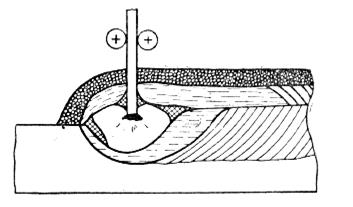
Автоматическая дуговая сварка под флюсом.
Дуговая сварка в защитном газе.
Дуговая сварка в защитном газе неплавящимся электродом.
Схема технологического процесса дуговой сварке в защитном газе неплавящимся электродом.
 
Схема технологического процесса дуговой сварке в защитном газе плавящимся электродом.

Плазменная сварка Электронно-лучевая сварка
.   
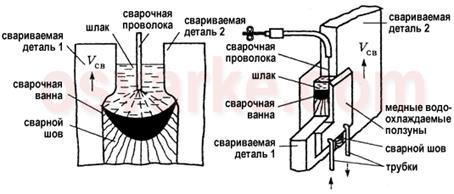
Электрошлаковая сварка.
.  
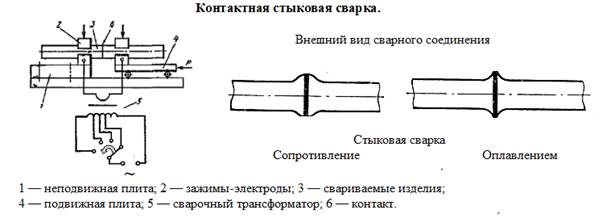
Контактная точечная и шовная сварка.
 
Схема точечной сварки Двухсторонняя шовная сварка
 
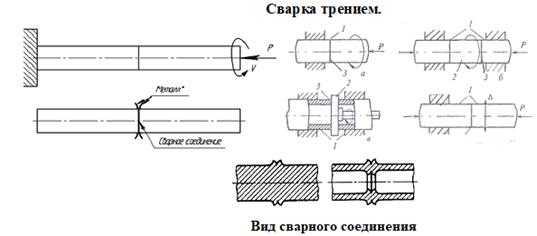
Виды сварного соединения
ПРИЛОЖЕНИЕ А
ПРИМЕР ВЫПОЛНЕНИЯ РАЗДЕЛ №1 ДЗ
«ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОКОВКИ»
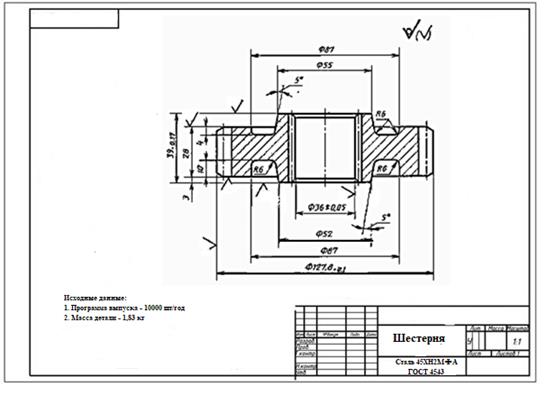
Лист №1 Чертеж детали с исходными данными
Лист №2 Чертеж поковки.
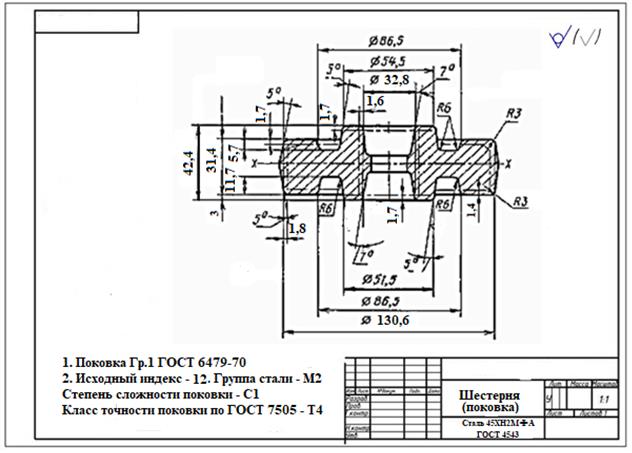
I. Разработка чертежа поковки - определение размеров поковки (в соответствии с учебным пособием и по ГОСТ 7505-89).
- Выбор оборудования – пресс для ГОШ в открытом штампе
- Исходные данные для расчета
2.1. Масса поковки – 3,3 кг
Gпок = Gдет х Кр = 1,83х1,8 = 3,29 ≈ 3,3 кг
Gдет = Vдет х ρ
Vдет – объем детали
ρ = 7,8 г/см3 – плотность стали
Кр = 1,8 (определяется по таблице 15, стр. 28, пособия).
2.2. Класс точности – Т4 (таблица 16, стр. 29 пособия)
2.3. Группа стали – М3 (таблица 14, стр. 28 пособия)
Средняя масса углерода – 0,46%. Суммарная масса легирующих элементов 3,8 % (0,27%Si, 0,65% Mn. 0,95% Cr, 1,55% Ni, 0,25% Mo, 0,14% V)
2.4. Степень сложности – С1 (таблица 13, стр. 27 пособия)
Размеры описывающей поковку фигуры (цилиндр), мм:
Диаметр - 133,4 (127х1,05 = 133,35)
Высота – 41 (39х1,05 = 40,95) (где 1,05 – коэффициент)
Масса описываемой фигуры = 4,5кг.
Gпок/Gфиг = 3,3/4,5 = 0,73 – свыше 0,63
2.5. Исходный индекс – 12 (таблица 17, стр. 30 пособия).
- Припуски на размеры поковки (определяются по таблице 18, стр.31для шероховатости поверхности Ra = 10-1,6 мкм), мм (на сторону):
1,8 – диаметр 127 мм;
1,6 – диаметр 36 мм;
1,7 – толщина 39 мм;
1,7 – толщина 28 мм.
Размеры поковки:
диаметр 127 + 1,8х2 = 130,6 мм;
диаметр 36 - 1,6х2 = 32,8 мм;
толщина 39 + 1,7х2 = 42,4 мм;
толщина 28 + 1,7х2 = 31,4 мм.
- Радиусы закруглений наружных углов принимаем 3,0 мм (R3), минимальный радиус – 2,0 мм при массе поковки 3,3кг и глубине полости штампа 18 мм по таблице 21, стр. 34.
Величина радиусов закруглений внутренних углов принимается в 3-4 раза больше принятых для наружных радиусов – 2,0х3 = 6.0 мм (R6)
- Штамповочные уклоны (стандартный ряд 3,5,7,10,12°).
Штамповочные уклоны не должны превышать величин, установленных в таблице 18 ГОСТ 7505-89
На наружной поверхности – не более 5°, принимаем 5°:
На внутренней поверхности – не более 7°, принимаем 7°.
II. Определение КИМ по чертежу детали и поковки.
КИМ = Gдет/Gпок
Gпок = Gдет + Gпр + Gнап + Gукл
 Gдет – масса детали Gдет – масса детали
Gпр – масса припусков определяются произведением объема на плотность
Gнап – масса напусков
Gукл – масса уклонов
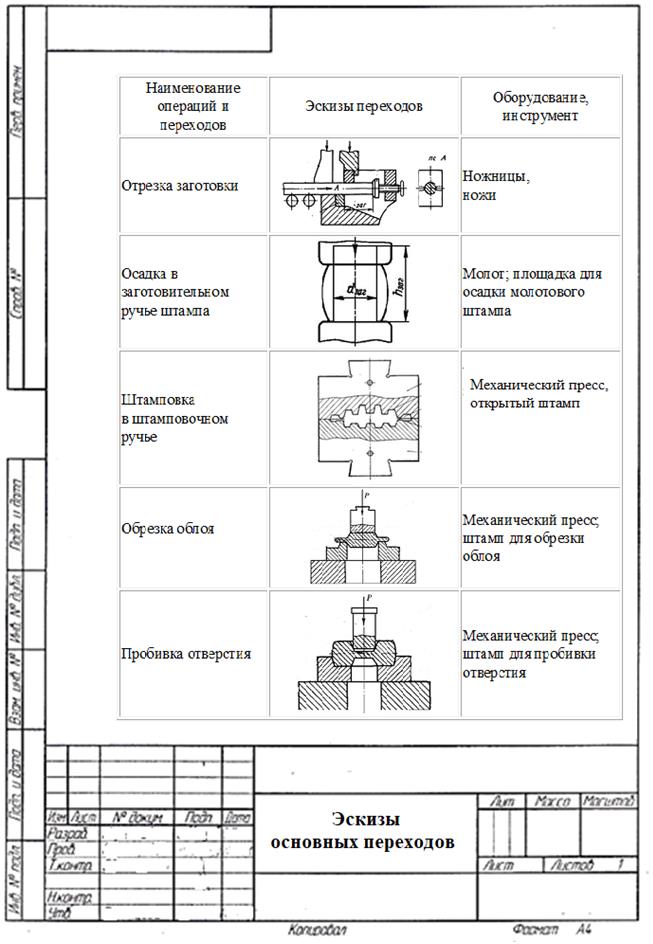
III. Выбор основных кузнечных операций
Последовательность изготовления поковки представлена ниже.
ПРИЛОЖЕНИЕ Б
ПРИМЕР ВЫПОЛНЕНИЯ РАЗДЕЛ №2 ДЗ
«ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОТЛИВКИ»
(для отливок, изготовленных в ПФ)
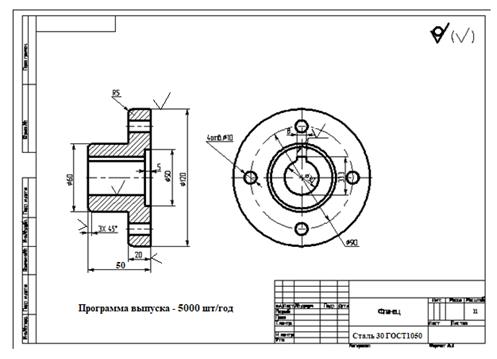
Лист №1. Чертеж детали (приводится в начале ДЗ)
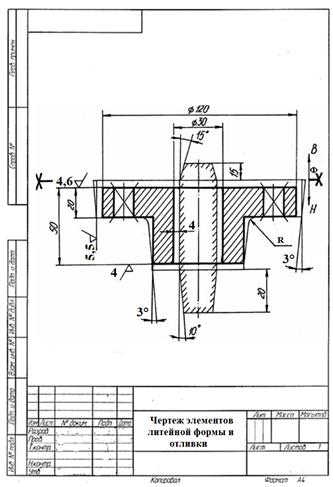
Лист №4 Чертеж элементов литейной формы и отливки
Лист №5 Чертеж отливки

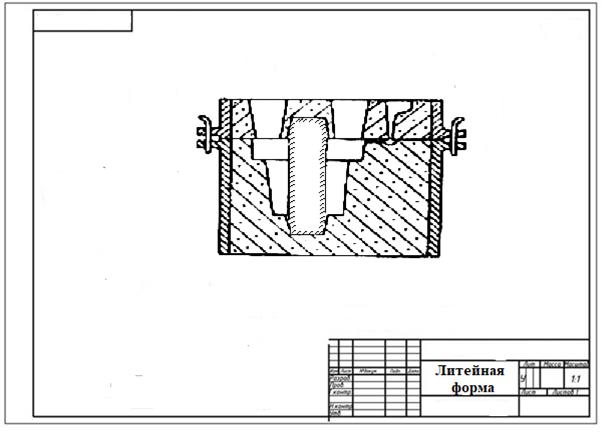
Лист №6 Чертеж литейной формы
- Выбор способа изготовления отливки – литье в песчаные формы (ПФ)
- Выбор положения отливки в форме (при заливке обозначается буквами В (верх) и Н (низ). Буквы проставляются у стрелок, показывающих направление разъёма).
- Разработка чертежа элементов литейной формы и отливки – лист №4
3.1 Разъем модели и формы показывают на чертеже отрезком или ломанной штрихпунктирной линией, заканчивающейся символами –х.

3.2 Назначение напусков
Отверстия диаметром 20 мм и менее, впадины, выемки, не выполняемые при литье, зачёркивают сплошными тонкими линиями - напуск.
Вводим напуск – отверстие диаметром 10мм. Напуск удаляется последующей механической обработкой.
3.3 Назначение припусков на механическую обработку. (В соответствии с пособием или требованиями ГОСТ 53464-2009 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку).
Припуск на обработку (на сторону) назначают дифференциально на каждую обрабатываемую поверхность отливки с учетом допуска и ряда припусков.
Для определения припуска на механическую обработку определяются:
1 этап – определяется по таблице №ПI.4 (стр.42-43, пособия)
10 класс точности.
3 ряд припуска.
Порядок определения: класс точности отливки и ряд припуска определяем по таблице в зависимости от:
- способа литья (первая колонка) – выбираем строчку «Литье в песчаные формы, отверждаемые вне контакта с оснасткой»;
- габаритов – выбираем подстрочку;
- материал – выбираем по столбцу.
Определили диапазон: 7-13 класс точности
2-5 ряд припуска
Меньшие значения – простые по форме и массовое производство.
2 этап – определяем допуск размеров по классу точности и номинальному размеру (таблица № П I.5, стр. пособия 43)
| №
| Номинальный размер
| Допуск
| Припуск
на сторону
| Размеры отливки
| | 1
| Диаметр 120мм
| 3,2
| 5,5
| 131
| | 2
| Диаметр 30мм
| 2,2
| 4,0
| 22
| | 3
| Высота втулки 50мм,
поверхность снизу
| 2,4
| 4,0
|
58,6
| | поверхность сверху*
| 2,4
|  4,0 4,6 4,0 4,6
| * припуск на верхние поверхности допускается увеличивать до значения, соответствующего следующему ряду.
3 этап – определяем припуск на сторону по допуску и ряду припуска (по таблице №П I.6, стр.44 пособия).
На чертеже припуски изображают сплошной тонкой линией. Величину припуска на механическую обработку указывают цифрой перед знаком шероховатости поверхности детали или величиной уклона и линейными размерами
3.4 Для изготовления отверстия диаметром 30 мм применяем стержень, который изображается на чертеже сплошной тонкой линией, штриховка по контуру.
Справка: Если стержней больше одного, то их обозначают буквами «ст.» и порядковыми номерами в соответствии с порядком установки стержней в форму, например, «ст. 3».
3,5 Назначение формовочных уклонов (предназначены для легкого извлечения модели или отливки из формы.
β = f (способ изготовления, материал модели, высота поверхности, на которую наносят уклон)
Формовочные уклоны на высоту 20мм и 30мм β =3°(2,66°) (по таблице №ПI.7, стр.45 пособия)
Величина формовочного уклона зависит от высоты (Н, h) формообразующей поверхности, чем меньше высота, тем больший уклон.
3,6 Назначение радиусов закругления в местах сопряжения –предусмотрены на всех пересекающихся поверхностях
 
R = 1/3[(60-30)/2 + 20]/2 = 6,8мм, принимаем R=6мм
- Определение КИМ по чертежу детали и поковки.
КИМ = Gдет/Gпок
Gпок = Gдет + Gпр + Gнап + Gукл
 Gдет – масса детали Gдет – масса детали
Gпр – масса припусков определяются произведением объема на плотность
Gнап – масса напусков
Gукл – масса уклонов
- Разработка чертежа отливки - лист №5
Полученные на чертеже элементов литейной формы и отливки контуры отливки обводят жирной линией и проставляют все размеры. Тонкими линиями вычерчивается контур детали;
- Разработка литейной формы – лист №6
На графические изображения элементов литейной формы: полость формы и каналы литниковой системы не штрихуются. Прибыль (для стальных отливок, а также для чугунов ВЧ и КЧ) изображают сплошной тонкой линией. Для отливок из серого чугуна (СЧ) прибыли не применяются).
ПРИЛОЖЕНИЕ С (для справки)
ПЕРЕЧЕНЬ СТАНДАРТОВ ЕСКД (Единая система конструкторской документации)
ГОСТ 2.001-93 ЕСКД. Общие положения
ГОСТ 2.002-72 ЕСКД. Требования к моделям, макетам и темплетам применяемые при проектировании
ГОСТ 2.004-88 ЕСКД. Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода
ГОСТ 2.051-2006 ЕСКД. Электронные документы. Общие положения
ГОСТ 2.052-2006 ЕСКД. Электронная модель изделия. Общие положения
ГОСТ 2.053-2006 ЕСКД. Электронная структура изделия. Общие положения
ГОСТ 2.101-68 ЕСКД. Виды изделий
ГОСТ 2.102-68 ЕСКД. Виды и комплектность конструкторских документов
ГОСТ 2.103-68 ЕСКД. Стадии разработки
ГОСТ 2.104-2006 ЕСКД. Основные надписи
ГОСТ 2.105-95 ЕСКД. Общие требования к текстовым документам
ГОСТ 2.106-96 ЕСКД. Текстовые документы
ГОСТ 2.109-73 ЕСКД. Основные требования к чертежам
ГОСТ 2.111-68 ЕСКД. Нормоконтроль
ГОСТ 2.113-75 ЕСКД. Групповые и базовые конструкторские документы
ГОСТ 2.114-95 ЕСКД. Технические условия
ГОСТ 2.116-84 ЕСКД. Основные положения. Карта технического уровня и качества продукции
ГОСТ 2.118-73 ЕСКД. Техническое предложение
ГОСТ 2.119-73 ЕСКД. Эскизный проект
ГОСТ 2.120-73 ЕСКД. Технический проект
ГОСТ 2.123-93 ЕСКД. Комплектность конструкторских документов на печатные платы при автоматизированном проектировании
ГОСТ 2.124-85 ЕСКД. Порядок применения покупных изделий
ГОСТ 2.125-88 ЕСКД. Правила выполнения эскизных конструкторских документов
ГОСТ 2.201-80 ЕСКД. Обозначение изделий и конструкторских документов
ГОСТ 2.301-68 ЕСКД. Форматы
ГОСТ 2.302-68 ЕСКД. Масштабы
ГОСТ 2.303-68 ЕСКД. Линии
ГОСТ 2.304-81 ЕСКД. Шрифты чертежные
ГОСТ 2.305-68 ЕСКД. Изображения – виды, разрезы, сечения
ГОСТ 2.306-68 ЕСКД. Обозначения графические материалов и правила их нанесения на чертежах
ГОСТ 2.307-68 ЕСКД. Нанесение размеров и предельных отклонений 2
ГОСТ 2.308-79 ЕСКД. Указание на чертежах допусков форм и расположения поверхностей
ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей
ГОСТ 2.310-68 ЕСКД. Нанесение на чертежах обозначений покрытий термической и других видов обработки
ГОСТ 2.311-68 ЕСКД. Изображения резьбы
ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.313-82 ЕСКД. Условные изображения и обозначения неразъемных соединений
ГОСТ 2.314-68 ЕСКД. Указания на чертежах о маркировании и клеймении изделий
ГОСТ 2.315-68 ЕСКД. Изображения упрощенные и условные крепежных деталей
ГОСТ 2.316-68 ЕСКД. Правила нанесения на чертежах надписей, технических требований и таблиц
ГОСТ 2.317-69 ЕСКД. Аксонометрические проекции
ГОСТ 2.318-81 ЕСКД. Правила упрощенного нанесения размеров отверстий
ГОСТ 2.319-81 ЕСКД. Правила выполнения диаграмм
ГОСТ 2.320-82 ЕСКД. Правила нанесения размеров, допусков и посадок конусов
ГОСТ 2.321-84 ЕСКД. Обозначения буквенные
ГОСТ 2.401-68 ЕСКД. Правила выполнения чертежей пружин
ГОСТ 2.402-68 ЕСКД. Условные изображения зубчатых колес, реек, червяков и звездочек цепных передач
ГОСТ 2.403-75 ЕСКД. Правила выполнения чертежей цилиндрических зубчатых колес
ГОСТ 2.404-75 ЕСКД. Правила выполнения чертежей зубчатых реек
ГОСТ 2.405-75 ЕСКД. Правила выполнения чертежей зубчатых колес
ГОСТ 2.406-76 ЕСКД. Правила выполнения чертежей цилиндрических червяков и червячных колес
ГОСТ 2.407-75 ЕСКД. Правила выполнения чертежей червяков и колес глобоидных передач
ГОСТ 2.408-68 ЕСКД. Правила выполнения рабочих чертежей звездочек приводных роликов и втулочных цепей
ГОСТ 2.409-74 ЕСКД. Правила выполнения чертежей зубчатых (шлицевых) соединений
ГОСТ 2.410-68 ЕСКД. Правила выполнения чертежей металлических конструкций
ГОСТ 2.411-72 ЕСКД. Правила выполнения чертежей труб, трубопроводов и трубопроводных систем 3
ГОСТ 2.412-81 ЕСКД. Правила выполнения чертежей и схем оптических изделий
ГОСТ 2.413-72 ЕСКД. Правила выполнения конструкторской документации изделий, изготовляемых с применением электрического монтажа
ГОСТ 2.414-75 ЕСКД. Правила выполнения чертежей жгутов, кабелей и проводов
ГОСТ 2.415-68 ЕСКД. Правила выполнения чертежей изделий с электрическими обмотками
ГОСТ 2.416-68 ЕСКД. Условные обозначения магнитопроводов
ГОСТ 2.417-91 ЕСКД. Платы печатные. Правила выполнения чертежей
ГОСТ 2.418-77 ЕСКД. Правила выполнения конструкторской документации упаковки
ГОСТ 2.419-68 ЕСКД. Правила выполнения документации при плазовом методе производства
ГОСТ 2.420-69 ЕСКД. Упрощенные изображения подшипников качения на сборочных чертежах
ГОСТ 2.421-75 ЕСКД. Правила выполнения рабочих черт. звездочек для пластинчатых цепей
ГОСТ 2.422-70 ЕСКД. Правила выполнения рабочих чертежей цилиндрических
зубчатых колес передач Новикова с двумя линиями зацепления
ГОСТ 2.424-80 ЕСКД. Правила выполнения чертежей штампов
ГОСТ 2.425-74 ЕСКД. Правила выполнения рабочих чертежей звездочек для зубчатых цепей
ГОСТ 2.426-74 ЕСКД. Правила выполнения рабочих чертежей звездочек для разборных цепей
ГОСТ 2.427-75 ЕСКД. Правила выполнения рабочих чертежей для кругозвенных цепей
ГОСТ 2.428-84 ЕСКД. Правила выполнения темплетов
ГОСТ 2.501-88 ЕСКД. Правила учета и хранения
ГОСТ 2.502-68 ЕСКД. Правила дублирования
ГОСТ 2.503-90 ЕСКД. Правила внесения изменений
ГОСТ 2.601-2006 ЕСКД. Эксплуатационные документы
ГОСТ 2.602-95 ЕСКД. Ремонтные документы
ГОСТ 2.603-68 ЕСКД. Внесение изменений в эксплуатационную и ремонтную документацию
ГОСТ 2.604-2000 ЕСКД. Чертежи ремонтные. Общие требования
ГОСТ 2.605-68 ЕСКД. Плакаты учебно-технические. Общие технические требования
ГОСТ 2.608-78 ЕСКД. Порядок записи сведений о драгоценных материалах в эксплуатационных документах
ГОСТ 2.610-2006 ЕСКД. Правила выполнения эксплуатационных документов
ГОСТ 2.701-84 ЕСКД. Схемы, виды и типы. Общие требования к выполнению 4
ГОСТ 2.702-75 ЕСКД. Правила выполнения электрических схем
ГОСТ 2.703-68 ЕСКД. Правила выполнения кинематических схем
Г0СТ 2.704-76 ЕСКД. Правила выполнения гидравлических и пневматических схем
ГОСТ 2.705-70 ЕСКД. Правила выполнения электрических схем обмоток и изделий с обмотками
ГОСТ 2.709-89 ЕСКД. Обозначения условные проводов и контактных соединений электрических элементов, оборудования и участков цепей в электрических схемах
ГОСТ 2.710-81 ЕСКД. Обозначения буквенно-цифровые в электрических схемах
ГОСТ 2.711-82 ЕСКД. Схемы деления изделия на составные части
ГОСТ 2.721-74 ЕСКД. Обозначения условные графические в схемах. Обозначения общего применения
ГОСТ 2.722-68 ЕСКД. Обозначения условные графические в схемах. Машины электрические
ГОСТ 2.723-68 ЕСКД. Обозначения условные графические в схемах. Катушки индуктивности, дроссели, трансформаторы, автотрансформаторы и магнитные усилители
ГОСТ 2.728-74 ЕСКД. Обозначения условные графические в схемах. Резисторы конденсаторы.
ГОСТ 2.729-68 ЕСКД. Обозначения условные графические в схемах. Приборы
электроизмерительные
ГОСТ 2.762-85 ЕСКД. Обозначения условные графические в электрических схемах. Частоты и диапазоны частот для систем передачи с частотным разделением каналов.
ГОСТ 2.781-96 ЕСКД. Обозначения условные графические. Аппараты гидравлические и пневматические, устройства управления и приборы контрольно-измерительные
ГОСТ 2.782-96 ЕСКД. Обозначения условные графические. Машины гидравлические и пневматические
ГОСТ Р 2.901-99 ЕСКД. Документация, отправляемая за границу. Общие требования
ГОСТ 2.902-68 ЕСКД. Порядок проверки, согласования и утверждения документации
ПЕРЕЧЕНЬ СТАНДАРТОВ ЕСТД (Единая система технологической документации)
ГОСТ 3.1001-81 Единая система технологической документации. Общие положения
ГОСТ 3.1102-81 Единая система технологической документации. Стадии разработки и виды документов
ГОСТ 3.1103-82 Единая система технологической документации. Основные надписи
ГОСТ 3.1104-81 Единая система технологической документации. Общие требования к формам, бланкам и документам
ГОСТ 3.1105-84 Единая система технологической документации. Формы и правила
оформления документов общего назначения
ГОСТ 3.1107-81 Единая система технологической документации. Опоры, зажимы и
установочные устройства. Графические обозначения
ГОСТ 3.1109-82 Единая система технологической документации. Термины и
определения основных понятий
ГОСТ 3.1116-79 Единая система технологической документации. Нормоконтроль
ГОСТ 3.1118-82 Единая система технологической документации. Формы и правила
оформления маршрутных карт
ГОСТ 3.1119-83 Единая система технологической документации. Общие требования к
комплектности и оформлению комплектов документов на единичные технологические процессы
ГОСТ 3.1120-83 Единая система технологической документации. Общие правила
отражения и оформления требований безопасности труда в технологической документации
ГОСТ 3.1121-84 Единая система технологической документации. Общие требования к
комплектности и оформлению комплектов документов на типовые и
групповые технологические процессы (операции)
ГОСТ 3.1122-84 Единая система технологической документации. Формы и правила
оформления документов специального назначения. Ведомости технологические
ГОСТ 3.1123-84 Единая система технологической документации. Формы и правила
оформления технологических документов, применяемых при
нормировании расхода материалов
ГОСТ 3.1125-88 Единая система технологической документации. Правила графического
выполнения элементов литейных форм и отливок
ГОСТ 3.1126-88 Единая система технологической документации. Правила выполнения графических документов на поковки
ГОСТ 3.1127-93 Единая система технологической документации. Общие правила выполнения текстовых технологических документов
ГОСТ 3.1128-93 Единая система технологической документации. Общие правила выполнения графических технологических документов
ГОСТ 3.1129-93 Единая система технологической документации. Общие правила записи технологической информации в технологических документах на технологические процессы и операции
ГОСТ 3.1130-93 Единая система технологической документации. Общие требования к формам и бланкам документов
ГОСТ 3.1201-85 Единая система технологической документации. Система обозначения технологической документации
ГОСТ 3.1401-85 Единая система технологической документации. Формы и правила
оформления документов на технологические процессы литья
ГОСТ 3.1402-84 Единая система технологической документации. Формы и правила
оформления документов на технологические процессы раскроя материалов
ГОСТ 3.1403-85 Единая система технологической документации. Формы и правила
оформления документов на технологические процессы и операции ковки и штамповки
ГОСТ 3.1404-86 Единая система технологической документации. Формы и правила
оформления документов на технологические процессы и операции обработки резанием
ГОСТ 3.1405-86 Единая система технологической документации. Формы и требования к
заполнению и оформлению документов на технологические процессы термической обработки
ГОСТ 3.1407-86 Единая система технологической документации. Формы и требования к
заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки
ГОСТ 3.1408-85 Единая система технологической документации. Формы и правила
оформления документов на технологические процессы получения покрытий
ГОСТ 3.1409-86 Единая система технологической документации. Формы и требования к
заполнению и оформлению документов на технологические процессы (операции) изготовления изделий из пластмасс и резины
ГОСТ 3.1412-87 Единая система технологической документации. Требования к оформлению документов на технологические процессы изготовления изделий методом порошковой металлургии
ГОСТ 3.1428-91 Единая система технологической документации. Правила оформления
документов на технологические процессы (операции) изготовления печатных плат
ГОСТ 3.1502-85 Единая система технологической документации. Формы и правила
оформления документов на технический контроль
ГОСТ 3.1507-84 Единая система технологической документации. Правила оформления
документов на испытания
ГОСТ 3.1603-91 Единая система технологической документации. Правила оформления
документов на технологические процессы (операции) сбора и сдачи технологических отходов
ГОСТ 3.1701-79 Единая система технологической документации. Правила записи
операций и переходов. Холодная штамповка
ГОСТ 3.1702-79 Единая система технологической документации. Правила записи
операций и переходов. Обработка резанием
ГОСТ 3.1703-79 Единая система технологической документации. Правила записи
операций и переходов. Слесарные, слесарно-сборочные работы
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи
операций и переходов. Пайка и лужение
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
ГОСТ 3.1706-83 Единая система технологической документации. Правила записи
операций и переходов. Ковка и горячая штамповка
ГОСТ 3.1707-84 Единая система технологической документации. Правила записи операций и переходов. Литье
ГОСТ 3.1901-74 Единая система технологической документации. Нормативно-
техническая информация общего назначения, включаемая в формы
технологических документов
|






