
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел №1 технология изготовления поковкиСодержание книги
Поиск на нашем сайте Литература 1. Учебное пособие «Основы технологии получения поковок» 2. Учебное пособие «Разработка технологии изготовления отливок» 3. Стандарты единой системы конструкторской документации ЕСКД - ГОСТ 2.309-73 ЕСКД. Обозначение шероховатости поверхностей - ГОСТ 2.312-72 ЕСКД. Условные изображения и обозначения швов сварных соединений 4. Стандарты ЕСТД - ГОСТ 3.1109-82 Единая система технологической документации. Термины и - ГОСТ 3.1126-88 Единая система технологической документации. Правила выполнения графических документов на поковки - ГОСТ 3.1403-85 Единая система технологической документации. Формы и правила 4. ГОСТ 7505-89 Поковки стальные штампованные допуски, припуски и кузнечные напуски 5. ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготавливаемые ковкой на молотах. Припуски и допуски 6. ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготавливаемые ковкой на прессах. Припуски и допуски 7. ГОСТ 3212-92 Комплекты модельные. Уклоны формовочные, стержневые знаки, допуски размеров 8. ГОСТ Р 53465-2009. Оснастка литейная. Уклоны литейные 9. ГОСТ53464-2009ОТЛИВКИ ИЗ МЕТАЛЛОВ И СПЛАВОВ Допуски размеров, массы и припуски на механическую обработку Лист №1 – титульный лист
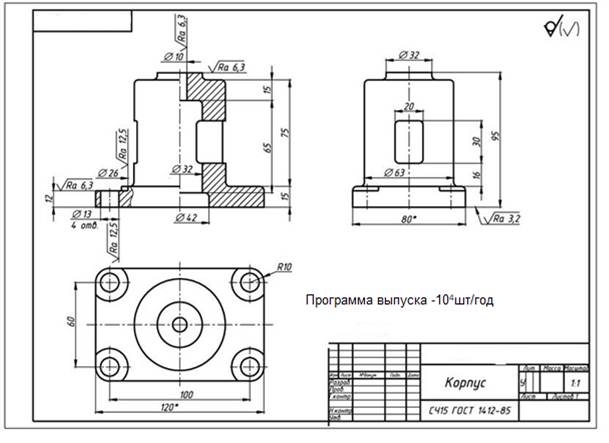
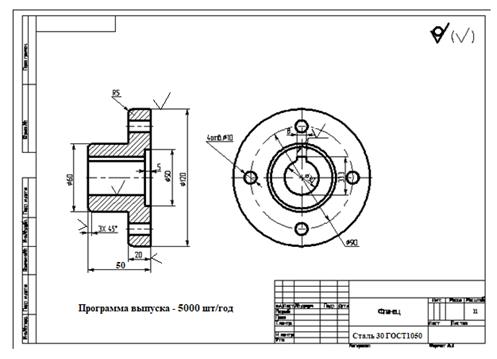
МОСКВА 2020г Лист №2 – чертеж детали и исходные данные (по варианту №1 или по варианту №2) Вариант №1 (отливка)
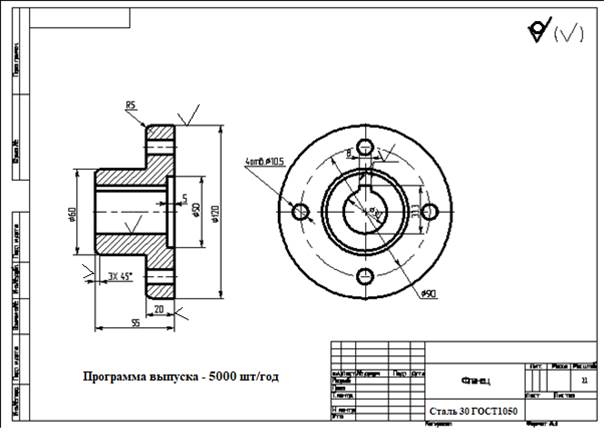
Вариант №2
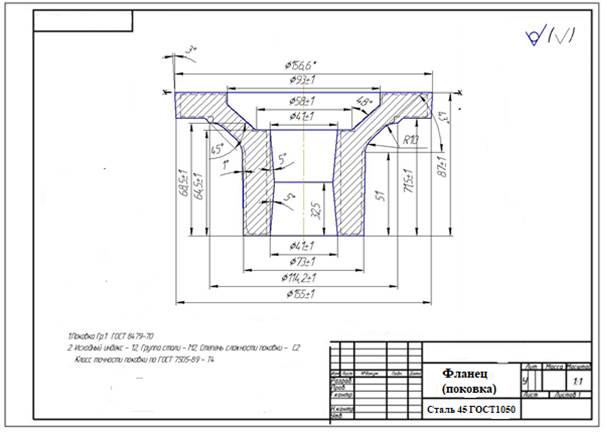
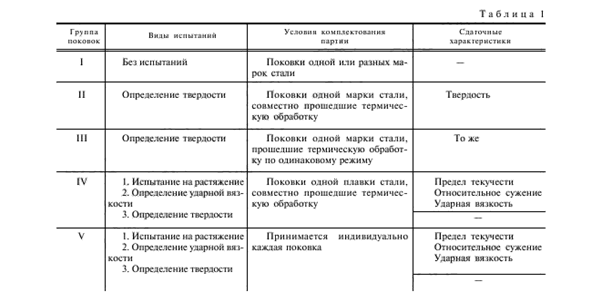
РАЗДЕЛ №1 ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОКОВКИ Пример выполнения раздела №1 приведен в приложении А. Лист №3 – чертеж поковки Пояснения к чертежу поковки полученной ГОШ: На чертеже поковки должны быть указаны: исходный индекс, класс точности, группа стали, степень сложности, а также группа поковки (можно не указывать), которую выбирает заказчик – устанавливает требования к виду испытаний (таблиц №1, ГОСТ8479)
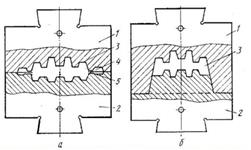
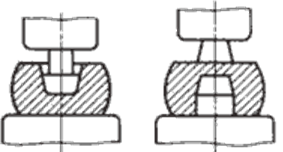
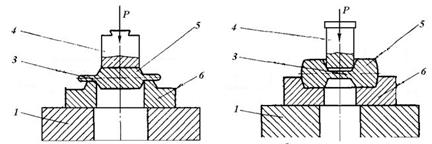
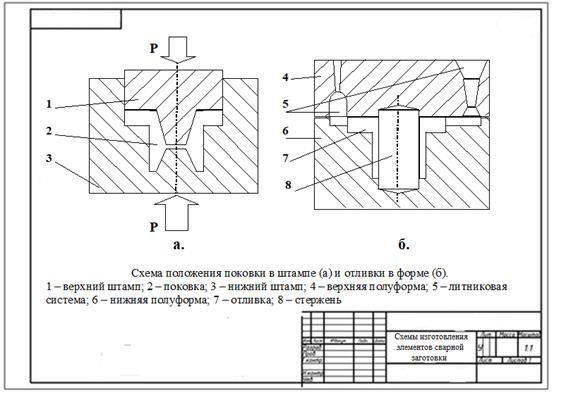
Готовую деталь на чертеже поковки показывают штрихпунктирной линией или сплошной тонкой линией, давая лишь необходимые контуры детали, наглядно показывающие наличие припуска на обработку. Изображение готовой детали следует давать преимущественно только один раз, не повторяя его в других проекциях поковки. На чертеже указываются только окончательные размеры поковки (размеры детали не указываются!) Окончательные размеры поковки определяются с учетом выбранных: - припусков на механическую обработку (только на поверхностях подлежащих механической обработке); - напусков; - штамповочных уклонов; - радиусов закруглений. Числовые значения определяются по соответствующим таблицам, которые представлены в учебном пособии! Справка по эскизам основных переходов. Положение поковки в открытом (а) и закрытом (б) штампе при ГОШ
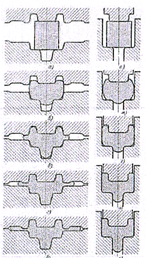
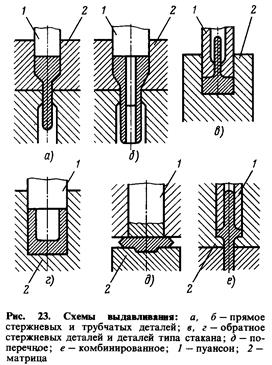
а б Последовательность деформирования заготовки в открытом штампе – а, в закрытом штампе - б ГОШ выдавливанием
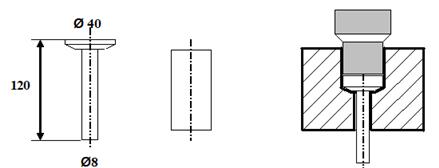
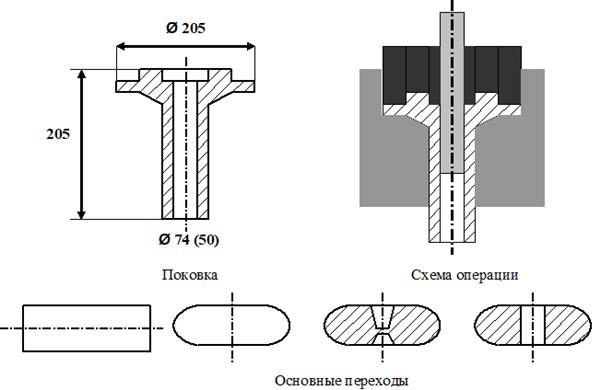
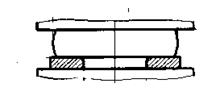
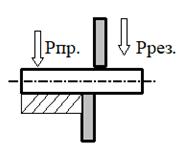
Поковка Заготовка Эскиз операции –прямое выдавливание
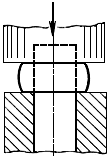
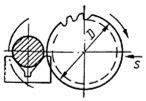
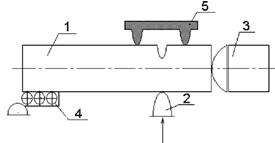
Штамповка на ГКМ
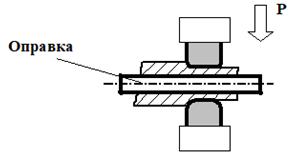
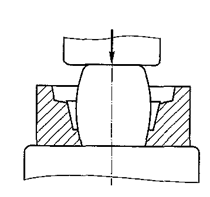
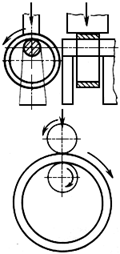
Схемы операций при ковке Осадка: Нзаг/ D заг < 2,5 Протяжка Протяжка с оправкой Прошивка отверстия Осадка заготовки в подкладном кольце.
Высадка Ковка в подкладном штампе Раскатка (Осадка части заготовки) Увеличение диаметра кольцевой заготовки при ее вращении на оправке за счет уменьшения толщины стенок путем последовательного воздействия инструмента
Заготовительные операции – отрезка заготовки заданной длины
Рубка Резка на пресс-ножницах (прутки диаметром до 300мм, ± 5,0 мм)
Отрезка механическими пилами Резка на хладноломах (± 3,0 мм). (дисковые или ленточные ± 1,5 мм).
Отделочные операции после ГОШ
Обрезка заусенцев Пробивка перемычки Пример выполнения раздела №2 приведен в приложении Б. Справка по эскизам литейных форм.
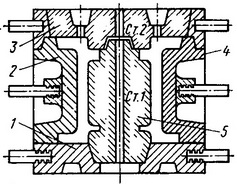
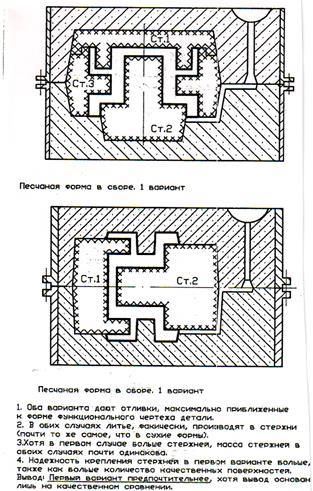
Кокиль с комбинированным разъемом (двумя горизонтальными и вертикальным):
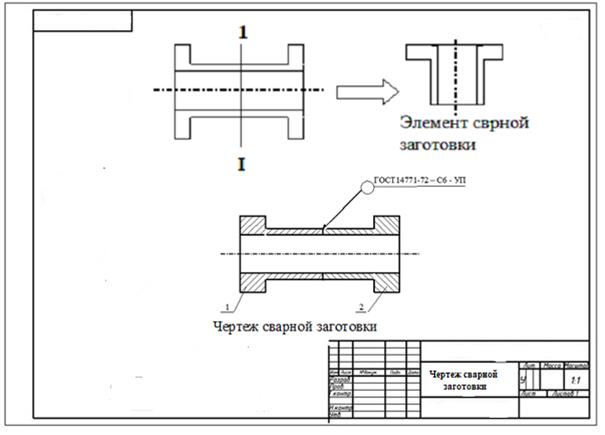
Лист №8 – Варианты расчленение детали на отдельные элементы и чертеж сварной заготовки
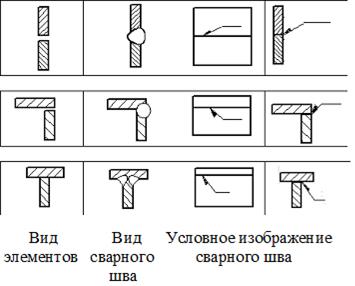
Справка по чертежу сварной заготовки. На чертеже сварные швы условно изображают: - видимые швы – сплошными основными линиями;
- невидимые швы – штриховыми линиями;
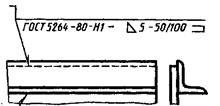
Обозначение шва сварного соединения проставляют над и под полкой линии-выноски, которую заканчивают односторонней стрелкой, указывающей месторасположения шва.
6 * 1 - 2 - 3 - 4 - 5 6
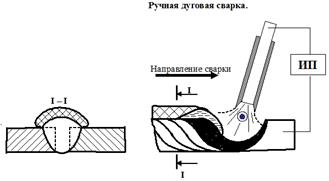
1 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений (далее указаны *) ГОСТ 5264-80 Ручная дуговая сварка ГОСТ 11533-Автоматическая дуговая сварка под флюсом ГОСТ 14771-76 Дуговая сварка в защитном газе ГОСТ 15878-79 Контактная сварка соединения сварные ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах соединения сварные ГОСТ 15164-78 Электрошлаковая сварка соединения сварные 2 – Буквенно-цифровое обозначение шва по стандарту * Пример условного обозначения шва при дуговой сварке в защитном газе.
3 – Условное обозначение способа сварки по стандарту*(указывать не обязательно) Для швов, выполненных ручной дуговой сваркой, буквенное обозначение метода сварки в обозначении не проставляют. В стандарте 11533 приняты следующие обозначения способов сварки: А - автоматическая дуговая сварка под флюсом; Ac - автоматическая дуговая сварка под флюсом на стальной подкладке; Апш - автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва; П - полуавтоматическая дуговая сварка под флюсом; Пс - полуавтоматическая дуговая сварка под флюсом на стальной подкладке; Ппш - полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва. В стандарте 14771-76 приняты следующие обозначения способов сварки: ИН - в инертных газах неплавящимся электродом без присадочного металла; ИНп - в инертных газах неплавящимся электродом с присадочным металлом; ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом; УП - в углекислом газе и его смеси с кислородом плавящимся электродом. . В стандарте приняты следующие обозначения способов электрошлаковой сварки: ШЭ - проволочным электродом; ШМ - плавящимся мундштуком; ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства. В стандарте 15878 приняты следующие обозначения способов контактной сварки: К т - точечная; К р - рельефная; K ш - шовная.
5 – прерывистый шов и шаг (50Z100 – длина шва 50мм шаг 100мм) - диаметр при КТС или ширина шва при КШС 6 – вспомогательные знаки
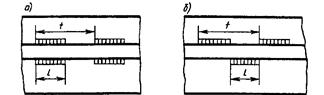
№ 1 —для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка / и шага t (l/t); №2 — для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров l Z t;
№ 3 — если требуется снять выпуклость с указанием (или без указания) шероховатости обработанной поверхности шва; № 4 — когда требуется наплывы и неровности шва обработать с плавным переходом к основному металлу; № 5 — когда требуется указать размер катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях); № 6* — при выполнении шва по замкнутой линии; № 7 — при выполнении шва по незамкнутой линии, если расположение шва ясно из чертежа; № 8* — когда сварку осуществляют при монтаже изделия
Лист №9 – схема изготовления элементов сварной заготовки (либо поковки, либо отливки – только один вариант)
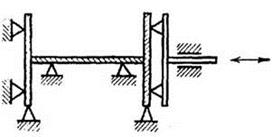
Лист №10 -Схеме сборки свариваемы элементов При сборке должно быть обеспечено точное взаимное расположение свариваемых элементов, как показано при сборке двутавровой балки.
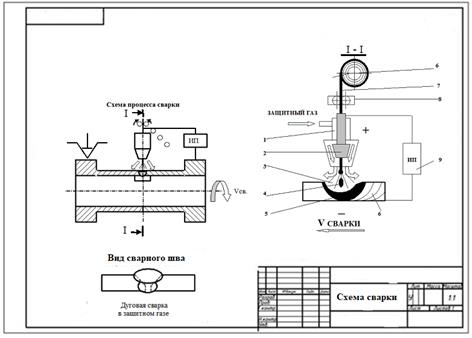
Лист №11 - Схема сварки с изображением сварного шва
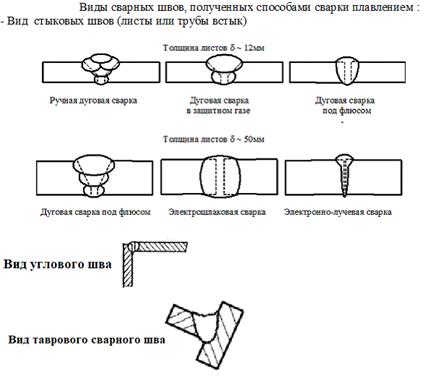
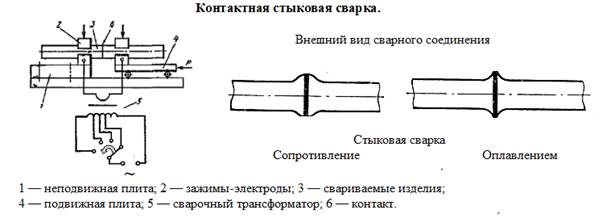
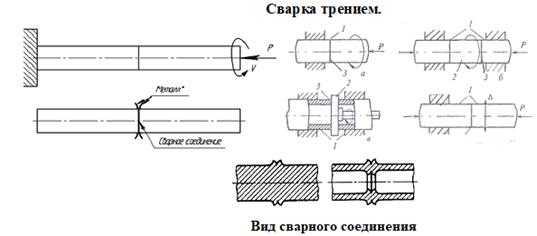
Справка по способам сварки
Схемы процессов сварки.
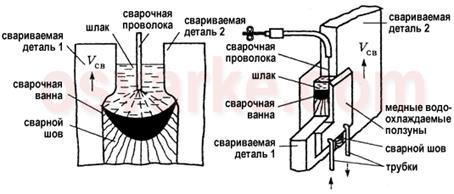
Электрошлаковая сварка. .
ПРИЛОЖЕНИЕ А ПРИМЕР ВЫПОЛНЕНИЯ РАЗДЕЛ №1 ДЗ «ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПОКОВКИ» Лист №1 Чертеж детали с исходными данными
Лист №2 Чертеж поковки.
I. Разработка чертежа поковки - определение размеров поковки (в соответствии с учебным пособием и по ГОСТ 7505-89).
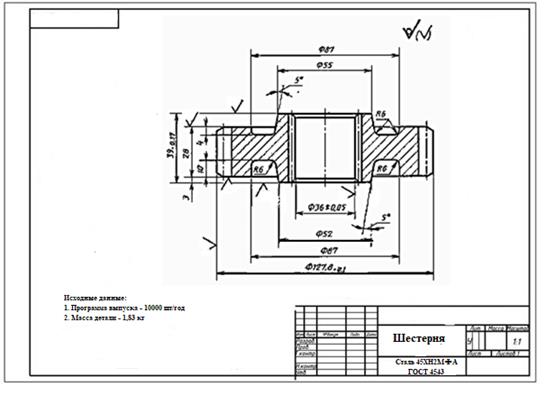
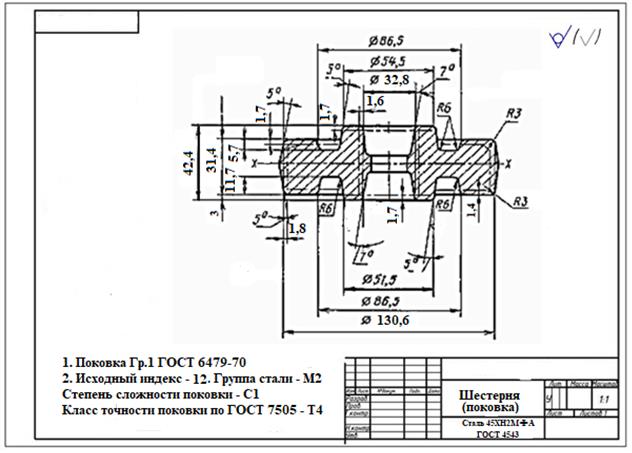
2.1. Масса поковки – 3,3 кг Gпок = Gдет х Кр = 1,83х1,8 = 3,29 ≈ 3,3 кг Gдет = Vдет х ρ Vдет – объем детали ρ = 7,8 г/см3 – плотность стали Кр = 1,8 (определяется по таблице 15, стр. 28, пособия). 2.2. Класс точности – Т4 (таблица 16, стр. 29 пособия) 2.3. Группа стали – М3 (таблица 14, стр. 28 пособия) Средняя масса углерода – 0,46%. Суммарная масса легирующих элементов 3,8 % (0,27%Si, 0,65% Mn. 0,95% Cr, 1,55% Ni, 0,25% Mo, 0,14% V) 2.4. Степень сложности – С1 (таблица 13, стр. 27 пособия) Размеры описывающей поковку фигуры (цилиндр), мм: Диаметр - 133,4 (127х1,05 = 133,35) Высота – 41 (39х1,05 = 40,95) (где 1,05 – коэффициент) Масса описываемой фигуры = 4,5кг. Gпок/Gфиг = 3,3/4,5 = 0,73 – свыше 0,63 2.5. Исходный индекс – 12 (таблица 17, стр. 30 пособия).
1,8 – диаметр 127 мм; 1,6 – диаметр 36 мм; 1,7 – толщина 39 мм; 1,7 – толщина 28 мм. Размеры поковки: диаметр 127 + 1,8х2 = 130,6 мм; диаметр 36 - 1,6х2 = 32,8 мм; толщина 39 + 1,7х2 = 42,4 мм; толщина 28 + 1,7х2 = 31,4 мм.
Величина радиусов закруглений внутренних углов принимается в 3-4 раза больше принятых для наружных радиусов – 2,0х3 = 6.0 мм (R6)
Штамповочные уклоны не должны превышать величин, установленных в таблице 18 ГОСТ 7505-89 На наружной поверхности – не более 5°, принимаем 5°: На внутренней поверхности – не более 7°, принимаем 7°. II. Определение КИМ по чертежу детали и поковки. КИМ = Gдет/Gпок Gпок = Gдет + Gпр + Gнап + Gукл
Gпр – масса припусков определяются произведением объема на плотность Gнап – масса напусков Gукл – масса уклонов III. Выбор основных кузнечных операций Последовательность изготовления поковки представлена ниже.
ПРИЛОЖЕНИЕ Б ПРИМЕР ВЫПОЛНЕНИЯ РАЗДЕЛ №2 ДЗ «ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ОТЛИВКИ» (для отливок, изготовленных в ПФ) Лист №1. Чертеж детали (приводится в начале ДЗ)
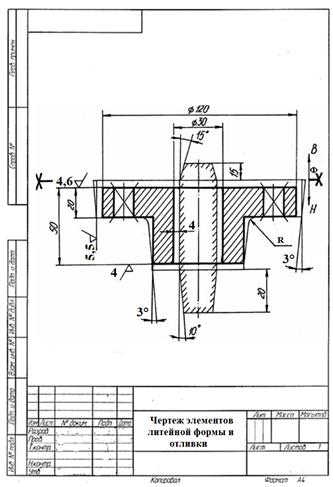
Лист №4 Чертеж элементов литейной формы и отливки
Лист №5 Чертеж отливки
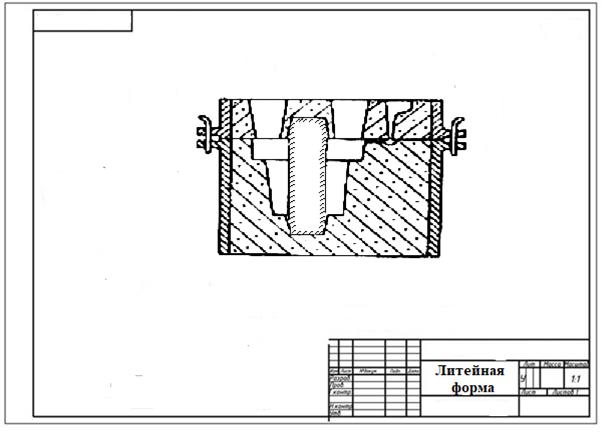
Лист №6 Чертеж литейной формы
3.1 Разъем модели и формы показывают на чертеже отрезком или ломанной штрихпунктирной линией, заканчивающейся символами –х. 3.2 Назначение напусков Отверстия диаметром 20 мм и менее, впадины, выемки, не выполняемые при литье, зачёркивают сплошными тонкими линиями - напуск. Вводим напуск – отверстие диаметром 10мм. Напуск удаляется последующей механической обработкой. 3.3 Назначение припусков на механическую обработку. (В соответствии с пособием или требованиями ГОСТ 53464-2009 Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку). Припуск на обработку (на сторону) назначают дифференциально на каждую обрабатываемую поверхность отливки с учетом допуска и ряда припусков. Для определения припуска на механическую обработку определяются: 1 этап – определяется по таблице №ПI.4 (стр.42-43, пособия) 10 класс точности. 3 ряд припуска. Порядок определения: класс точности отливки и ряд припуска определяем по таблице в зависимости от: - способа литья (первая колонка) – выбираем строчку «Литье в песчаные формы, отверждаемые вне контакта с оснасткой»; - габаритов – выбираем подстрочку; - материал – выбираем по столбцу. Определили диапазон: 7-13 класс точности 2-5 ряд припуска Меньшие значения – простые по форме и массовое производство. 2 этап – определяем допуск размеров по классу точности и номинальному размеру (таблица № П I.5, стр. пособия 43)
* припуск на верхние поверхности допускается увеличивать до значения, соответствующего следующему ряду. 3 этап – определяем припуск на сторону по допуску и ряду припуска (по таблице №П I.6, стр.44 пособия). На чертеже припуски изображают сплошной тонкой линией. Величину припуска на механическую обработку указывают цифрой перед знаком шероховатости поверхности детали или величиной уклона и линейными размерами 3.4 Для изготовления отверстия диаметром 30 мм применяем стержень, который изображается на чертеже сплошной тонкой линией, штриховка по контуру. Справка: Если стержней больше одного, то их обозначают буквами «ст.» и порядковыми номерами в соответствии с порядком установки стержней в форму, например, «ст. 3». 3,5 Назначение формовочных уклонов (предназначены для легкого извлечения модели или отливки из формы. β = f (способ изготовления, материал модели, высота поверхности, на которую наносят уклон) Формовочные уклоны на высоту 20мм и 30мм β =3°(2,66°) (по таблице №ПI.7, стр.45 пособия) Величина формовочного уклона зависит от высоты (Н, h) формообразующей поверхности, чем меньше высота, тем больший уклон. 3,6 Назначение радиусов закругления в местах сопряжения –предусмотрены на всех пересекающихся поверхностях
R = 1/3[(60-30)/2 + 20]/2 = 6,8мм, принимаем R=6мм
КИМ = Gдет/Gпок Gпок = Gдет + Gпр + Gнап + Gукл
Gпр – масса припусков определяются произведением объема на плотность Gнап – масса напусков Gукл – масса уклонов
Полученные на чертеже элементов литейной формы и отливки контуры отливки обводят жирной линией и проставляют все размеры. Тонкими линиями вычерчивается контур детали;
На графические изображения элементов литейной формы: полость формы и каналы литниковой системы не штрихуются. Прибыль (для стальных отливок, а также для чугунов ВЧ и КЧ) изображают сплошной тонкой линией. Для отливок из серого чугуна (СЧ) прибыли не применяются). ПРИЛОЖЕНИЕ С (для справки) ПЕРЕЧЕНЬ СТАНДАРТОВ ЕСКД (Единая система конструкторской документации) ГОСТ 2.001-93 ЕСКД. Общие положения
ПЕРЕЧЕНЬ СТАНДАРТОВ ЕСТД (Единая система технологической документации) ГОСТ 3.1001-81 Единая система технологической документации. Общие положения
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 294; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.015 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


































































































































 4 – знак 6 и размер катета согласно стандарту*
4 – знак 6 и размер катета согласно стандарту*


 Gдет – масса детали
Gдет – масса детали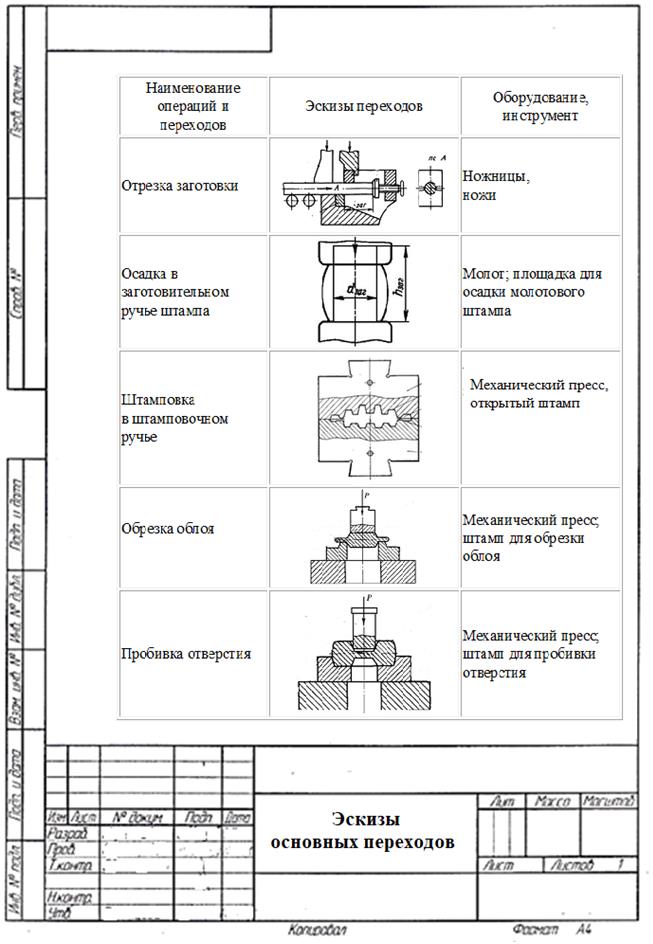


 4,0 4,6
4,0 4,6


 Gдет – масса детали
Gдет – масса детали


