабочих мест (станков) определяется отношением их расчетного числа к принятому. Расчетное количество рабочих (списочное) рассчитывается по каждой операции по формуле:
где Wр - расчетное (списочное) количество рабочих; Fдс - действительный годовой фонд времени работы оборудования, час.; Sп - принятое количество рабочих мест; Fдр - действительный годовой фонд рабочего времени одного рабочего, час.
где Fн - односменный номинальный фонд времени рабочего (оборудования); ηпр - коэффициент, учитывающий потери рабочего времени рабочих в связи с отпусками и болезнями; величина этого коэффициента принимается: для участков с нормальными условиями труда ηпр =0,9; для участков с вредными условиями труда ηпр =0,88; ηис - коэффициент использования рабочих мест (станков); ηм - коэффициент многостаночного обслуживания; может быть принят: для механических участков серийного производства ηм =1,3‑1,5; для механических участков мелкосерийного производства ηм =1,1-1,2. (обозначения Fрд, Fпп, Тсм, Тск см. формулу (4)). Принятое (списочное) количество рабочих определяется по каждой операции путем округления расчетного количества до ближайшего большего числа с учетом сложности работы, а затем - суммируются полученные данные по всем операциям. Например, если Wр =0,2, то при двухсменной работе участка следует принимать Wп =2; если Wр =1,2, то Wп =2; если Wр =2,3, то Wп =4 и т.д. по каждой операции. Коэффициент использования рабочих (ηир) определяется, как отношение их расчетного числа к принятому:
Расчеты количества рабочих мест и рабочих следует свести в общую таблицу (см. прилож. 4). После этого необходимо выбрать для участка транспортные средства, подсчитать их потребное количество и коэффициенты использования.
|
|||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 330; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.195.84 (0.006 с.) |

 , (33)
, (33) , (34)
, (34) , (35)
, (35) или
или  , (36)
, (36) , (37)
, (37) , (38)
, (38) , (39)
, (39) , (40)
, (40) - наименьшее соотношение для каждой пары смежных операций технологического процесса;
- наименьшее соотношение для каждой пары смежных операций технологического процесса; - максимальное соотношение всех операций.
- максимальное соотношение всех операций. , (41)
, (41)

 .
.
 . Принимаем, что 1-го числа планируемого месяца (ноября) имеется на складе такое же количество готовых деталей, т.е. 605 шт. Этих деталей будет достаточно для обеспечения сборки в течение 5,5 дней (605/110). Следовательно, к концу этого срока должна быть изготовлена очередная партия деталей для того, чтобы обеспечить потребности сборки в последующие дни. Продолжительность изготовления этой партии деталей будет Тц =5,5 дней, а запуска ее в производство должен быть осуществлен 1-го ноября (см. рис. 6). Деталей этой партии будет достаточно для обеспечения сборки в течение 220/110=2 дней. Следовательно, через два дня должна быть выпущена очередная партия деталей, которую нужно запустить в производство через два дня после первой. Так повторяется 10 раз в течение данного месяца, что соответствует сделанному выше расчету, где Qз =10 раз, а Rп =2 дня. Фактическая величина задела на графике запуска-выпуска показана внизу в виде эпюры, высота которой в выбранном масштабе определяется количеством партий, которые в данный момент времени находятся в процессе изготовления.
. Принимаем, что 1-го числа планируемого месяца (ноября) имеется на складе такое же количество готовых деталей, т.е. 605 шт. Этих деталей будет достаточно для обеспечения сборки в течение 5,5 дней (605/110). Следовательно, к концу этого срока должна быть изготовлена очередная партия деталей для того, чтобы обеспечить потребности сборки в последующие дни. Продолжительность изготовления этой партии деталей будет Тц =5,5 дней, а запуска ее в производство должен быть осуществлен 1-го ноября (см. рис. 6). Деталей этой партии будет достаточно для обеспечения сборки в течение 220/110=2 дней. Следовательно, через два дня должна быть выпущена очередная партия деталей, которую нужно запустить в производство через два дня после первой. Так повторяется 10 раз в течение данного месяца, что соответствует сделанному выше расчету, где Qз =10 раз, а Rп =2 дня. Фактическая величина задела на графике запуска-выпуска показана внизу в виде эпюры, высота которой в выбранном масштабе определяется количеством партий, которые в данный момент времени находятся в процессе изготовления. , (42)
, (42)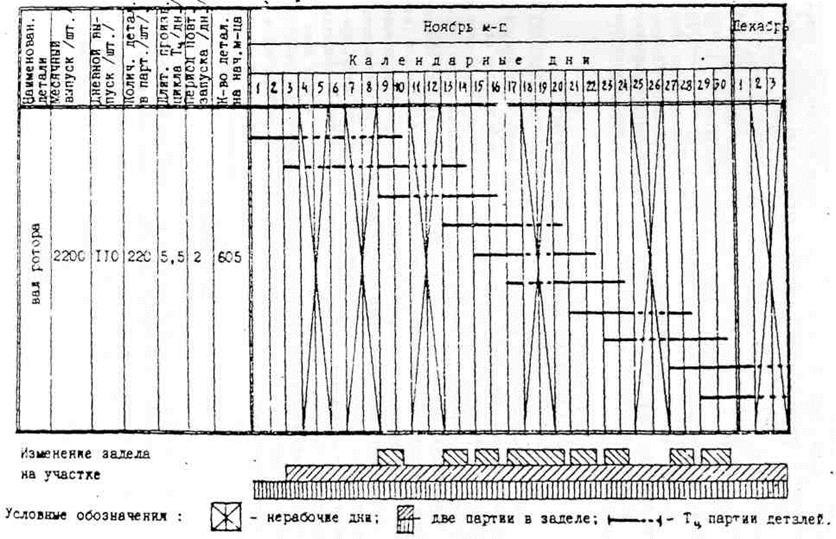
 , (43)
, (43) , (44)
, (44) , (45)
, (45) , (46)
, (46)


