
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Операционная технология изготовления валаСодержание книги
Поиск на нашем сайте
Заготовка – пруток Ø 60 мм, l = 202мм 005 – токарная. Станок токарный
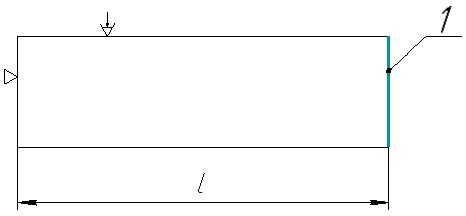
1. Установить, снять деталь 2. Подрезать торец 1 выдержав размер l = 200 ± 0,2мм 010 – токарная. Станок токарный
1. Установить, снять деталь 2. Подрезать второй торец 1 выдержав размер l = 198 ± 0,2мм 015 – центровальная. Станок центровальный 1. Установить, снять деталь 2. Выполнить центровые отверстия А4 ГОСТ 14034 – 74 с двух сторон
020 – токарная. Станок токарный 1. Установить, снять деталь 2. Точить поверхность 1 предварительно, обеспечив размер Ø51,6 – 0,2 мм и l1 = 155 мм (l1 = 133 + 26 - 2 = 155 мм) 3. Точить поверхность 2, обеспечив размер Ø 48 – 0,1 мм и l2 = 100 мм (l2 = 131 – 55 + 26 – 2 = 100 мм) 4. Точить поверхность 3 предварительно, обеспечив размер Ø 41,6 – 0,2 мм и l3 = 24 мм (l3 = 26 - 2 = 24 мм) 025 – токарная. Станок токарный 1. Установить, снять деталь 2. Точить поверхность 1 обеспечив размер Ø 48 – 0,2 мм и l1 = 29 мм (l1 = 26 + 5 – 2 = 29 мм) 3. Точить поверхность 2 предварительно, обеспечив размеры Ø 41,6 – 0,2 мм и l2 = 24 мм (l2 = 26 – 2 = 24 мм) 4. Подрезать торец 3 чисто, обеспечив размер l1 = 31 мм 5. Точить фаску 4 1,5 х 45о
030 – токарная. Станок токарный 1. Закрепить на детали хомутик. Установить, снять деталь. 2. Подрезать торец 1 чисто, обеспечив размер l1 = 26 мм 3. Подрезать торец 2 чисто, обеспечив размер l2 = 76 мм 4. Подрезать торец 3 чисто, обеспечив размер l3 = 131 - 0,15 мм 5. Точить поверхность 4 чисто, обеспечив размер Ø 50,8 – 0,2 мм 6. Точить поверхность 5 чисто, обеспечив размер Ø 40,8 – 0,2 мм 7. Точить канавку 6, обеспечив размер Ø 48 мм, h = 0,2 мм 8. Точить канавку 7, обеспечив размер Ø 38 мм, h = 2 мм 9. Точить фаску 8, 1,5 х 45о 10. Точить фаску 9, 1,5 х 45о 11. Точить фаску 10, 1,5 х 45о
035 – токарная. Станок токарный 1. Закрепить на детали хомутик. Установить, снять деталь. 2. Подрезать торец 1 чисто, обеспечив размер l1 = 26 мм 3. Точить поверхность 2 чисто, обеспечив размер Ø 40,8 – 0,2 мм 4. Точить канавку 6, Ø 38 мм, h = 0,2 мм 5. Точить фаску 4, 1,5 х 45о
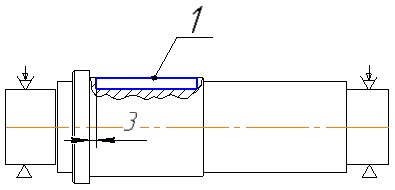
040 – фрезерная. Станок фрезерный
1. Установить деталь на призмы, снять деталь 2. Фрезеровать на поверхности 1 шпоночный паз, обеспечив размеры: - Глубина паза 5,9 мм - Ширина паза 14 – 0,043 мм - Длинна паза 50 + 1 мм - Расстояние от бурта – 3 мм 045 – термическая 1. Закалить деталь. Температура в печи 830 °С. Охлаждение в масле 2. Отпустить, температура нагрева 520 °С, охлаждение в воде или масле
050 – шлифовальная. Станок кругло шлифовальный
1. Закрепить на детали хомутик Установить, снять деталь 2. Шлифовать поверхность 1 предварительно, обеспечив размер Ø 50,2 – 0,05 мм 3. Шлифовать поверхность 2 предварительно, обеспечив размер Ø 40,2 – 0,05 мм 4. Шлифовать поверхность 1 окончательно, обеспечив размер Ø 5. Шлифовать поверхность 2 окончательно, обеспечив размер Ø
055 – шлифовальный. Станок кругло шлифовальный
1. Закрепить на детали хомутик Установить, снять деталь 2. Шлифовать поверхность 1 предварительно, обеспечив размер Ø 40,2 – 0,05 мм 3. Шлифовать поверхность 1 окончательно, обеспечив размер Ø 060 – слесарная. Зачистить заусенцы, притупить острые кромки 065 – контрольная.
Литература
1. Анурьев В. И. Справочник конструктора – машиностроителя. В 3х томах. Т. 1 [Текст]/ В. И. Анурьев. – М.: «Машиностроение», 1992. – 816 с. 2. Анурьев В. И. Справочник конструктора – машиностроителя. В 3х томах. Т. 2 [Текст]/ В. И. Анурьев. – М.: «Машиностроение», 1992. – 784 с. 3. Некрасов С.С. и др. Технология сельскохозяйственного машиностроения. [Текст]/ С.С. Некрасов. – М.: «Колосс», 2004. – 360с. 4. Виноградов В.М. Технология машиностроения. Введение в специальность. [Текст]/ В.М. Виноградов. М.: «Академия», 2008. – 176 с. 5. Аристов А.И. и др. Метрология, стандартизация и сертификация. [Текст]/ А.И. Аристов М.: «Академия», 2007. – 384 с. 6. Борисов В.Б. и др. Справочник технолога – машиностроителя. В 2х томах, Т.1 [Текст]/ Косилова А.Г. и Мещеряков Р.К. М.: «Машиностроение», 1986. – 656 с. 7. Абрамов Ю.А. и др. Справочник технолога – машиностроителя. В 2х томах, Т.2 [Текст]/ Косилова А.Г. и Мещеряков Р.К. М.: «Машиностроение», 1986. – 496 с. 8. Димов Ю.В. Метрология, стандартизация и сертификация: Учебник для вузов. 4-е издание. Стандарт третьего поколения [Текст]/ Ю.В. Димов – СПБ.: Питер, 2013. – 496 с.
|
|||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 90; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.140.188.195 (0.008 с.) |


 и шероховатость Ra = 0,85 мКм
и шероховатость Ra = 0,85 мКм и шероховатость Ra = 0,8 мКм
и шероховатость Ra = 0,8 мКм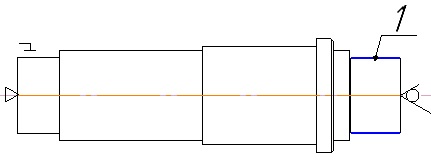
 мм и шероховатость Ra = 0,8 мКм
мм и шероховатость Ra = 0,8 мКм


