
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типы связей в твердых телах (ионная, ковалентная, металлическая связь)Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Типы связей в твердых телах (ионная, ковалентная, металлическая связь) Ковалентная связь образуется между атомами одного или нескольких химических элементов с близкими ионизационными потенциалами. В чистом виде ковалентная связь реализуется при взаимодействии элементов с наполовину заполненными электронными оболочками. H2,C, Si, Ge, Sn. Соседние атомы обмениваются электронами. Появление между положительно заряженными ионами пары отрицательно заряженных электронов приводит к тому, что оба иона притягиваются к обобществленным электронам и, тем самым, притягиваются друг к другу. Каждый атом взаимодействует с ограниченным числом соседей, причем число соседей равно числу валентных электронов атома. Следовательно, ковалентная связь насыщенна. Кроме того, атом взаимодействует только с теми соседями, с которыми он обменялся электронами, то есть ковалентная связь имеет направление. Ионная связь образуется при взаимодействии атомов с малым количеством валентных электронов и атомов с большим количеством электронов на валентных оболочках. При этом наружные электроны атомов с низкими потенциалами ионизации переходят на валентные оболочки атомов с высокими ионизационными потенциалами. Ионная связь ненасыщенна, поскольку каждый из отрицательно заряженных ионов притягивает к себе положительно заряженные, а каждый из положительно заряженных ионов притягивает к себе все отрицательно заряженные. Однако ионная связь направлена, поскольку ион притягивает к себе разноименно заряженные ионы и отталкивает одноименно заряженные. Уменьшение размера иона и увеличение его заряда ведет к росту энергии связи, а следовательно, к росту температуру плавления материала, уменьшению коэффициента теплового расширения и к увеличению модуля упругости. Металлическая связь образуется между атомами одного или нескольких химических элементов, у которых валентные электронные оболочки застроены меньше чем на половину. Поскольку энергия иона минимальна при полностью заполненной внешней оболочке, атомы отдают внешние валентные электроны и превращаются в положительно заряженные ионы, между которыми находятся свободные электроны (электронный газ). Металлическая связь не имеет направления и ненасыщенна. Кристаллические решетки металлов упакованы плотно. Кристаллографические обозначения атомов, плоскостей и направлений. Плоскость, проходящая через узлы кристаллической решетки, называется кристаллографической плоскостью. Прямая, проходящая через узлы кристаллической решетки, называется кристаллографическим направлением. Для обозначения кристаллографических плоскостей и направлений пользуются индексами Миллера. Чтобы установить индексы Миллера, элементарную ячейку вписывают в пространственную систему координат (оси X,Y, Z – кристаллографические оси). За единицу измерения принимается период решетки. Рис.1.3. Примеры обозначения
кристаллографических плоскостей (а) и кристаллографических направлений (б) Для определения индексов кристаллографической кристаллографической плоскости необходимо: · установить координаты точек пересечения плоскости с осями координат в единицах периода решетки; · взять обратные значения этих величин; · привести их к наименьшему целому кратному, каждому из полученных чисел. Полученные значения простых целых чисел, не имеющие общего множителя, являются индексами Миллера для плоскости, указываются в круглых скобках. Примеры обозначения кристаллографических плоскостей на рис. 1.3 а. Другими словами, индекс по оси показывает на сколько частей плоскость делит осевую единицу по данной оси. Плоскости,параллельные оси, имеют по ней индекс 0 (110) Ориентация прямой определяется координатами двух точек. Для определения индексов кристаллографического направления необходимо: · одну точку направления совместить с началом координат; · установить координаты любой другой точки, лежащей на прямой, в единицах периода решетки · привести отношение этих координат к отношению трех наименьших целыж чисел. Индексы кристаллографических направлений указываются в квадратных скобкаж [111] В кубической решетке индексы направления, перпендикулярного плоскости (hkl) имеют теже индексы [hkl].
Анизотропия металлов Свойства тела зависят от природы атомов, из которых оно состоит, и от силы взаимодействия между этими атомами. Силы взаимодействия между атомами в значительной степени определяются расстояниями между ними. В аморфных телах с хаотическим располохением атомов в пространстве расстояния между атомами в различных направлениях равны, следовательно, свойства будут одинаковые, то есть аморфные тела изотропны В кристаллических телах атомы правильно располагаются в пространстве, причем по разным направлениям расстояния между атомами неодинаковы, что предопределяет существенные различия в силах взаимодействия между ними и, в конечном результате, разные свойства. Зависимость свойств от направления называется анизотропией Анизотропия – это различие свойств в разных направлениях в кристалле. В монокристалле – анизотропия. Поликристаллические вещества – где много кристаллов. В поликристаллическом теле – изотропия (одинаковые свойства по разным направлениям).
Кристаллизация металлов. Все вещества могут находится в 3-х агрегатных состояниях: жидких, твёрдых, газообразных. В чистых металлах, при определённой t-ах происходит изменение агрегатного состояния. Твёрдое состояние сменяется при t-ах плавления, жидкое состояние сменяется газообразным при t-ах кипения. процесс перехода из жидкого состояния в твёрдое, называется первичной кристаллизацией; металлы кристаллизуются при постоянной t-ре, TS – температура кристаллизации.
По окончании кристаллизации, t металла снова начинает снижаться. Tn – температура переохлаждения. ΔT = TS – Tn – степень переохлаждения. Процесс кристаллизации состоит из 2-х элементарных процессов: 1) зарождение мельчайших частиц – центров кристаллизации; 2) рост зёрен из этих центров. При t-х близких к TS в небольших V-ах жидкого металла могут возникать определённые группировки атомов, в кот. их расположение близко к расположению атомов в твёрдом металле, эти группировки и являются основой для образования центров кристаллизации, способных к дальнейшему росту. Во всём объёме металла при понижении t возникает множество центров кристаллизации, вокруг кот. свободно растут кристаллы. Форма кристалла в этот момент геометрически правильная, друг от друга отличаются размерами и различной ориентировкой в пространстве, но как только растущие кристаллы придут в соприкосновение друг с другом, правильная геометрич. Форма нарушается.
Кристаллы неправильной формы, наз. кристаллитами или зёрнами. Чем меньше зерно, тем оно прочнее. Измельчение зерна можно обеспечить введением специальных веществ (модификаторов), кот. играют роль искусственных центров кристаллизации. Величина зерна имеет важное значение для эксплуатационных и технологических свойств материала. Крупно зернистый материал имеет низкую сопротивляемость ударам. При обтачивании имеет большую шероховатость. Размеры зёрен зависят от природы самого металла и от условий кристаллизации.
Строение слитка Строение слитка после процесса кристаллизации зависит от степени переохлаждения, направления отвода тепла, наличия готовых центров кристаллизации.
Жидкий металл имеет больший объем, чем твердый, поэтому в верхней части слитка, которая застывает последней, образуется пустота – усадочная раковина.
Углеродистые стали Углеродистые стали обыкновенного качества Стали содержат повышенное количество серы и фосфора Маркируются Ст.2кп., БСт.3кп, ВСт.3пс, ВСт.4сп. Ст – индекс данной группы стали. Цифры от 0 до 6 - это условный номер марки стали. С увеличением номера марки возрастает прочность и снижается пластичность стали. По гарантиям при поставке существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав. Индексы кп, пс, сп указывают степень раскисленности стали: кп - кипящая, пс - полуспокойная, сп - спокойная. Нагартованная сталь Широкое применение нашли в хозяйстве проволока, тонкие листы. Эти виды изделий получают в металлургии прокаткой, волочением в холодном состоянии. В результате такой обработки металл упрочняется за счет явления, которое называется наклеп. За счет комнатной температуры упрочнение не снимается. Такой вид обработки называется нагартовкой.
Рекордные значения σв получены для обжатия до 90 % в стали 1,2 % С при ∅ проволоки 0,1 мм. Нагартовка - неизбежный процесс любой пластической деформации. Нагартовка (наклеп) сопровождается увеличением прочности и твердости и существенным снижением пластичности. Поэтому после прокатки или волочения в холодном состоянии листы, швеллеры, трубы нагартовываются. Чаще всего это желательное изменение свойств. Бывает, что нежелательное. Например, чеканку на нагартованном медном листе не сделаешь - порвется. Приходится снимать наклеп термической обработкой (отжигом).
Мартенситное превращение Данное превращение имеет место при высоких скоростях охлаждения, когда диффузионные процессы подавляются. Солровождается полиморфным превращениемFeyвFeα При охлаждении стали со скоростью, большей критической (V > Vк), превращение начинается при температуре начала мартенситного превращения (Мн) и заканчивается при температуре окончания мартенситного превращения (Мк). В результате такого превращения аустенита образуется продукт закалки – мартенсит. Минимальная скорость охлаждения Vк, при которой весь аустенит переохлаждается до температуры т .Мн и превращается, называется критической скоростью закалки.
Так как процесс диффузии не происходит, то весь углерод аустенита остается в решетке Мартенсит – пересыщенный твердый раствор внедрения углерода в При образовании мартенсита кубическая решетка Механизм мартенситного превращения имеет ряд особенностей. 1. Бездиффузионный характер.
2. Ориентированность кристаллов мартенсита. Кристаллы имеют форму пластин, сужающихся к концу, под микроскопом такая структура выглядит как игольчатая. Образуясь мгновенно пластины растут либо до границы зерна аустенита, либо до дефекта. Следующие пластины расположены к первым под углами 60 o или 120 o, их размеры ограничены участками между первыми пластинами (рис. 13.2).
Мартенситное превращение чувствительно к напряжениям, и деформация аустенита может вызвать превращение даже при температурах выше МН. В сталях с МК ниже 20oС присутствует аустенит остаточный, его количество тем больше, чем ниже МН и МК. (при содержании углерода 0,6…1,0 % количество аустенита остаточного – 10 %, при содержании углерода 1,5 % - до 50 %). В микроструктуре наблюдается в виде светлых полей между иглами мартенсита. 5. Превращение необратимое. Получить аустенит из мартенсита невозможно. Свойства мартенсита обусловлены особенностями его образования. Он характеризуется высокой твердостью и низкой пластичностью, что обуславливает хрупкость. Твердость составляет до 65 HRC. Высокая твердость вызвана влиянием внедренных атомов углерода в решетку
Отжиг первого рода. 1. Диффузионный (гомогенизирующий) отжиг. Применяется для устранения ликвации, выравнивания химического состава сплава. В его основе – диффузия. В результате нагрева выравнивается состав, растворяются избыточные карбиды. Применяется, в основном, для легированных сталей. Температура нагрева зависит от температуры плавления, ТН = 0,8 Тпл. Продолжительность выдержки: 2. Рекристаллизационный отжиг проводится для снятия напряжений после холодной пластической деформации. Температура нагрева связана с температурой плавления: ТН = 0,4 Тпл. Продолжительность зависит от габаритов изделия. 3. Отжиг для снятия напряжений после горячей обработки (литья, сварки, обработки резанием, когда требуется высокая точность размеров). Температура нагрева выбирается в зависимости от назначения, находится в широком диапазоне: ТН = 160……700oС. Продолжительность Детали прецизионных станков (ходовые винты, высоконагруженные зубчатые колеса, червяки) отжигают после основной механической обработки при температуре 570…600oС в течение 2…3 часов, а после окончательной механической обработки, для снятия шлифовочных напряжений – при температуре 160…180oС в течение 2…2,5 часов.
Отжиг второго рода Отжиг второго рода предназначен для изменения фазового состава. Температура нагрева и время выдержки обеспечивают нужные структурные превращения. Скорость охлаждения должна быть такой, чтобы успели произойти обратные диффузионные фазовые превращения. Является подготовительной операцией, которой подвергают отливки, поковки, прокат. Отжиг снижает твердость и прочность, улучшает обрабатываемость резанием средне- и высокоуглеродистых сталей. Измельчая зерно, снижая внутренние напряженияи уменьшая структурную неоднородность способствует повышению пластичности и вязкости. В зависимости от температуры нагрева различают отжиг: 1. полный, с температурой нагрева на 30…50 oС выше критической температуры А3
Проводится для доэвтектоидных сталей для исправления структуры. При такой температуре нагрева аустенит получается мелкозернистый, и после охлаждения сталь имеет также мелкозернистую структуру. 2. неполный, с температурой нагрева на 30…50oС выше критической температуры А1
Иногда неполный отжиг применяют для доэвтектоидных сталей, если не требуется исправление структуры (сталь мелкозернистая), а необходимо только понизить твердость для улучшения обрабатываемости резанием. 3. циклический или маятниковый отжиг применяют, если после проведения неполного отжига цементит остается пластинчатым. В этом случае после нагрева выше температуры А1 следует охлаждение до 680 oС, затем снова нагрев до температуры 750…760) o С и охлаждение. В результате получают зернистый цементит. Рис. 13.5. Режимы изотермического отжига 4. изотермический отжиг – после нагрева до требуемой температуры, изделие быстро охлаждают до температуры на 50…100oС ниже критической температуры А1 и выдерживают до полного превращения аустенита в перлит, затем охлаждают на спокойном воздухе (рис. 13.5). Температура изотермической выдержки близка к температуре минимальной устойчивости аустенита. В результате получают более однородную структуру, так как превращение происходит при одинаковой степени переохлаждения. Значительно сокращается длительность процесса. Применяют для легированных сталей. 5. Нормализация. – разновидность отжига. Термическая обработка, при которой изделие нагревают до аустенитного состояния, на 30…50 oС выше А3 или Аст с последующим охлаждением на воздухе.
или
В результате нормализации получают более тонкое строение эвтектоида (тонкий перлит или сорбит), уменьшаются внутренние напряжения, устраняются пороки, полученные в процессе предшествующей обработки. Твердость и прочность несколько выше чем после отжига. В заэвтектоидных сталях нормализация устраняет грубую сетку вторичного цементита. Нормализацию чаще применяют как промежуточную операцию, улучшающую структуру. Иногда проводят как окончательную обработку, например, при изготовлении сортового проката. Для низкоуглеродистых сталей нормализацию применяют вместо отжига. Для среднеуглеродистых сталей нормализацию или нормализацию с высоким отпуском применяют вместо закалки с высоким отпуском. В этом случае механические свойства несколько ниже, но изделие подвергается меньшей деформации, исключаются трещины.
Способы закалки В зависимости от формы изделия, марки стали и нужного комплекса свойств применяют различные способы охлаждения (рис. 14.1) 1. Закалка в одном охладителе (V1). Нагретую до нужной температуры деталь переносят в охладитель и полностью охлаждают. В качестве охлаждающей среды используют: · воду – для крупных изделий из углеродистых сталей; · масло – для небольших деталей простой формы из углеродистых сталей и изделий из легированных сталей. Основной недостаток – значительные закалочные напряжения. 2. Закалка в двух сферах или прерывистая (V2). Нагретое изделие предварительно охлаждают в более резком охладителе (вода) до температуры ~ 3000C и затем переносят в более мягкий охладитель (масло). Прерывистая закалка обеспечивает максимальное приближение к оптимальному режиму охлаждения. Применяется в основном для закалки инструментов. Недостаток: сложность определения момента переноса изделия из одной среды в другую. 3. Ступенчатая закалка (V3). Нагретое до требуемой температуры изделие помещают в охлаждающую среду, температура которой на 30 – 50 o С выше точки МН и выдерживают в течении времени, необходимого для выравнивания температуры по всему сечению. Время изотермической выдержки не превышает периода устойчивости аустенита при заданной температуре. В качестве охлаждающей среды используют расплавленные соли или металлы. После изотермической выдержки деталь охлаждают с невысокой скоростью. Способ используется для мелких и средних изделий. 4. Изотермическая закалка (V4). Отличается от ступенчатой закалки продолжительностью выдержки при температуре выше МН, в области промежуточного превращения. Изотермическая выдержка обеспечивает полное превращение переохлажденного аустенита в бейнит.При промежуточном превращении легированных сталей кроме бейнита в структуре сохраняется аустенит остаточный. Образовавшаяся структура характеризуется сочетанием высокой прочности, пластичности и вязкости. Вместе с этим снижается деформация из-за закалочных напряжений, уменьшаются и фазовые напряжения. В качестве охлаждающей среды используют расплавленные соли и щелочи. Применяются для легированных сталей. 5. Закалка с самоотпуском. Нагретые изделия помещают в охлаждающую среду и выдерживают до неполного охлаждения. После извлечения изделия, его поверхностные слои повторно нагреваются за счет внутренней теплоты до требуемой температуры, то есть осуществляется самоотпуск. Применяется для изделий, которые должны сочетать высокую твердость на поверхности и высокую вязкость в сердцевине (инструменты ударного действия: мототки, зубила).
Отпуск стали Отпуск – термообработка, направленная на уменьшение внутренних напряжений в сплавах после закалки с полиморфным превращением. Образование вторичных фаз после закалки с полиморфным превращением всегда сопровождается резким увеличением внутренних. Соответственно максимально увеличиваются прочность и твердость, до минимума падает пластичность. Чтобы получить необходимое соотношение прочности и пластичности, такой сплав после закалки подвергают дополнительной термообработке: отпуску. Нагрев вызывает уменьшение концентрации легирующих элементов в твердом растворе и выделение вторичных фаз. После закалки без полиморфного превращения сплав имеет структуру пересыщенного твердого раствора. Такое состояние сплава – нестабильное и с течением времени начинает меняться. Пересыщенный твердый раствор распадается с выделением из него мелких включений вторичной фазы. Этот процесс проходит в несколько стадий: На первой стадии в кристаллической решетке твердого раствора появляются зоны, обогащенные атомами второго компонента. С течением времени эти зоны увеличиваются. На второй стадии концентрация атомов второго компонента достигает величины, соответств-й по концентрации выделения вторичной фазы. Наступает третья стадия, т.е. формирование в этих зонах промежуточной кристаллической решетки, которая отличается то решетки твердого раствора и от решетки вторичной фазы. На четвертой стадии увеличение концентрации второго компонента приводит к образованию окончательной кристаллической решетки вторичной фазы и образованию границы раздела между твердым раствором и вторичной фазой. Так как процесс распада твердого раствора основан, прежде всего, на диффузионных процессах, то он в значительной степени зависти от температуры. Чем выше температура, тем быстрее идет процесс распада. Если температура нормальная, то процесс распада называется естественным старением, а если температура повышенная, то - искусственным старением. В результате, после старения структура сплава представляет собой зерна твердого раствора равновесного химического состава, с равномерно распределенным по объему, огромным количеством мелких выделений вторичной фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются. Состояние закаленных деталей отличаются очень сильной неравновесностью структуры. Это обусловлено повышенной концентрацией углерода в твердом растворе, высокой плотностью дефектов кристаллического строения, а также внутренними напряжениями, строениями и термическими. Из-за этого закаленная сталь хотя и обладают высокой прочностью и твердостью, одновременно с этим имеет практически нулевой запас вязкости. Ударные нагрузки могут вызвать быстрое разрушение деталей. Кроме того, переход неравновесной структуры закаленной стали в более стабильную может происходить с течением времени самопроизвольно под воздействием окружающей температуры или внешних нагрузок. Этот переход сопротивляется изменением объёма и поэтому такая ситуация недопустима для высокоточных деталей или для измерительного инструмента. Поэтому всегда закаливание детали подвергается дополнительной термообработке – отпуску. Различают 3 вида отпуска по температуре: низкий, средний и высокий. Низкий отпуск 150-220 градусов Средний отпуск 350-450 градусов Высокий отпуск 550-650 градусов Низкий отпуск применяется для деталей, которые должны иметь высокую твердость и прочность. При низком отпуске мартенсит закалки превращается в мартенсит отпуска. Мартенсит отпуска отличается от мартенсита закалки отсутствием внутренних напряжений за счет выделения из него избытка углеводорода в виде мельчайших карбидов. Твердость мартенсита отпуска такая же или немного больше, чем у мартенсита закалки (58 – 62 HRC). Средний отпуск проводится для деталей, в которых требуется максимальный предел упругости. При температурахсреднего отпуска происходит распад остаточного аустенита в мартенсит, и затем переход мартенсита в троостит. Троостит представляет собой игольчатую структуру феррита, вдоль игл которого расположены выделившиеся из твердого раствора мелкие карбиды. Такая структура обладает малым запасом вязкости, но зато высоким пределом упругости. Поэтому такой вид отпуска применяют для изготовления упругих деталей машин. Твердость 40 – 45НRС и очень маленькая ударная вязкость. Высокий отпуск применяется для деталей, в которых необходимо сочетание высокой ударной вязкости и достаточной прочности – это детали машин, работающие с ударными и знакопеременными нагрузками. При этом образуется сорбит. Сорбит представляет собой зёрна феррита с огромным количеством точечных и округлых выделений карбидов, равномерно распределенных по объему стали. Твердость 20 –25 НRС. Сочетание полной закалки и высокого отпуска называетсятермическим улучшением стали.Такой термообработке обычно подвергают стали содержащие 0,3 = 0,6 %С. Поэтому такие стали часто называют улучшаемыми. Выбор того или иного вида отпуска зависит от назначения детали. Если деталь должна обладать максимальной твердостью и износостойкостью, то соответственно твердость поверхности должна быть максимальной и для такой детали всегда применяют закалку с низким отпуском. Если же на первое место по техническим условиям выходит максимальная вязкость, то применяют закалку с высоким отпуском. Средний отпуск в большинстве случаев используют при изготовлении пружины. В некоторых случаях при быстром охлаждении деталей после горячей деформации возникает эффект увеличения твердости за счет получения неравновесных структур типа троостит или бейнит. Такая сталь с трудом поддается обработке резанием, поэтому для снижения твердости её подвергают высокому отпуску при температуре600-700º С с медленным охлаждением. Чаще всего это высокоуглеродистая сталь или сталь, содержащая легирующие элементы.
Поверхностная закалка стали Этот способ применяется для изделий, у которых должна быть поверхность и вязкая сердцевина (шестерни, валы). При поверхностной закалке нагрев проводится не всей детали, а только её поверхности. После нагрева сразу проводится охлаждение. Поэтому структурные измерения затрагивают только поверхность. В зависимости от способов нагрева различают несколько видов поверхностей закалки: 1. Закалка погружением – разогрев поверхности ведется за счет кратковременного погружения детали в горячую среду. После нагрева детали охлаждают в воде или масле. Толщина закаленного слоя определяются временем выдержки в горячей среде. Недостаток – невозможность получения тонкого закаленного слоя. 2. Газопламенная закалка. Разогрев поверхности детали проводится за счет нагрева пламенем газовой горелки. Достоинство способа в его универсальности, недостаток – высокая температура пламени вызывает перегрев поверхности и как следствие - крупное зерно, выгорание углерода, легирующих элементов, резкий температурой градиент, возможно отслаивание закаленного слоя. 3. Закалка ТВЧ – токами высокой частоты (индукционная закалка). Разогрев детали производится за счет наведения в ней токов высокой частоты. Деталь помещается внутрь индуктора, подключенного к истокам токов высокой частоты. Достоинство способа – высокая производительность недостаток – потребность в сложном оборудовании, для каждой детали необходим свой индуктор, наличие вредных электромагнитных полей. 4. Закалка с нагревом поверхности лазером. При этом способе закалки разогрев поверхности осуществляется за счет воздействия на неё высокоэнергетического пучка излучения. Интенсивность энергии настолько велика, что поверхность в течении нескольких долей секунд может быть нагрета до расплавления. Охлаждение поверхности после нагрева происходит за счет теплоотвода вглубь детали. Дополнительное охлаждение водой не требуется. Перемещая луч лазера по поверхности можно закаливать как отдельные участки детали, так и всю её поверхность. Этим способом можно закаливать внутренние поверхности детали, не закаливая её наружную поверхность. Глубина закаленного слоя регулируется временем, освещая её лазером. При таком способе закалки она может меняться от нескольких микрон до десятков и сотен микрон.
Цианирование Цианирование – химико-термическая обработка, при которой поверхностьнасыщается одновременно углеродом и азотом. Осуществляется в ваннах с расплавленными цианистыми солями, например NaCN с добавками солей NаCl, BaCl и др. При окислении цианистого натрия образуется атомарный азот и окись углерода: 2NaCNO+O2→Na2CO3+CO+Nат Глубина слоя и концентрация в нем углерода и азота зависят от температуры процесса и его продолжительности. Цианированный слой обладает высокой твердостью 58…62 HRC и хорошо сопротивляется износу. Повышаются усталостная прочность и коррозионная стойкость. Продолжительности процесса 0,5…2 часа. Высокотемпературное цианирование – проводится при температуре 800…950oС, сопровождается преимущественным насыщением стали углеродом до 0,6…1,2 %, (жидкостная цементация). Содержание азота в цианированном слое 0,2…0,6 %, толщина слоя 0,15…2 мм. После цианирования изделия подвергаются закалке и низкому отпуску. Окончательная структура цианированного слоя состоит из тонкого слоя карбонитридов Fe2(C, N), а затем азотистый мартенсит. По сравнению с цементацией высокотемпературное цианирование происходит с большей скоростью, приводит к меньшей деформации деталей, обеспечивает большую твердость и сопротивление износу. Низкотемпературное цианирование – проводится при температуре 540…600oС, сопровождается преимущественным насыщением стали азотом Проводится для инструментов из быстрорежущих, высокохромистых сталей, Является окончательной обработкой. Основным недостатком цианирования является ядовитость цианистых солей.
Диффузионная металлизация Диффузионная металлизвция – химико-термическая обработка, при которой поверхность стальных изделий насыщается различными элементами: алюминием, хромом, кремнием, бором и др. При насыщении хромом процесс называют хромированием, алюминием – алитированием, кремнием – силицированием, бором – борированием. Диффузионную металлизацию можно проводить в твердых, жидких и газообразных средах. При твердой диффузионной метализации металлизатором является ферросплав с добавлением хлористого аммония (NH4Cl). В результате реакции металлизатора с HCl или CL2 образуется соединение хлора с металлом (AlCl3, CrCl2, SiCl4), которые при контакте с поверхностью диссоциируют с образованием свободных атомов. Жидкая диффузионная метализация проводится погружением детали в расплавленный металл (например, алюминий). Газовая диффузионная метализация проводится вгазовых средах, являющихся хлоридами различных металлов. Диффузия металлов протекает очень медленно, так как образуются растворы замещения, поэтому при одинаковых температурах диффузионные слои в десятки и сотни раз тоньше, чем при цементации. Диффузионная металлизация – процесс дорогостоящий, осуществляется при высоких температурах (1000…1200oС) в течение д
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 2607; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.156 (0.019 с.) |


 При достижении TS на графике появляется горизонтальная площадка, отвод тепла на какое-то время компенсируется выделяющейся при кристаллизации теплотой. Эта теплота наз. скрытой теплотой.
При достижении TS на графике появляется горизонтальная площадка, отвод тепла на какое-то время компенсируется выделяющейся при кристаллизации теплотой. Эта теплота наз. скрытой теплотой.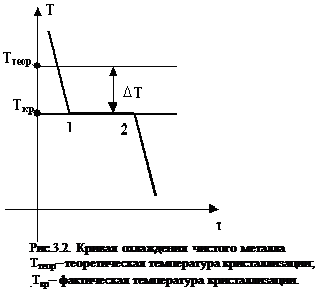 В точках соприкосновения рост границ кристалла прекращается, а продолжается лишь в свободном направлении. В результате получается множество кристаллов неправильной формы, различно ориентированных в пространстве.
В точках соприкосновения рост границ кристалла прекращается, а продолжается лишь в свободном направлении. В результате получается множество кристаллов неправильной формы, различно ориентированных в пространстве.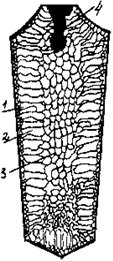 Небольшая степень переохлаждения (ΔТ) (нормальное охлаждение)
1 – зона мелких равноосных кристаллов (корковая зона);
2 – зона столбчатых
кристаллов;
3 – зона равноосных
кристаллов;
4 – усадочная раковина.
Небольшая степень переохлаждения (ΔТ) (нормальное охлаждение)
1 – зона мелких равноосных кристаллов (корковая зона);
2 – зона столбчатых
кристаллов;
3 – зона равноосных
кристаллов;
4 – усадочная раковина.
 Сильный перегрев ибыстрое охлаждение(большая ΔТ)
2 – зона столбчатых
кристаллов;
4 – усадочная ракови-
на. Явление транскри-
сталлизации.
Сильный перегрев ибыстрое охлаждение(большая ΔТ)
2 – зона столбчатых
кристаллов;
4 – усадочная ракови-
на. Явление транскри-
сталлизации.
 Очень медленное охлаждение (малая ΔТ)
3 – зона равноосных
кристаллов;
4 – усадочная ракови-
на.
Очень медленное охлаждение (малая ΔТ)
3 – зона равноосных
кристаллов;
4 – усадочная ракови-
на.
 Нагартовка стали сильно зависит от степени наклепа и от содержания углерода (рис. 7).
Нагартовка стали сильно зависит от степени наклепа и от содержания углерода (рис. 7).
 и располагается либо в ценрах тетраэдров, либо в середине длинных ребер (рис. 13.1).
и располагается либо в ценрах тетраэдров, либо в середине длинных ребер (рис. 13.1).
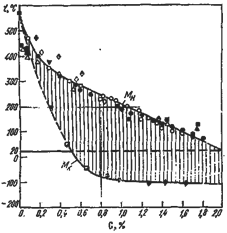 Рис. 13.2. Ориентированность
кристаллов мартенсита
Рис. 13.2. Ориентированность
кристаллов мартенсита
 -фазы, что вызывает ее искажение и возникновение напряжений. С повышением содержания углерода в стали возрастает склонность к хрупкому разрушению.
-фазы, что вызывает ее искажение и возникновение напряжений. С повышением содержания углерода в стали возрастает склонность к хрупкому разрушению. часов.
часов.

 Применяется для заэвтектоидных сталей. При таком нагреве в структуре сохраняется цементит вторичный, в результате отжига цементит приобретает сферическую форму (сфероидизация). Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой дробится цементитная сетка.Структура с зернистым цементитом лучше обрабатываются и имеют лучшую структуру после закалки. Неполный отжиг является обязательным для инструментальных сталей.
Применяется для заэвтектоидных сталей. При таком нагреве в структуре сохраняется цементит вторичный, в результате отжига цементит приобретает сферическую форму (сфероидизация). Получению зернистого цементита способствует предшествующая отжигу горячая пластическая деформация, при которой дробится цементитная сетка.Структура с зернистым цементитом лучше обрабатываются и имеют лучшую структуру после закалки. Неполный отжиг является обязательным для инструментальных сталей.



