Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Станки и установки для осущ электрофиз и электрохимСодержание книги
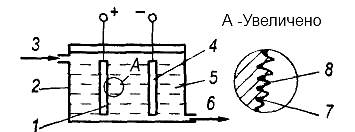
Поиск на нашем сайте Основаны на законах электрохимии. Методы разделяют: анодные и катодные, по техн. возможностям: поверхностн. и размерные. Поверхностн. электрохим. обр-ка. Электрохим. методы обр-ки основаны на анодном растворении заг-ки в электролите под действием постоян. электрич. тока. Ионы ме заг-ки и ионы электролита вступают в электрохим. реакцию, образуя на пов-ти заг-ки - анода – хим. соединения (оксиды, гидроксиды и др.) В виде пленки, кот. затем переходит в раствор или устраняется мех-ки. Производ-ть обр-ки зависит от св-в мат-ла заг-ки и электролита, его темп-ры, плотности электрич. тока и т.д.. Состав электролита и режим обр-ки подбирают так, чтобы разрушение пленки происходило, в первую очередь, на поверх-ных микровыступах.
Схема электрохим. полиров.: 1 заг-ка, 2 ванная; 3 движение жидкости от насоса, 4 электрод, 5 электролит; 6 движ. жидкости к насосу; 7 продукт анодного растворения; 8 микровыступов Электрофиз. Электроэрозион. методы ( электроискров,, электроимпульсн, электроконтактн. ) особенно эффек-ны при обр-ке тв. мат-лов и сложн. фасон. изделий. При об-ке тв. мат-лов механич. способ. знач. приобретает износ инстр-та. Основан. на вырывании частиц мат-ла с пов-ти импульсом электрич. разряда. Если задано напряж. (расст.) между электродами, погруженными в жидк. диэлектрик, при их сближении (ув. напряж.) - пробой диэлектрика – возник. электрич. разряд, в канале кот. образ. плазма с высок. темп-рой, тепло не успевает распространиться в глубь мат-ла и незначит. энергии достаточно, чтобы разогреть, расплавить и испарить небольш. кол-во в-ва. Рис2. 1генератор импульсов; 2.заг-ка; 3.электрод инст-т; 4.капли расплав. ме; 5.эрозион. лунка; 6.плазменный канал разряда; 7.газовый пузырь; 8.РЖ Поколения станков с ЧПУ МРС ЧПУ разнообразн.и наиб. совершен. Гр. машин, в кот. широко исп. средства автоматики и электроники, электрич., механич., гидравлич., пневматич. и др. устройства. Можно объединить в 3 поколения. 1-го поколения вкл. универсальн. станки, переоборудованные под числ. управл. Примерами станков этого поколения могут служить токарный станок мод. 16К20ФЗ, вертикально-фрезерный станок модели 6Р13ФЗ и сверлильный станок модели 2М135РФ2. Особенностью станках ЧПУ первого поколения явл. широкое исп. основных базовых деталей (станин, кареток, колонн) и их компоновок. При преобразований в станки с ЧПУ осущ. переход в приводной части к ШВП повышенной жесткости и точности, вводятся измер. устройства средств обратной связи, управление работой станка осущ. от универсального недорогого пульта ЧПУ. Достоинство их относительн. дешевизну и простоту. Недост. относ. невысок. точность, ограничен. технол. возможности и невысокая производительность. 2-го поколения представляют собой конструкции, спец. разработанные для ЧПУ. Они хар-ся спец. конструкцией основных базовых узлов и их компоновок. Прим. такого стачного оборудования могут служить фрезерный станок модели ФП-7 и токарный станок модели 1Р723РФЗ. Имеют повышенную жесткость всех эл-в. Скорости холостых перемещ. повыш. до 5-10 м/мин, возможно осущ. автомат. смены инстр-та, прим. адаптивн. управления. Высокопроизводитю и высокоточню обрабю деталей по числовой программе. Компоновка обеспеч. обычно самоотвод стружки в автономное транспортное устройство. 3-го поколения. возможность обеспечения комплексной обр-ки, обеспеч. расширенных технол. возможностей и разветвленным транспортом. Конструкции представляют особый интерес, поскольку в них проявляются перспективы дальнейшего развития оборудования с ЧПУ. К третьему поколению можно отнести многооперационные станки. Введено доп. буквенно-цифровое обозначение, кот. ставится в конце цифрового обозначения мод. станка: Ф1 станки с цифр. индикацией и предварит. набором координат; Ф2 станки с позицион. с-ми ЧПУ; Ф3 с контурными; Ф4 с универсал. с-ми ЧПУ для позиционной и контурной обр-ки. Шлифовальные станки предназнач. для обр-ки деталей шлиф-ми кругами. Можно обраб-ть наруж. и внутр., цил., конич. и фасон. пов-ти, а так же их плоскости, разрезать заг-ки, шлиф-ть резьбу, затачивать реж. инс-т. В завис-ти от формы шлиф. пов-ти и вида шлифования шлиф.станки делятся на: круглошлиф. (наруж. шлиф. цил., конич. или торцовых пов-тей тел вращения), внутришлиф., бесцентровошлиф., плоскошлиф., спец.. Главн. движ. у всех шлифов. станков явл. вращ. шлиф.круга. Для круглошлиф. станков движ. подачи- вращение детали(круговая подача). Возврат.-поступат. движ. стола (прод.подача) и попереч. перемещ. шлиф.круга относительно детали. Для внутришлиф. станков движ. подачи - вращение детали (кругов. подача), возвратно-поступ. движ. детали или шлиф. круга и периодическое поперечное перемещ. шлиф. бабки (попереч. подача). Для плоскошлифов. станков с прямоугольным столом кот. работает периферией круга движ. подачи - возвратно-поступат. движ. стола (продол. подача), периодич. попереч. перемещ. шлифов. бабки за один ход стола и периодич. вертикал. перемещ. шлиф. круга на толщину срезаемого слоя. Для плоскошлифов. станков с прямоугольн. столом раб-х торцом круга движ.подачи явл. продольн. перемещ. стола и периодич. вертик. перемещ. круга на толщину срезаемого слоя.
Схемы: а круглошлиф.; б внутришлиф.; в внутришлиф. Планетар.; г бесцентрово-шлиф.; д бесцентрового внутришлиф.; е плоскошлиф., шлифующего периферией круга; ж плоскошлиф., шлифующего торцом круга; 1 шлиф. круг; 2 хомутик; 3 обраб. деталь; 4 патрон; 5 ведущ. круг; 6 опорн. нож.
|
||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 290; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.73 (0.006 с.) |