Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
От автоматизированных систем управления предприятием к корпоративным информационным системам. Типовая структура АСУП конца 70-г.г.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
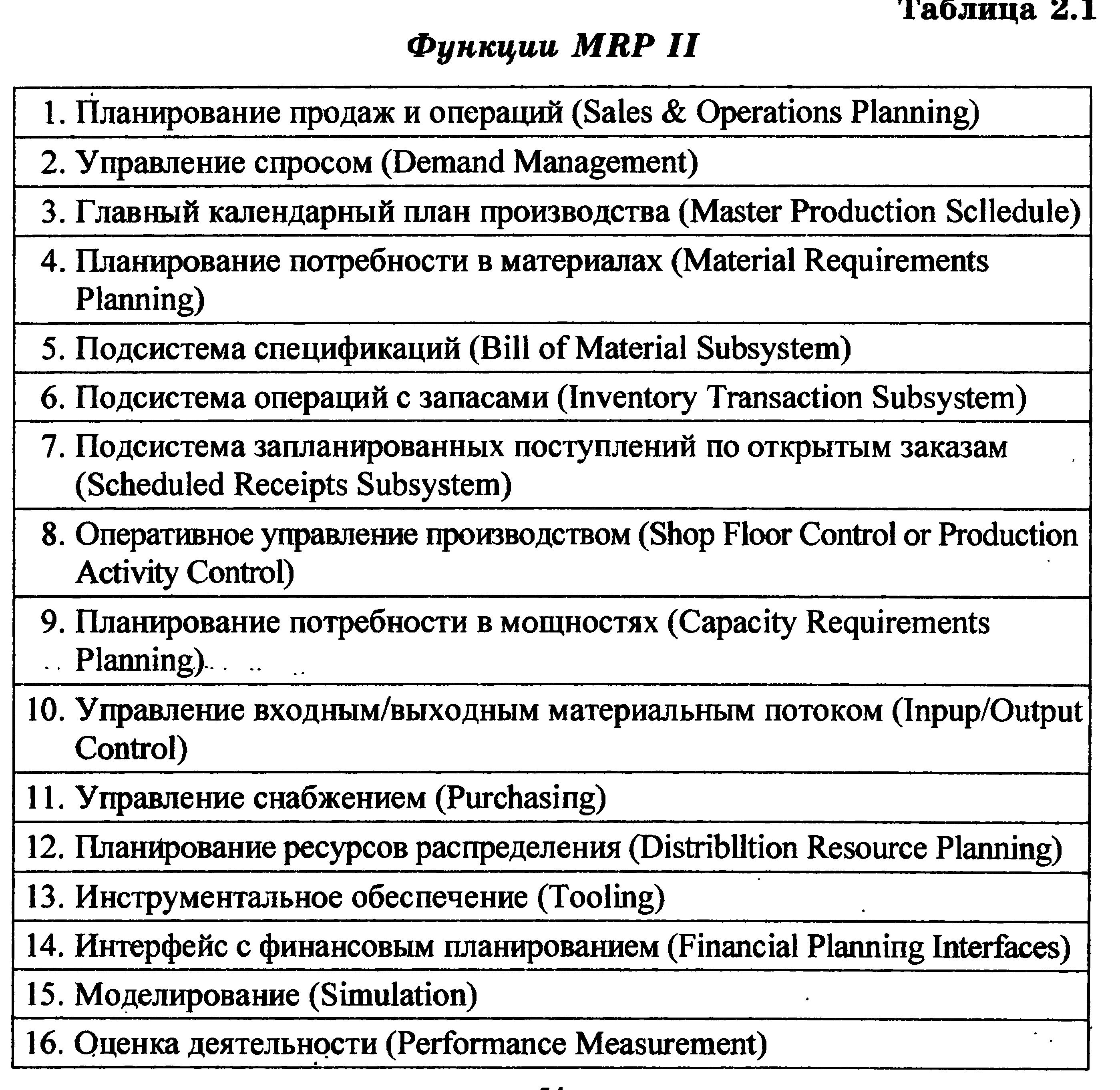
7.Управление и планирование в системах класса ERP. Функции MRP II.
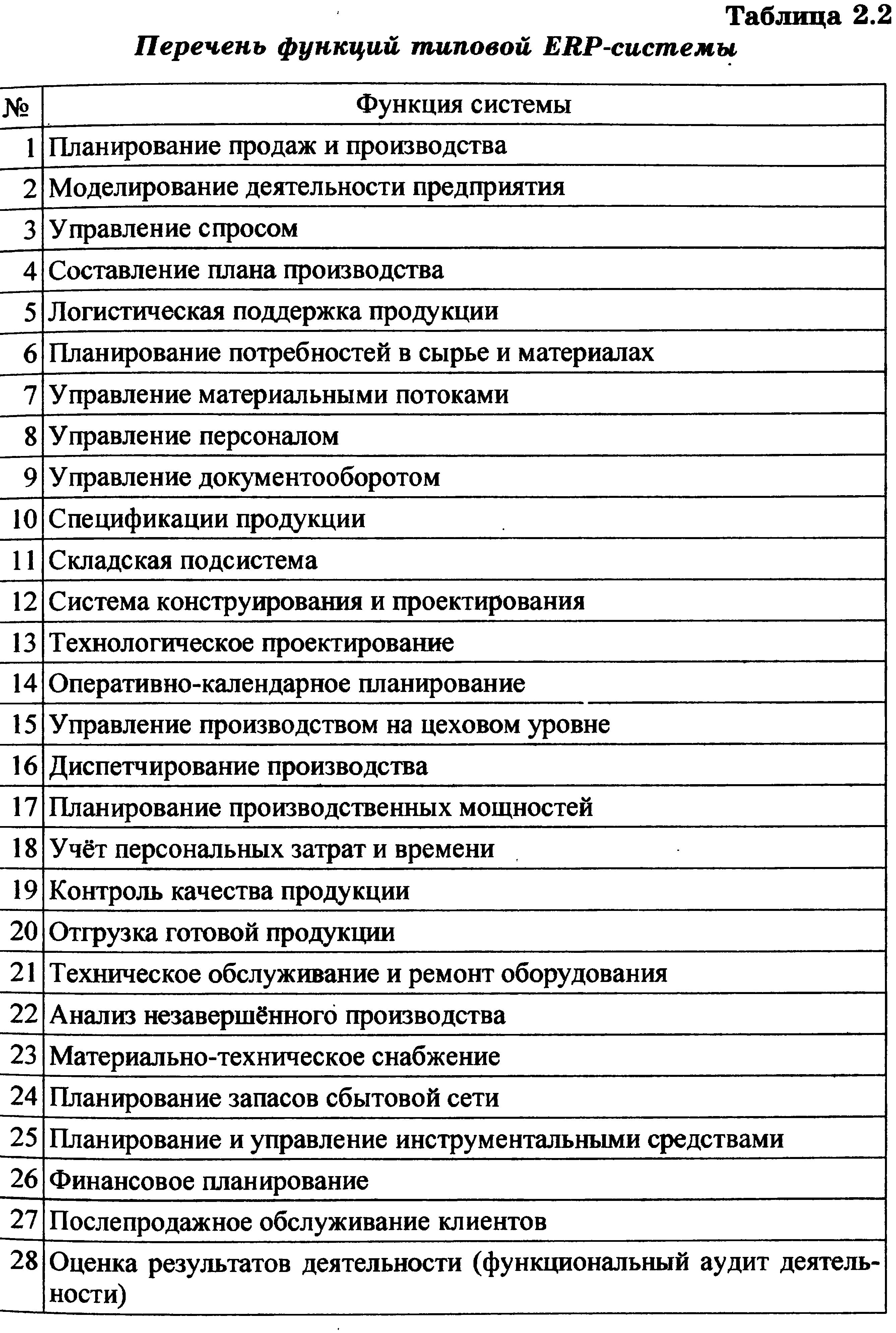
В основе развития любых систем лежит принцип наследования основных функций. Системы класса ERP создавались как системы управления потоками ресурсов и информации в масштабах предприятия, т.е. в основе лежали принципы разработки укрупнённых моделей и не ставились задачи получения детализированных расписаний работы оборудования, поскольку формирование расписаний связано с глубоким анализом технологических факторов производства, что затрудняет вопросы быстрой адаптации и тиражирования систем ERP для широкого круга предприятий. 8.Функции типовой ERP-системы. Отличия ERP от MRP-II.
Основные отличия ERP от MRP II заключаются в следующем [14]: 1. Системы ERP призваны автоматизировать все процессы на предприятии, в то время как MRP уделяют внимание только производству. 2. В ERP есть механизмы управления не только компаниями, функционирующими в одной стране, но и транс- национальными корпорациями, включая поддержку нескольких часовых поясов, языков, валют, систем бухгалтерского учёта и отчётности. Соответственно растёт и масштабируемость систем. 3. Системы ERP всё больше интегрируются с приложениями, уже используемыми на предприятии (например, с приложениями для учёта и управления технологическими процессами, расчёта с клиентами и др.)> а также с новыми разработками. Иногда ERP не может решить всех задач управления промышленным предприятием и в этом случае функционирует как своеобразный «хребет», на основе которого выполняется интеграция с другими приложениями. 4. В системах ERP больше внимания уделяется средствам поддержки принятия решений и средствам интеграции с хранилищами данных (иногда поставляемых в виде отдельного модуля). 5. В системах ERP существуют развитые средства для конфигурации системы к конкретным условиям эксплуатации. В отличие от MRP II, в ERP больше внимания уделяется финансовым подсистемам. 6. Системы ERP, в отличие от MRP II, ориентированы на управление «виртуальным предприятием». Виртуальное предприятие, отражающее взаимодействие производства, поставщиков, партнёров и потребителей, может состоять из автономно работающих предприятий, корпорации цли представлять собой географически
распределённое предприятие либо временное объединение предприятий, работающих над отдельными проектами или государственной программой.
9.Принцип планирования загрузки на РЦ и определение длительности технологического процесса на основе MRP II Дело в том, что в большинстве систем ERP планирование основано на применении стандарта MRPII, а в этом стандарте оговаривается только объёмное планирование. На рисунке 2.2 представлен типовой случай планирования работ на РЦ [32].
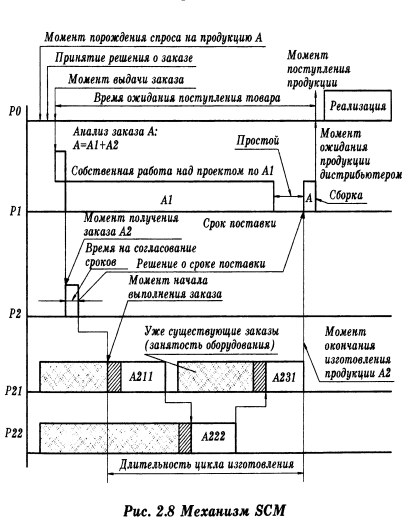
10.Системы планирования класса APS. Анализ систем APS с точки зрения цепочки поставок. Механизм SCM. С точки зрения точного планирования работ на предприятиях интерес представляют системы классов APS (Advanced Planning & Scheduling Systems). Целью данных систем является выполнение укрупнённых директив со стороны ERP-систем на цеховом уровне для предприятия в целом, т.е. должно быть составлено детализированное расписание работы всего парка оборудования на всём портфеле заказов на длительный период, например, на два-три месяца. Анализ систем APS с точки зрения цепочки поставок В начале 90-х годов после первых опытов внедрения систем ERP, осмысления преимуществ и недостатков планирования по стандарту MRP II, предприятия столкнулись с основной проблемой — достоверность планирования. Динамика рынка, веяния концепции JIT (Just In Time — точно вовремя) потребовали от предприятий более точных сроков поставок, полноценного участия в управлении цепочкой поставок. Несовершенство методов планирования с помощью MRP II повлекло пересмотр «ценностей» — что важно при планировании? Скорость, противоречащая ей точность, и для чего нужны эти показатели? Выяснилось, что без решения задачи управления поставками, без возможности прогнозирования точных дат выпуска продукции предприятие представляет собой вещь в себе. Поэтому основной целью для систем планирования нового поколения — APS являлось решение задач автоматизации управления цепочками поставок (SCM — Supply Chain Management), причём этот функционал APS, реализуемый за счёт возможности планирования всех работ во времени с учётом загрузки мощностей, имеет двойное назначение — он реализуется как для предприятия, выступающего
объектом всей цепочки на динамичном рынке товаров, так и для объектов самого предприятия — цехов, участков и подразделений. Таким образом, возможности планирования в APS расширены и усовершенствованы относительно стандарта MRP II
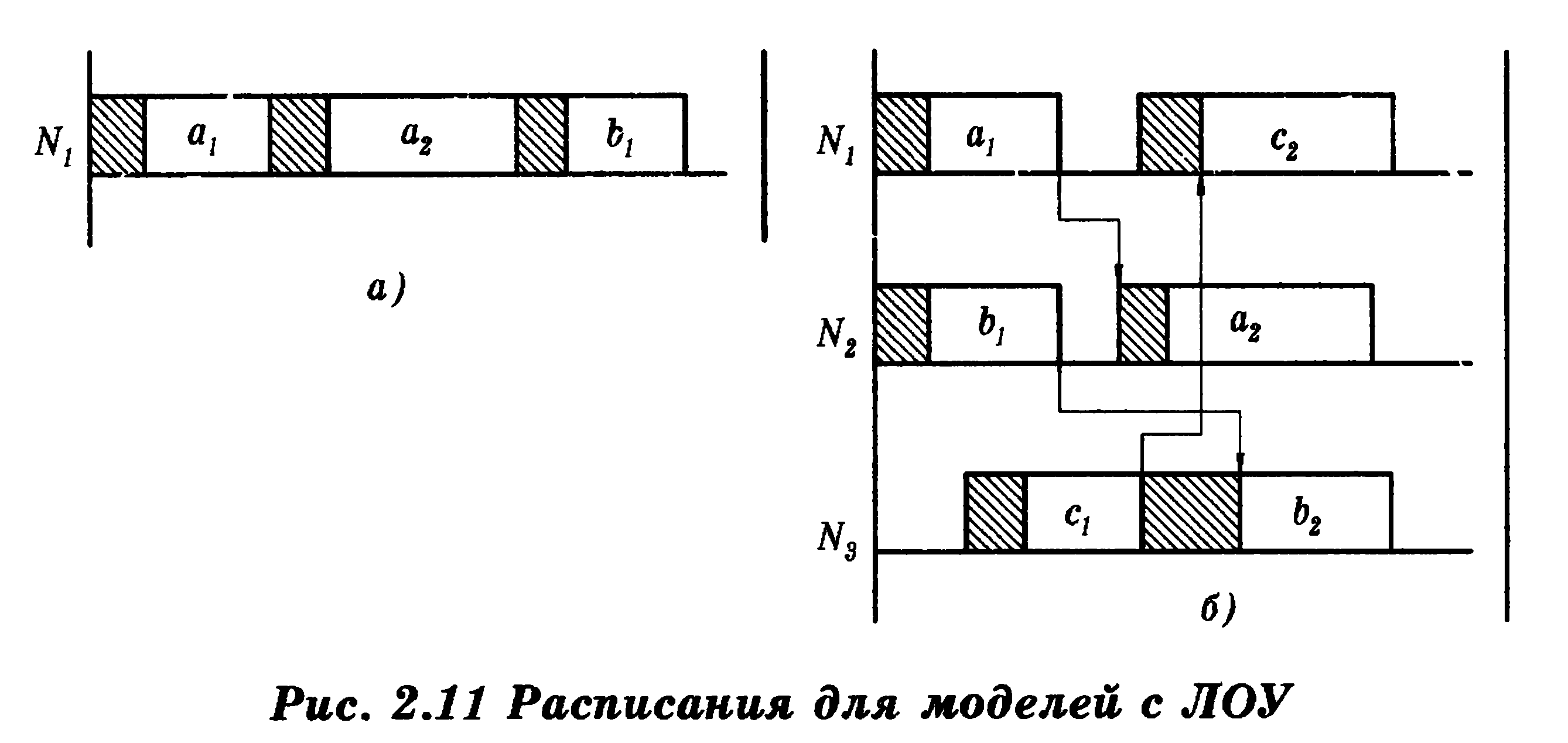
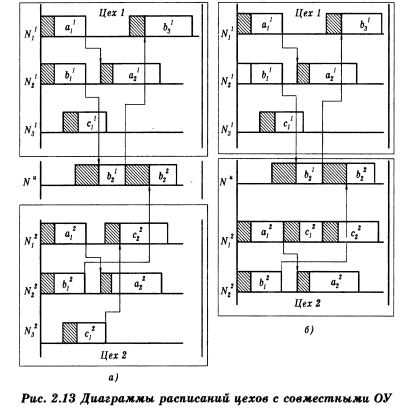
11.Задачи межцехового планирования в APS. Типы обслуживающих устройств в межцеховых расписаниях и диаграммы, иллюстрирующие их применение. 2.3.2 Задачи межцехового планирования в APS В ряде случаев необходимо строить расписание для нескольких цехов, связанных между собой либо ходом технологического процесса, либо общностью используемого оборудования [17]. В любом случае в состав какого-либо цеха кроме собственного оборудования вводится дополнительное оборудование, которое принадлежит либо другому цеху, либо представляет собой самостоятельную производственную структуру. При отсутствии общих обслуживающих устройств процесс построения расписаний различных цехов представляет собой несвязанную совокупность различных моделей и заключается в произвольном порядке их решения. Так, например, для g различных, не связанных между собой цехов задачи формирования расписания могут решаться для каждого цеха в отдельности. При этом каждая модель планирования для каждого цеха, представленная в виде графа поиска, может отличаться от другой, использовать отличный от других моделей алгоритм, базироваться на частной номенклатуре деталей Mg данного цеха, частном множестве обслуживающих устройств Ng данного цеха, собственных критериев поиска Fg и составе ограничений Bg Общие обслуживающие устройства можно разделить на три типа — локальные обслуживающие устройства (ЛОУ), выделенные обслуживающие устройства (ВОУ) и совместные обслуживающие устройства (СОУ). ЛОУ — это устройства, принадлежащие только конкретному цеху, и они не обслуживают заявки, принадлежащие другим производственным структурам. ВОУ — это устройства, которые не принадлежат конкретно данному цеху, но придаются ему на тот или иной период планирования. Данные устройства обслуживают заявки только того цеха, которому они принадлежат на момент выполнения задания на горизонте планирования. СОУ — это устройства, которые обслуживают заявки с различных цехов на расчётном плане.
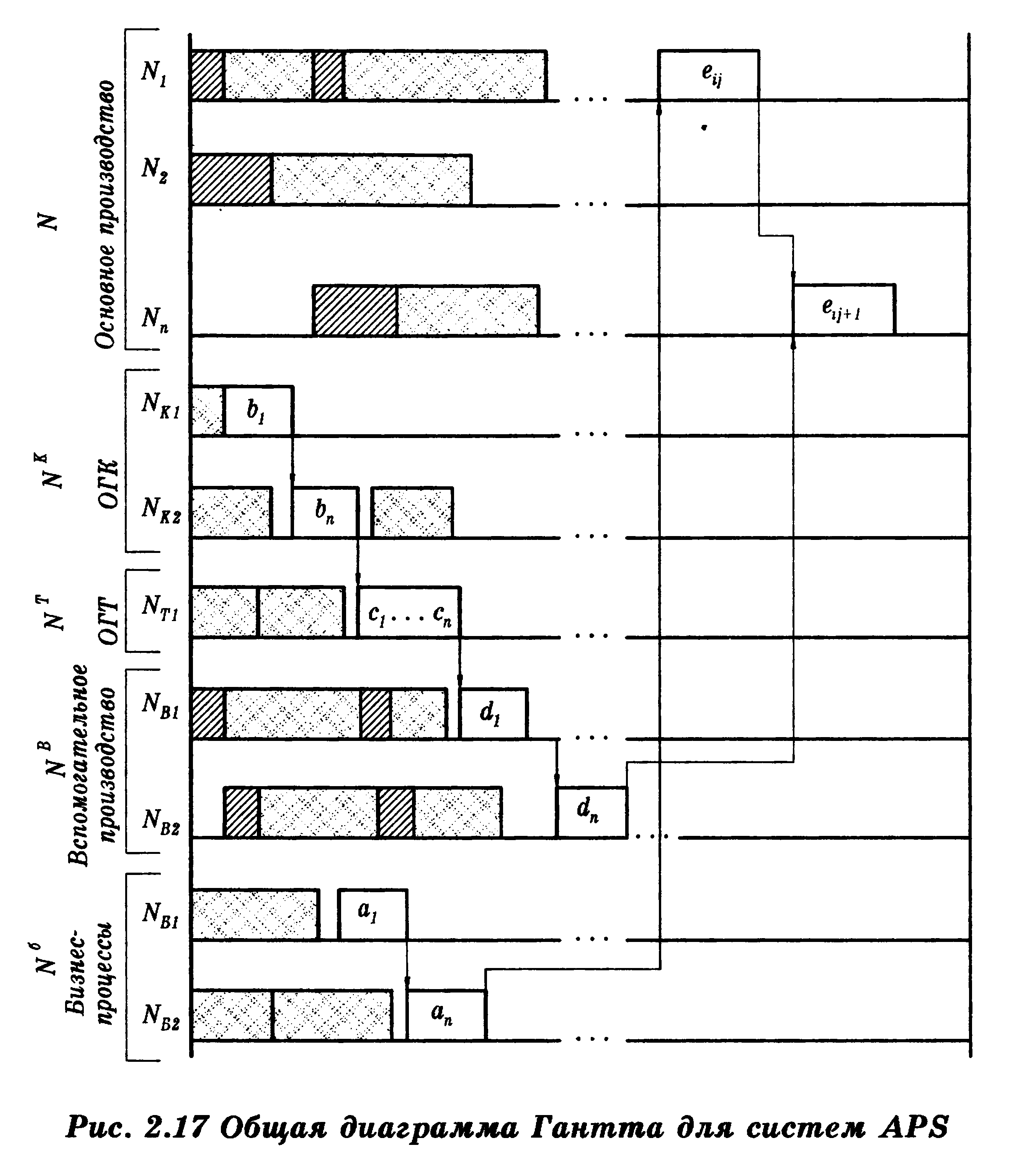
12.Задачи планирования в APS с учетом комплектации. Общая диаграмма Гантта для систем APS. Под задачей комплектации ДСЕ в задачах составления расписаний будем понимать процедуру, которая отвечает за то, что для изготовления данной ДСЕ имеются в наличии: все необходимые материалы, все технологические и вспомо- гательные ресурсы, все комплектующие, вся оснастка, весь инструмент, все нормы и вся документация. Если всё это имеется в наличии, то изготовление данной ДСЕ можно смело планировать во времени. Эта процедура должна выполняться по отношению ко всему составу номенклатуры запуска, которой в дальнейшем будет оперировать система APS.
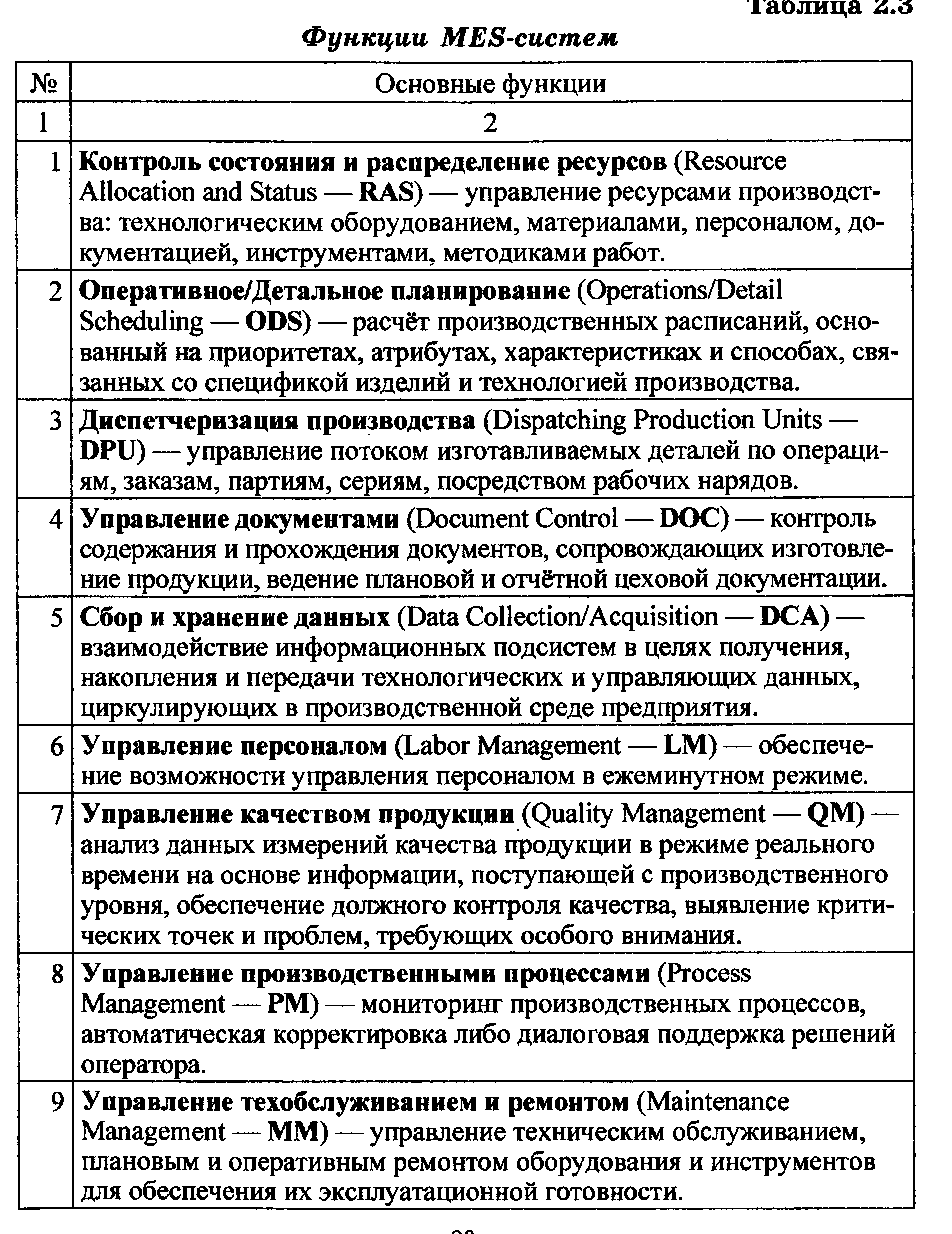
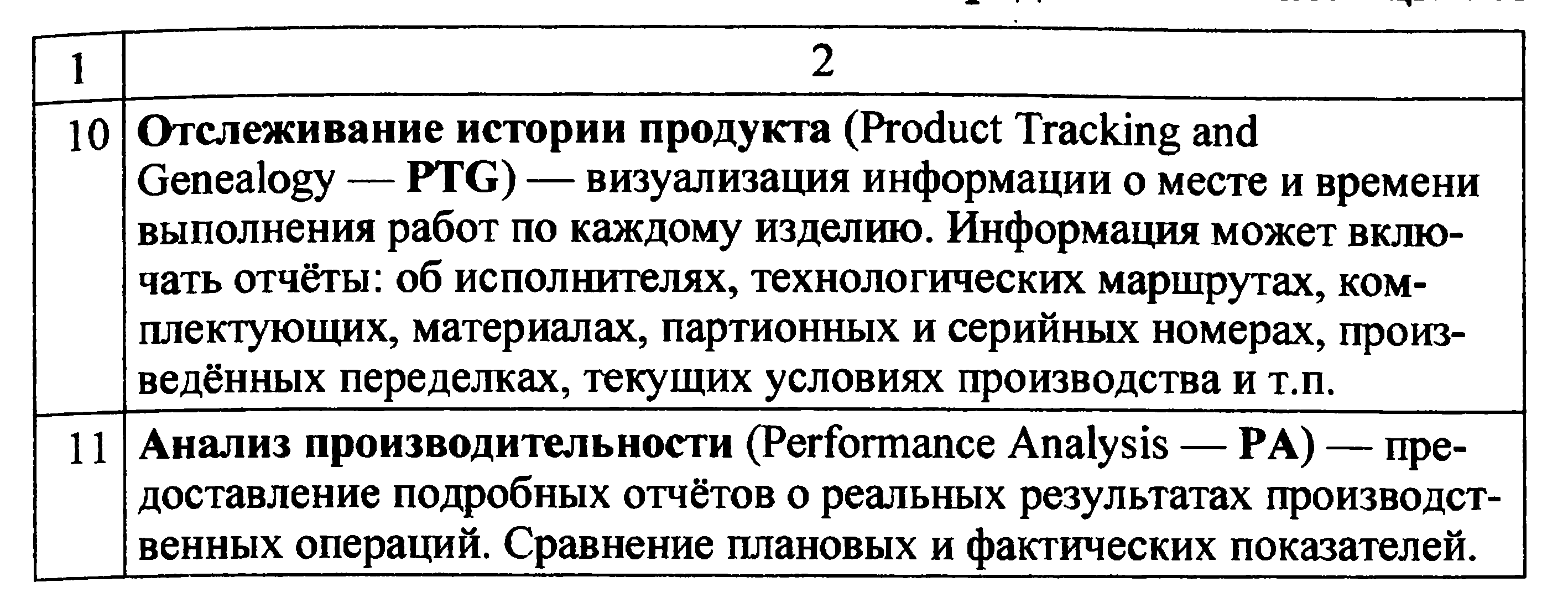
13.Системы планирования класса MES. Назначение, отличие от ERP, APS, перечень функций. Появление систем класса MES (Manufacturing Execution Systems) относят к концу 1980 г. Под MES-системами понимаются исполнительные производственные системы. Чтобы лучше понять, для чего предназначены MES-системы, рассмот- рим подробно перечень функций, за которые они отвечают на предприятии (табл. 2.3).
В отличие от систем классов ERP и APS, MES-системы
являются предметно ориентированными — для машиностроения, деревообработки, полиграфии и пр. Поэтому они мак- симально полно отражают особенности технологии конкретных производственных процессов и зачастую включают в себя развитые средства поддержки технологической подготовки того или иного типа производства. Очень часто MES-системы имеют средства интеграции с системами САПР ТП/АСТПП.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 667; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.145.155 (0.013 с.) |