Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
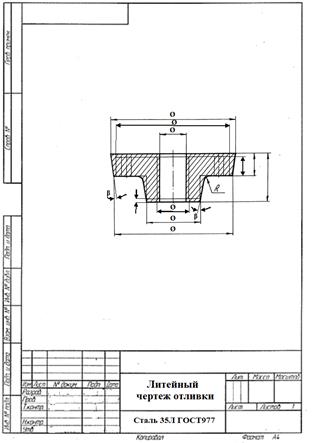
Лист №6 – Литейный чертеж отливкиСодержание книги Поиск на нашем сайте
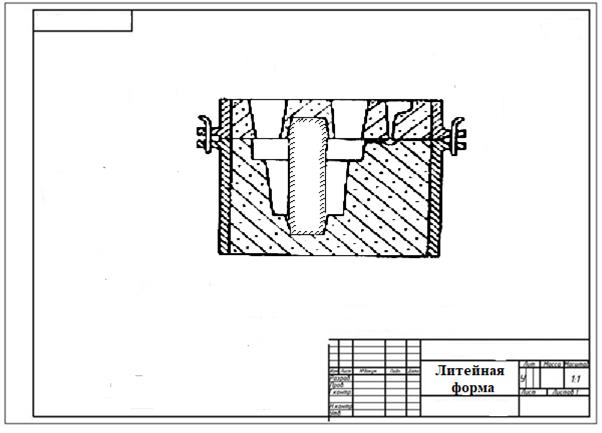
Лист №7 – чертеж литейной формы\
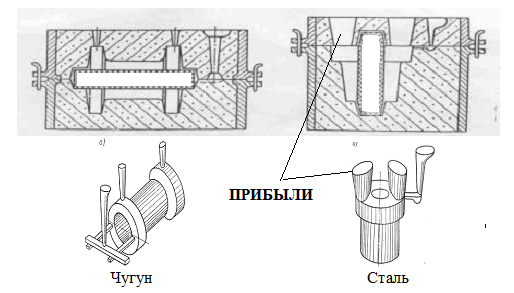
Справка по литейной форме: На графическом изображении элементов литейной формы полость формы и каналы литниковой системы не штрихуются. Стержни штрихуются по контуру. В литейной форме при изготовлении стальных отливок должны быть предусмотрены прибыли, которые изображают сплошной тонкой линией, которую допускается выполнять красным цветом. Для отливок из серого чугуна (СЧ) прибыли не применяются)
На чертеже литейной формы необходимо показать литниковую систему. Выбор системы каналов подвода расплава в рабочую полость формы (литниковую систему) должен производиться с учетом следующих требований. Расплав должен поступать в форму:
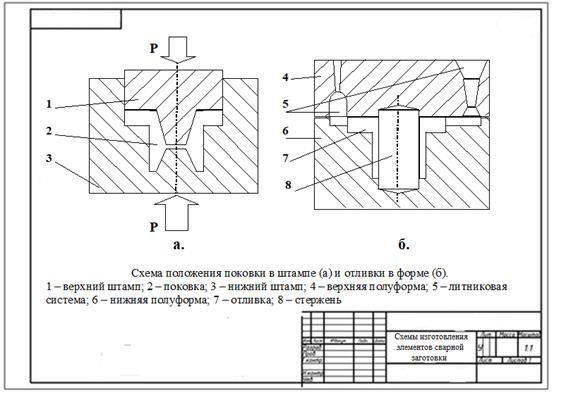
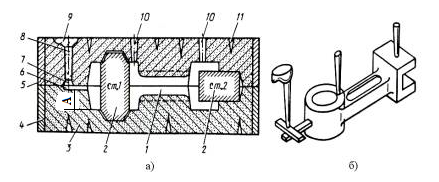
Наиболее простая и широко применяемая система подвода расплава в рабочую полость формы - по разъему формы (высота падения металла не должна быть больше А < 200мм – нет заметных разрушений дна формы и нет существенного разбрызгивания при падении металла). Разбрызгивание (падение на дно и зеркало металла) – капли, попадая на стенки затвердевают и несплавляются с металлом отливки. Эскизы литейной формы с системой подвода металла (литниковой системой) по разъему (а) и готовой чугунной отливки (б). 1 - рабочая полость формы (отливка); 2 – стержни; 3 – литейная форма;4 – нижняя опока; 5 – верхняя опока; 6 – питатель (по разъему формы); 7 – шлакоуловитель; 8 – стояк; 9 – литниковая чаша; 10 – выпар; 11 – наколы (для улучшения газопроницаемости формы)
Справка по эскизам литейных форм.
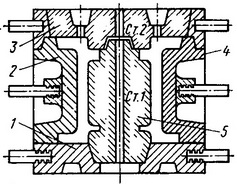
Кокиль с комбинированным разъемом (двумя горизонтальными и вертикальным):
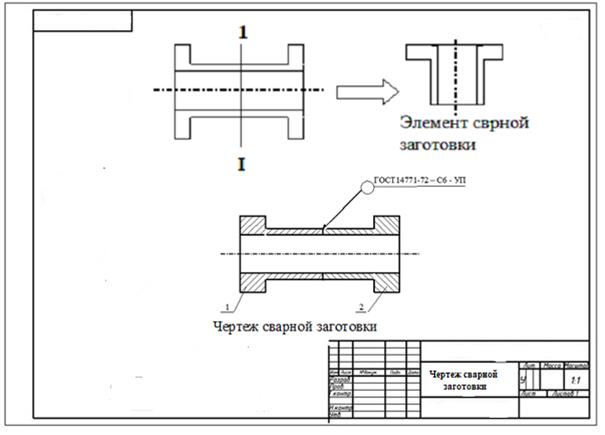
РАЗДЕЛ №3 КОМПЛЕКСНАЯ ТЕХНОЛОГИЯ Раздел №3 выполняется только в эскизах! Лист №8 – Варианты расчленение детали на отдельные элементы и чертеж сварной заготовки
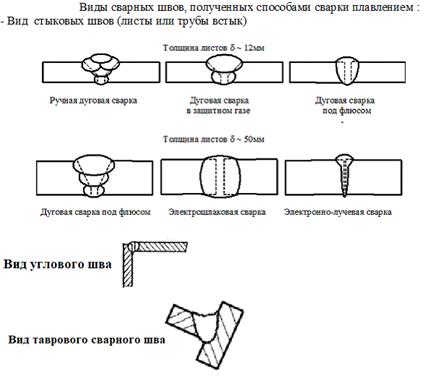
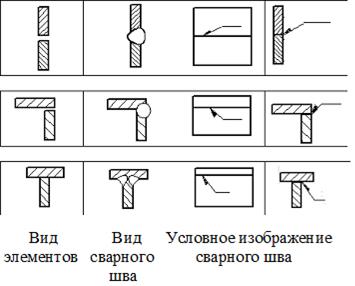
Справка по чертежу сварной заготовки. На чертеже сварные швы условно изображают: - видимые швы – сплошными основными линиями;
- невидимые швы – штриховыми линиями;
Обозначение шва сварного соединения проставляют над и под полкой линии-выноски, которую заканчивают односторонней стрелкой, указывающей месторасположения шва.
6 * 1 - 2 - 3 - 4 - 5 6
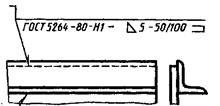
1 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений (далее указаны *) ГОСТ 5264-80 Ручная дуговая сварка ГОСТ 11533-Автоматическая дуговая сварка под флюсом ГОСТ 14771-76 Дуговая сварка в защитном газе ГОСТ 15878-79 Контактная сварка соединения сварные ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах соединения сварные ГОСТ 15164-78 Электрошлаковая сварка соединения сварные 2 – Буквенно-цифровое обозначение шва по стандарту * Пример условного обозначения шва при дуговой сварке в защитном газе.
3 – Условное обозначение способа сварки по стандарту*(указывать не обязательно) Для швов, выполненных ручной дуговой сваркой, буквенное обозначение метода сварки в обозначении не проставляют. В стандарте 11533 приняты следующие обозначения способов сварки: А - автоматическая дуговая сварка под флюсом; Ac - автоматическая дуговая сварка под флюсом на стальной подкладке; Апш - автоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва; П - полуавтоматическая дуговая сварка под флюсом; Пс - полуавтоматическая дуговая сварка под флюсом на стальной подкладке; Ппш - полуавтоматическая дуговая сварка под флюсом с предварительным наложением подварочного шва. В стандарте 14771-76 приняты следующие обозначения способов сварки: ИН - в инертных газах неплавящимся электродом без присадочного металла; ИНп - в инертных газах неплавящимся электродом с присадочным металлом; ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом; УП - в углекислом газе и его смеси с кислородом плавящимся электродом. . В стандарте приняты следующие обозначения способов электрошлаковой сварки: ШЭ - проволочным электродом; ШМ - плавящимся мундштуком; ШП - электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства. В стандарте 15878 приняты следующие обозначения способов контактной сварки: К т - точечная; К р - рельефная; K ш - шовная.
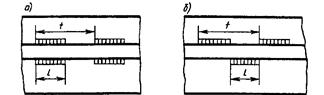
5 – прерывистый шов и шаг (50Z100 – длина шва 50мм шаг 100мм) - диаметр при КТС или ширина шва при КШС 6 – вспомогательные знаки
№ 1 —для прерывистого шва с цепным расположением провариваемых участков с указанием длины участка / и шага t (l/t); №2 — для прерывистого шва с шахматным расположением провариваемых участков с указанием размеров l Z t;
№ 3 — если требуется снять выпуклость с указанием (или без указания) шероховатости обработанной поверхности шва; № 4 — когда требуется наплывы и неровности шва обработать с плавным переходом к основному металлу; № 5 — когда требуется указать размер катета поперечного сечения шва (в нахлесточном, угловом и тавровом соединениях); № 6* — при выполнении шва по замкнутой линии; № 7 — при выполнении шва по незамкнутой линии, если расположение шва ясно из чертежа; № 8* — когда сварку осуществляют при монтаже изделия
Лист №9 – схема изготовления элементов сварной заготовки (либо поковки, либо отливки – только один вариант)
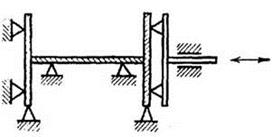
Лист №10 -Схеме сборки свариваемы элементов При сборке должно быть обеспечено точное взаимное расположение свариваемых элементов, как показано при сборке двутавровой балки.
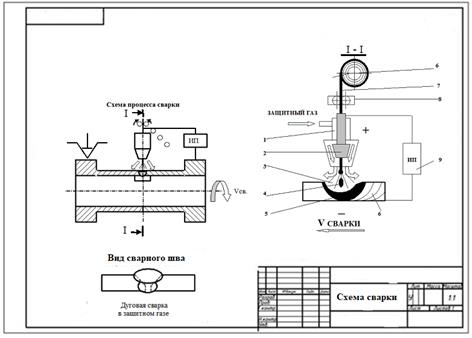
Лист №11 - Схема сварки с изображением сварного шва
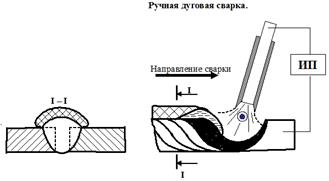
Справка по способам сварки
Схемы процессов сварки.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 240; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.15 (0.012 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||































































































































 4 – знак 6 и размер катета согласно стандарту*
4 – знак 6 и размер катета согласно стандарту*