Рисунок 6.25 — Нахлесточное соединение листов днища
Рисунок 6.25 — Нахлесточное соединение листов днища
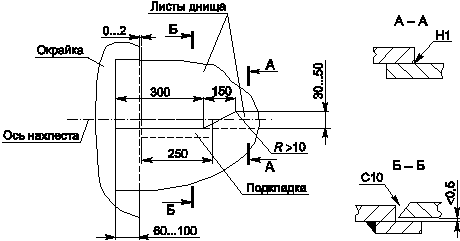
Рисунок 6.26 — Нахлесточное соединение листов днища в зонах сопряжения со стенкой
6.16.3 Требования к вертикальным и горизонтальным сварным швам стенки
6.16.3.1 Вертикальные и горизонтальные швы стенки должны быть стыковыми с полным проплавлением кромок по толщине листа.
6.16.3.2 Вертикальные соединения листов в смежных поясах стенки должны быть смещены относительно друг друга на расстояние не менее 10t, где t — толщина нижележащего пояса стенки,
но не менее чем на 100 мм (см. рисунок 6.1).
6.16.3.3 Допускается располагать на одной линии вертикальные монтажные швы стенок резервуаров IV класса опасности, изготавливаемых методом рулонной сборки.
6.16.3.4 Допускается применение нахлесточных монтажных сварных швов для резервуаров IV класса опасности, изготавливаемых методом рулонной сборки в случае положительного заключения головной специализированной организации по сварке.
6.16.3.5 Расстояние от вертикальных сварных швов первого пояса стенки до стыковых швов
окраек днища должно составлять не менее 100 мм.
6.16.3.6 Расстояние от сварного шва приварки обечайки люка (патрубка) или шва приварки усиливающего листа люка или патрубка к стенке до вертикального стыкового шва стенки должно составлять не менее 250 мм, а до горизонтального шва стенки — не менее 100 мм (исключая случаи перекрытия швов стенки усиливающими листами или пересечения их обечайками патрубков).
6.16.3.7 Смещение кромок в сварных стыковых соединениях не должно превышать 10 % от наименьшей толщины свариваемых листов, но должно быть не более 3 мм.
6.16.3.8 Листы стенки должны совмещаться гладко по внутренней поверхности резервуара.
|






