Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Тема: Дефекты и способы испытания сварных швовСтр 1 из 5Следующая ⇒
ПЛАН - КОНСПЕКТ урока по учебной практике в группе ЭГС-19-1 27.10.2021. по профессии «Сварщик (электрогазосварочные и газосварочные работы)»
ПМ.04: Дефектация сварных швов и контроль качества сварных соединений Задачи: 1.Отработать и закрепить действия и приемы при выполнении сварочных работ и по выявлению дефектов в сварных швах и методы устранения дефектов. 2.Соблюдение культуру труда,проявлять уверенность при выполнении задания. 3.Рационально использовать оборудования и приспособления в процессе работы Методическая цель: 1.Активизация мыслительной деятельности обучающихся при выполнении производственных упражнений. 2.Развитие познавательной деятельности обучающихся Формируемые компетенции: ПК 4.1. Выполнять зачистку швов после сварки. ПК.4.2. Определять причины дефектов сварочных швов и соединений. ПК.4.3. Предупреждать и устранять различные виды дефектов в сварных швах. ПК.4.4. Выполнять горячую правку сложных конструкций. ОК.2.Организовывать собственную деятельность,исходя из цели и способов её достижения, определенных результатов. ОК.3. Анализировать рабочую ситуацию,осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, внести ответственность за результаты своей работы. ОК.4.Осущестлять поиск информации, необходимый для эффективного выполнения профессиональных задач. ОК.7. Исполнять воинскую обязанность,в том числе с применением полученных профессиональных знаний(для юношей). Предполагаемые результаты: Обучающиеся должны уметь: -защищать швы после сварки; -проверять качество сварных соединений по внешнему виду и излому; -выявлять дефекты сварных швов и устранять их; - применять способы уменьшения и предупреждения деформаций при сварке; -выполнять горячую правку сварных конструкций. Методы: Обучения: показательный дистанционный. Преподавания:объяснение, инструктивный, показ трудовых приемов Учения: практический,исполнительский Воспитания: беседа, самостоятельная работа Учебно-материальное оснащение урока: Оборудование -компьютер, сварочный выпрямитель многопостовой, инструмент и принадлежности электросварщика, спец. одежда
Материалы - Образцы готовых изделий,пластины из стали ст3 размером 250х100х4,электроды Э46-МР-3 и УОНИ 13/45 - ɸ 3-4мм,меловый раствор и кисточка,линейка штангенциркуль, конспекты,наглядные пособия: Плакаты, стенды, образцы пластин стыковых соединений в вертикальном положении, эталоны изделия. Межпредметная связь: ОП.04. Основы материаловедения тема «Стали». ОП.07. БЖ «Техника безопасности при выполнении сварочных работ. ПМ.02 «Сварка и резка деталей из различных сталей и цветных металлов и их сплавов, чугунов во всех пространственных положениях» ПМ.03 «Наплавка дефектов деталей и узлов машин,механизмов конструкций и отливок под механическую обработку и пробное давление ПМ.04.»Дефектация сварных швов и контроль качества сварных соединений»
Проведение интерактивной беседы 1. Определение задач урока. Сегодня на уроке обучающиеся должны выполнить сварку однослойного стыкового соединения в вертикальном пространственном положении и определить дефекты в сварных соединениях (Приложение 2). 2. Объяснение технологического процесса. Интерактивная беседа сопровождается демонстрацией натуральных объектов, презентацией, содержащей теоретические фото и видео материалы, каждый элемент которых является обобщением или подтверждением некоторого этапа обсуждения, отдельных элементов выполнения решения обучающихся под руководством мастера. 2.1 Подготовка оборудования. Пояснения мастера. Ручная дуговая сварка – это сварка покрытым плавящимся электродом. Эта сварка также называется ручной металлической сваркой или сваркой в защитной атмосфере. Это самая старая и наиболее универсальная технология дуговой сварки. Электрическая дуга поддерживается между концом покрытого металлического электрода и поверхностью заготовки. Капли расплава, стекающие с конца электрода по дуге, подаются в расплавленную сварочную ванну. Защита от атмосферы осуществляется газами, которые образуются при разрушении порошкового покрытия. Расплавленный шлак вытесняется на поверхность ванны, где он защищает сварочный шов от атмосферы, пока идёт процесс затвердевания. После наложения каждого слоя сварочного шва шлак необходимо удалять.
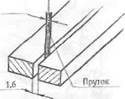
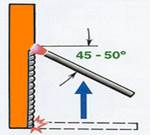
Ручная дуговая сварка в основном используется для сварки сплавов на основе железа при производстве несущих стальных конструкций в судостроении и общей промышленности. Другой важной сферой применения ручной дуговой сварки ремонт и техническое обслуживание. Несмотря на относительно малую скорость – ручная дуговая сварка является одной из наиболее универсальных и может использоваться в зонах с ограниченным допуском. Преимущество ручной сварки - простота и универсальность, возможность выполнять соединение в различных пространственных положениях и трудно доступных местах, её высокая манёвренность, то есть возможность производить сварку на большом расстоянии от источника электрической дуги, перемещаясь от одного шва к другому за счёт длинных сварочных кабелей. Это в наибольшей степени проявляется в монтажных и строительных работах, где ручная дуговая сварка остаётся основным способом. Однако ручная дуговая сварка имеет и ряд недостатков. Она обладает более низкой производительностью. Качество соединений имеет большую зависимость от квалификации сварщика. Пример у нас в колледже (сварка забора, гаражных ворот). Сварка швов в вертикальном положении затруднена. Расплавленный металл стремится стечь вниз. Поэтому вертикальные швы выполняются очень короткой дугой с уменьшением сварочного тока на 10-15 %, по сравнению со значением, выбранным для нижнего положения. Вертикальные швы выполняются как снизу вверх, так и сверху вниз. Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. Самая распространённая сварка в вертикальном положении выполняется снизу вверх. Дуга возбуждается в самой нижней точке шва, при этом электрод совершает поперечные колебания с отводом его вверх и поочерёдно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла. Застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо делать наклон электрода вниз под углом 45-50 градусов. По характеру выполнения вертикальные швы бывают односторонние и двухсторонние, однослойные и многослойные. По форме подготовки кромок детали для сварки в вертикальном положении бывают без подготовки кромок и с подготовкой кромок. Если толщина свариваемых деталей больше 6мм, делают подготовку кромок. При выполнении сварки в вертикальном положении возможно образование брака: это поры, не провары, подрезы, наплывы, неравномерное наложение сварного шва. Поры – возникают в следствие попадания в металл сварочной ванны окалины или ржавчины. Не провары, подрезы, наплывы – от неправильного выбора ɸ электрода и силы сварочного тока. Неравномерное наложение шва – от неправильного наклона и движения электрода. Длина дуги оказывает большое влияние на качество сварного шва и его форму. Вертикальные швы выполняются очень короткой дугой.
Увеличение длины дуги приводит к нарушению её стабильности. Для получения качественного сварного соединения необходимо устойчивое горение дуги. Под стабильностью дуги подразумевается не только устойчивое горение, но и её быстрое зажигание, малую чувствительность к изменению длины дуги в определённых пределах. Испытание пневматикой В этом случае с одной стороны шва создается избыточное воздушное давление, а другая промазывается мыльной пеной, на которой под воздействием воздуха, проникающего через неплотности, будут образовываться пузыри. Вакуумный метод Такие испытание предназначены для определения плотности днища резервуаров и прочих подобных конструкций. Они способны выявить сквозную неплотность размером от 0,1 миллиметра на металлических заготовках толщиной до 1,5 сантиметров. Технологические пробы Способ позволяет определить сплавление металла, характер излома (по металлу или шву), качество зачистки сварных швов, внутренние дефекты и непровары. Место соединения изучают при помощи лупы с десятикратным увеличением. В основном этот метод применяют при испытании сварочных материалов и новых технологий, а также при аттестации сварщиков. Дефекты сварных соединений 1. Что называется трещиной? А) дефект в виде разрыва металла. Б) дефект в виде внутренней полости. В) дефект в виде углубления. 2. Что называется порой? А) дефект в виде полости или впадины.
Б) дефект, имеющий углубление.
В) дефект в виде полости округлой формы. З. Что называется непроваром кромок? А) дефект в виде наплавления. Б) дефект в виде скопления шлака. В) дефект в виде разрыва. 4 Что называется прожогом? А) дефект в виде углубления шва.
Б) дефект в виде полости.
В) дефект в виде сквозного отверстия. 5. Каковы причины появления пор? А) хорошо прокалённые электроды.
Б) влажные электроды.
В) наличие ржавчины и масла на поверхности. 6. Что считают дефектом сварного соединения? а) каждую трещину б) некоторые поры в) то и другое
7. В чем причины возникновения грубой чешуйчатости? а) малая скорость сварки б) большой угол наклона горелки в) сварка «жестким пламенем»
8. Как можно устранить подрез? а) зачисткой б) подваркой в) зачисткой и подваркой
9. Что является причиной пор в шве? а) неправильный выбор присадочной проволоки б) недостаточная защита ванны пламенем в) неправильный выбор присадочной проволоки и недостаточная защита ванны пламенем
10. Могут ли трещины образовываться в незаплавленном кратере? а) да б) нет в) в зависимости от места расположения
11. В чем опасность чрезмерной ширины шва? а) делает хрупким металл б) создает опасность возникновения надрывов в) создает большие поперечные напряжения
12. Может ли сварщик подварить трещину, которую он обнаружил при осмотре? а) да б) нет в) в зависимости от условий
13. Можно ли не устранять кратер? а) да б) нет в) не имеет значения
14. Как предупредить появления наплывов? а) уменьшить мощность пламени б) уменьшить скорость сварки в) изменить наклон горелки
15. В чем причины появления неметаллических включений в наплавленном металле при газовой сварке? а) малая мощность пламени б) грязь на проволоке и кромках в) большая скорость сварки 16. Какой вид пламени может способствовать появлению неметаллических включений? а) нейтральное б) науглероживающее в) окислительное
17. Как влияют внутренние поры на надежность конструкции? а) вызывают хрупкость б) ослабляют в) не влияют
18. Может ли ржавая проволока быть причиной пор? а) да б) нет в) иногда
19. Может ли быть оставлен прожог в сварном шве? а) да б) нет в) не имеет значения
20. Что способствует появлению превышения проплава? а) большая мощность пламени б) большая скорость сварки в) большой угол скоса кромок
22. К какому дефекту сварного шва может привести большое притупление кромок? а) прожог б) превышение проплава в) непровар корня
23. Что способствует возникновению непровара корня? а) малая мощность пламени б) большая скорость сварки в) то и другое
Визуальный контроль 1. Как вы определите марку присадочной проволоки, если на бухте нет бирки? а) по внешнему виду б) по плавлению в) самостоятельно определять не будете
2. Как вы убедитесь в правильности сборки под сварку? а) «на глаз» б) положитесь на слесарей, выполнивших работу в) проверю соответствие технологии сварки конструктивных элементов
3.Каково назначение предварительного контроля? а) предупреждение образования дефектов в сварном соединении б) выявление дефектов в сварном соединении
Приложение3
Тема:: Определение дефектов и проверка качества однослойных стыковых соединений в вертикальном положении
Список литературы 1. Маслов В.И. «Сварочные работы», 2009г. М.: Издательский центр «Академия». 2. Виноградов В.С. «Электрическая дуговая сварка», 2011г. М.: Издательский центр «Академия». 3. Чернышёв Г.Г. «Сварочное дело. Сварка и резка металла», 20012г. М.: Издательский центр «Академия». 4. Федеральный Государственный Образовательный Стандарт НПО, от 20012. ОСТ 9 ПО 02.2.4 - 2003, по профессии: «Сварщик (электросварочные и газосварочные работы)». 5. Герасименко А.И. «Электрогазосварщик». Ростов- на- Дону. Издательство Феникс, 2008г. 6. Казаков Ю.В. «Сварка и резка материалов». Москва. Издательский центр «Академия», 2009г. 7. Маслов Б.Г. «Производство сварных конструкций». Москва. Издательский центр «Академия», 2009г. 8. Банников Е.А. «Электросварщик». Минск. Современная школа, 2009г. 9. Солнцев Ю. П., Пряхин Е. И. – Материаловедение, 2007г. 10. Скакун В.А. Организация и методика профессионального обучения. Учебное пособие,2009г. 11. Учебная работа мастера профессионального обучения. Учебное пособие, Кругликов Г.И., «Академия», 2010г. 12. Федеральный центр информационных образовательных ресурсов ФЦИОР - http://fcior.edu.ru/
ПЛАН - КОНСПЕКТ урока по учебной практике в группе ЭГС-19-1 27.10.2021. по профессии «Сварщик (электрогазосварочные и газосварочные работы)»
ПМ.04: Дефектация сварных швов и контроль качества сварных соединений Тема: Дефекты и способы испытания сварных швов УП.04: Дефекты и способы испытания сварных швов Тема урока: Определение дефектов и проверка качества однослойных стыковых соединений в вертикальном положении Краткая аннотация урока. Урок учебной практики профессионального модуля ПМ.04 «Дефектация сварных швов и контроль качества сварных соединений» по теме: «Определение дефектов и проверка качества однослойных стыковых соединений в вертикальном положении» состоит из трех частей: вводного инструктажа, выполнение практического задания и заключительного инструктажа. Вводный инструктаж проводится в виде интерактивной проблемной беседы с использованием электронной презентации включающий в себе теоретические,фото и видео- материалы по организации и выполнению технологического процесса сварки однослойных швов в вертикальном положении шва и выявление дефектов,проверка качества сварного шва согласно технологической картой. Во время практического этапа каждый обучающийся выполняет однослойную сварку стыковых швов в вертикальном положении согласно инструкционной картой и сам же выявляет дефекты в швах и соединениях производить контроль и указывает причины и методы устранения согласно требованиями по профессиональным компетенциям. . Заключительный инструктаж проводится в виде анализа выполненных,согласно данного задания,работ обучающихся с применением критериев оценки и диагностической карты. Актуальность: Современное общество как никогда остро нуждается в образованных,технически грамотных специалистах,способных свободно ориентироваться в новых технологиях,обладающих хорошими знаниями и умением претворять их в жизнь. Цель: Подготовка конкурентоспособного специалиста,обладающего высоким уровнем профессиональной компетенции,технологический подвижностью,коммуникативного, способностью к социальной адаптации, стрессовой устойчивости,стремящегося к постоянному самовоспитанию и саморазвитию. Задача: Воспитывать таких студентов,которые отвечают требованиям времени. Данный урок учебной практики по теме «Определение дефектов и проверка качества однослойных стыковых соединений в вертикальном положении » разработан в соответствии с программой ПМ. 04 «Дефектация сварных швов и контроль качества сварных соединений» на основе Федерального государственного образовательного стандарта по специальности среднего профессионального образования 150709.02 Сварщик (электросварочные и газосварочные работы) Объем материала, представленного к изучению на этом уроке, значителен. Эта тема является одной из основных в курсе, т.к. для успешного усвоения процессов, происходящих при электродуговой сварке, необходимо хорошо знать теорию по определению дефектов. Подробное и доходчивое изложение материала даст возможность обучающимся понять многие явления, происходящие при дуговой сварке. Тема содержит большое количество теоретического материала, при изучении которого необходимо пользоваться новой терминологией, связанной с явлениями, происходящими в процессе определения качества сварного соединения. Это занятие имеет большое значение в будущей профессиональной деятельности учащихся, поэтому мастер должен создать все условия для формирования у них положительной мотивации к изучаемому предмету. При выборе методов обучения необходимо всегда исходить из положения о том, что любой метод, любая организация занятий сами по себе не дают нужного педагогического эффекта, если они, во-первых, не способствуют активизации слушателей, т. е. побуждению их к активной интеллектуальной и практической деятельности, и, во-вторых, не обеспечивают глубокого понимания, осознания изучаемого материала. Кроме того, в процессе обучения, как методы, так и методические приемы переплетаются, сочетания их разнообразны. Использование современных информационных технологий позволяет сделать данный урок доступным и наглядным. Использование элементов блочно-модульной технологии, экранизированных с помощью мультимедийного проектора даёт возможность добиться полного усвоения материала, позволяет, вовлекать учащихся в поисковую деятельность. Быстрая смена информации, постоянная работа мастера с обучающимися, находясь лицом к ним, а не спиной, позволяет контролировать ситуацию в группе, видеть глаза ребят, на ходу моделировать урок, вносить, если возникает такая необходимость, корректировки. Немаловажный положительный аспект – экономия времени – это позволяет не просто изучить новый материал, но и дает возможность его закрепить. У обучающихся развивается зрительная память. Одна из основных задач урока – развитие логического мышления, умения рассуждать и делать выводы. Ни одна учебная программа не даст должного результата, если обучающийся не будет мотивирован и организован на использование методов саморазвития и самообучения. В профессиональном образовании мотивация тесно взаимосвязана с профессиональными установками, т. е. готовностью субъекта к определенной активности в определенной ситуации, а также важна сама установка на образование как устойчивая ориентация на усвоение новых знаний, умений и навыков. Применение презентаций, интерактивных плакатов, видеофрагментов, коренным образом изменяет структуру урока, формы организации деятельности учащихся на уроке, значительно повышая эффективность учебно-воспитательного процесса. Интерактивные методы обучения создают условия для превращения знаний из обезличенной информации, полученной путем механического заучивания, в личностный опыт обучающихся, а также для стимулирования у обучающихся ценностного субъективного отношения к овладению знаниями. В такой ситуации обучение становится для обучающихся по-настоящему индивидуализированным, т. е. обеспечивающим их индивидуальное продвижение в обучении. Урок учебной практики Профессия:15.01.05. Сварщик (ручной дуговой сварки (наплавки) ПМ.04: Дефектация сварных швов и контроль качества сварных соединений УП.04: Дефекты и способы испытания сварных швов Тема урока: Определение дефектов и проверка качества однослойных стыковых соединений в вертикальном положении Тип урока: Изучение трудовых приемов и операций Вид урока: Интерактивная беседа.самостоятельная работа Цель урока: Образовательная -Закрепить знания по междисциплинарному курсу, сформировать профессиональные компетенции при выполнении сварочных работ,провести проверку качества выполнения и выявление дефектов в сварных соединениях и швах Воспитательная - способствовать формированию таких личностных качеств: -аккуратность;внимательность; исполнительность; -самостоятельность; добросовестность; -умение работать в звене; -бережное отношение к материалам и инструментам; -ответственность за выполняемую работу. Развивающая- развивать навыки в решении задач,умение анализировать выполненной работы,сравнить,находить пути совершенствования своего труда. -развивать познавательные интересы обучающихся использовать приемы стимулирования интереса к профессии. Задачи: 1.Отработать и закрепить действия и приемы при выполнении сварочных работ и по выявлению дефектов в сварных швах и методы устранения дефектов. 2.Соблюдение культуру труда,проявлять уверенность при выполнении задания. 3.Рационально использовать оборудования и приспособления в процессе работы Методическая цель: 1.Активизация мыслительной деятельности обучающихся при выполнении производственных упражнений. 2.Развитие познавательной деятельности обучающихся Формируемые компетенции: ПК 4.1. Выполнять зачистку швов после сварки. ПК.4.2. Определять причины дефектов сварочных швов и соединений. ПК.4.3. Предупреждать и устранять различные виды дефектов в сварных швах. ПК.4.4. Выполнять горячую правку сложных конструкций. ОК.2.Организовывать собственную деятельность,исходя из цели и способов её достижения, определенных результатов. ОК.3. Анализировать рабочую ситуацию,осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, внести ответственность за результаты своей работы. ОК.4.Осущестлять поиск информации, необходимый для эффективного выполнения профессиональных задач. ОК.7. Исполнять воинскую обязанность,в том числе с применением полученных профессиональных знаний(для юношей). Предполагаемые результаты: Обучающиеся должны уметь: -защищать швы после сварки; -проверять качество сварных соединений по внешнему виду и излому; -выявлять дефекты сварных швов и устранять их; - применять способы уменьшения и предупреждения деформаций при сварке; -выполнять горячую правку сварных конструкций. Методы: Обучения: показательный дистанционный. Преподавания:объяснение, инструктивный, показ трудовых приемов Учения: практический,исполнительский Воспитания: беседа, самостоятельная работа Учебно-материальное оснащение урока: Оборудование -компьютер, сварочный выпрямитель многопостовой, инструмент и принадлежности электросварщика, спец. одежда Материалы - Образцы готовых изделий,пластины из стали ст3 размером 250х100х4,электроды Э46-МР-3 и УОНИ 13/45 - ɸ 3-4мм,меловый раствор и кисточка,линейка штангенциркуль, конспекты,наглядные пособия: Плакаты, стенды, образцы пластин стыковых соединений в вертикальном положении, эталоны изделия. Межпредметная связь: ОП.04. Основы материаловедения тема «Стали». ОП.07. БЖ «Техника безопасности при выполнении сварочных работ. ПМ.02 «Сварка и резка деталей из различных сталей и цветных металлов и их сплавов, чугунов во всех пространственных положениях» ПМ.03 «Наплавка дефектов деталей и узлов машин,механизмов конструкций и отливок под механическую обработку и пробное давление ПМ.04.»Дефектация сварных швов и контроль качества сварных соединений»
Проведение интерактивной беседы 1. Определение задач урока. Сегодня на уроке обучающиеся должны выполнить сварку однослойного стыкового соединения в вертикальном пространственном положении и определить дефекты в сварных соединениях (Приложение 2). 2. Объяснение технологического процесса. Интерактивная беседа сопровождается демонстрацией натуральных объектов, презентацией, содержащей теоретические фото и видео материалы, каждый элемент которых является обобщением или подтверждением некоторого этапа обсуждения, отдельных элементов выполнения решения обучающихся под руководством мастера. 2.1 Подготовка оборудования. Пояснения мастера. Ручная дуговая сварка – это сварка покрытым плавящимся электродом. Эта сварка также называется ручной металлической сваркой или сваркой в защитной атмосфере. Это самая старая и наиболее универсальная технология дуговой сварки. Электрическая дуга поддерживается между концом покрытого металлического электрода и поверхностью заготовки. Капли расплава, стекающие с конца электрода по дуге, подаются в расплавленную сварочную ванну. Защита от атмосферы осуществляется газами, которые образуются при разрушении порошкового покрытия. Расплавленный шлак вытесняется на поверхность ванны, где он защищает сварочный шов от атмосферы, пока идёт процесс затвердевания. После наложения каждого слоя сварочного шва шлак необходимо удалять. Ручная дуговая сварка в основном используется для сварки сплавов на основе железа при производстве несущих стальных конструкций в судостроении и общей промышленности. Другой важной сферой применения ручной дуговой сварки ремонт и техническое обслуживание. Несмотря на относительно малую скорость – ручная дуговая сварка является одной из наиболее универсальных и может использоваться в зонах с ограниченным допуском. Преимущество ручной сварки - простота и универсальность, возможность выполнять соединение в различных пространственных положениях и трудно доступных местах, её высокая манёвренность, то есть возможность производить сварку на большом расстоянии от источника электрической дуги, перемещаясь от одного шва к другому за счёт длинных сварочных кабелей. Это в наибольшей степени проявляется в монтажных и строительных работах, где ручная дуговая сварка остаётся основным способом. Однако ручная дуговая сварка имеет и ряд недостатков. Она обладает более низкой производительностью. Качество соединений имеет большую зависимость от квалификации сварщика. Пример у нас в колледже (сварка забора, гаражных ворот). Сварка швов в вертикальном положении затруднена. Расплавленный металл стремится стечь вниз. Поэтому вертикальные швы выполняются очень короткой дугой с уменьшением сварочного тока на 10-15 %, по сравнению со значением, выбранным для нижнего положения. Вертикальные швы выполняются как снизу вверх, так и сверху вниз. Сварку сверху вниз применяют при малой толщине металла или при наложении первого слоя шва в процессе многослойной сварки. Самая распространённая сварка в вертикальном положении выполняется снизу вверх. Дуга возбуждается в самой нижней точке шва, при этом электрод совершает поперечные колебания с отводом его вверх и поочерёдно в обе стороны. Это обеспечивает быстрое затвердевание жидкого металла. Застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла. Для предотвращения вытекания жидкого металла из ванны необходимо делать наклон электрода вниз под углом 45-50 градусов. По характеру выполнения вертикальные швы бывают односторонние и двухсторонние, однослойные и многослойные. По форме подготовки кромок детали для сварки в вертикальном положении бывают без подготовки кромок и с подготовкой кромок. Если толщина свариваемых деталей больше 6мм, делают подготовку кромок. При выполнении сварки в вертикальном положении возможно образование брака: это поры, не провары, подрезы, наплывы, неравномерное наложение сварного шва. Поры – возникают в следствие попадания в металл сварочной ванны окалины или ржавчины. Не провары, подрезы, наплывы – от неправильного выбора ɸ электрода и силы сварочного тока. Неравномерное наложение шва – от неправильного наклона и движения электрода. Длина дуги оказывает большое влияние на качество сварного шва и его форму. Вертикальные швы выполняются очень короткой дугой. Увеличение длины дуги приводит к нарушению её стабильности. Для получения качественного сварного соединения необходимо устойчивое горение дуги. Под стабильностью дуги подразумевается не только устойчивое горение, но и её быстрое зажигание, малую чувствительность к изменению длины дуги в определённых пределах.
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 86; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.102.112 (0.155 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||
 100A
100A