Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
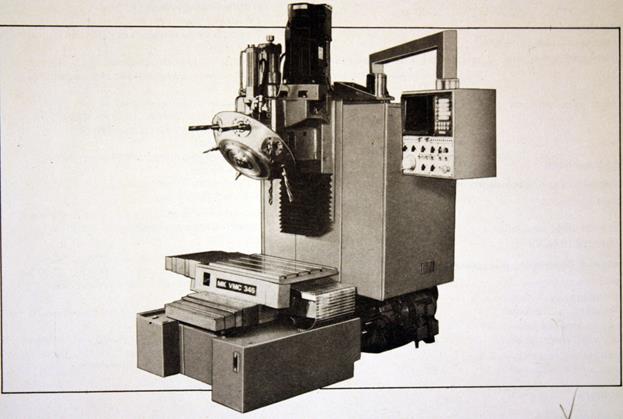
Виды инструментальных магазинов станков с чпу обрабатывающих центров.
1. Револьверные головки: - с вертикальной осью поворота - с горизонтальной осью поворота
Объем: 6-12шт. инструментов. Редко 15шт.
2. Магазин барабанного типа: (Диск большого Ø2-2,5м. На периферии его крепится диск)Объем: 30-40шт.
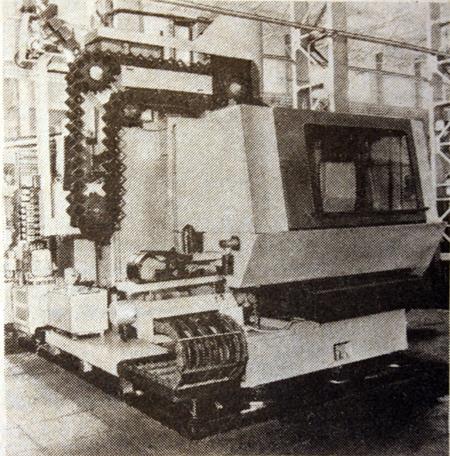
3. Магазины элеваторного типа: (на базе цепных передач)
Объем: 100-200 и более инструментов
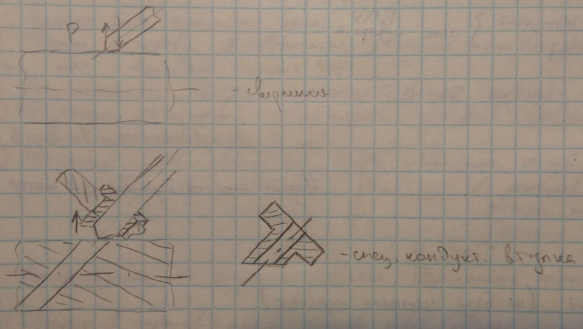
4. Другие конструкции магазинных инструментов:
Для съемных инструментов предусмотрено автооператор*
* - это автоматическое, неперепрограммируемое устройство.
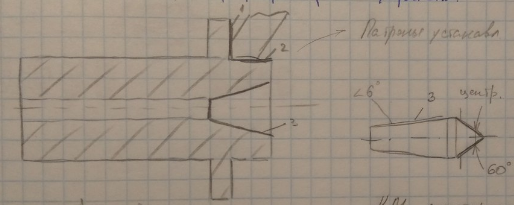
1,2,3 – обрабатываемые поверхности 3 – конус морзе(КМ)
КМ – самотормозящий, т.е. чтобы вытащить его, его придется выбивать. Конусность 7/24 и угол этот не самотормозящий для станков с ЧПУ.
В станках с ЧПУ кондукторная втулка не применяется!
III перехода: Сверло большого Ø, которое с уменьшенным вылетом.
I – фреза короткая II – сверление короткое III – сверление длинное
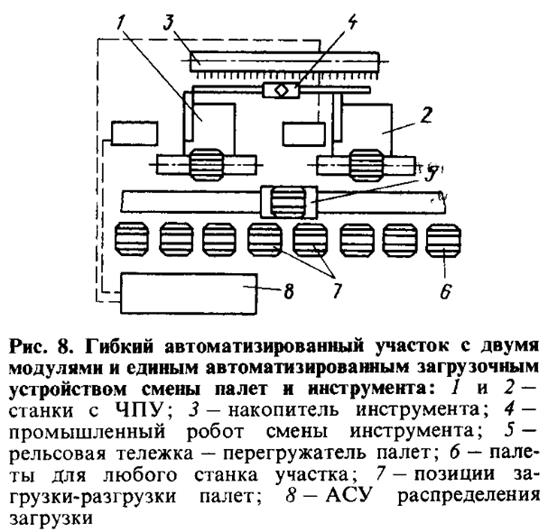
Накопители заготовок:
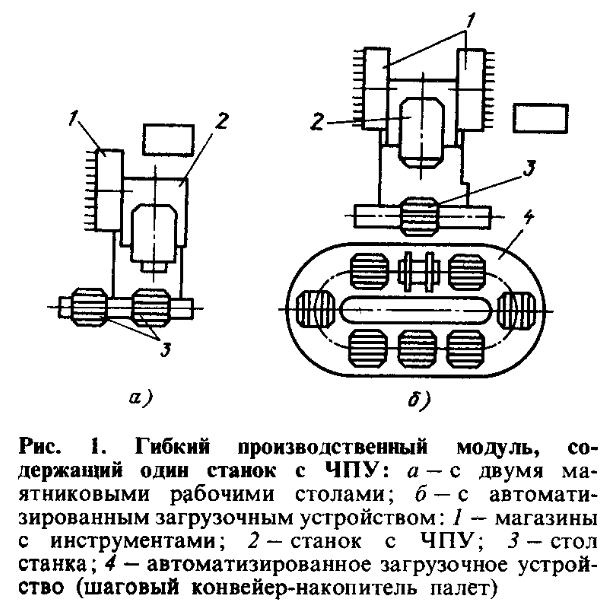
I. Маятниковый стол II. Поворотный стол III. Тактовый стол IV. Веярный V. Тумбы и стенды с паллетами расположенные в 1 ряд, а могут быть в 2 ряда.
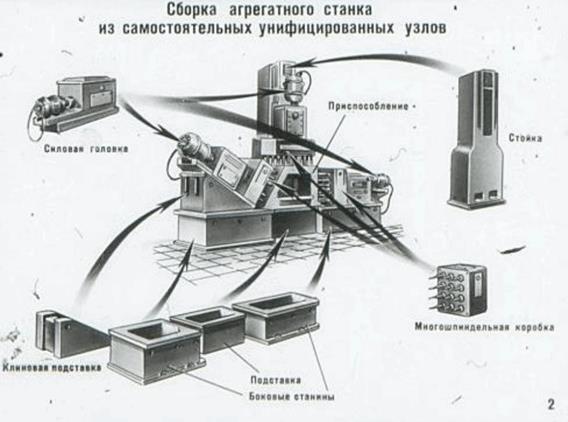
Агрегатные станки.
- это станок, который состоит из отдельных элементов (агрегатов), которые кинематически не связаны друг с другом. Широкое применение в крупносерийном и массовом производствах, а так же в среднесерийном пр-ве.
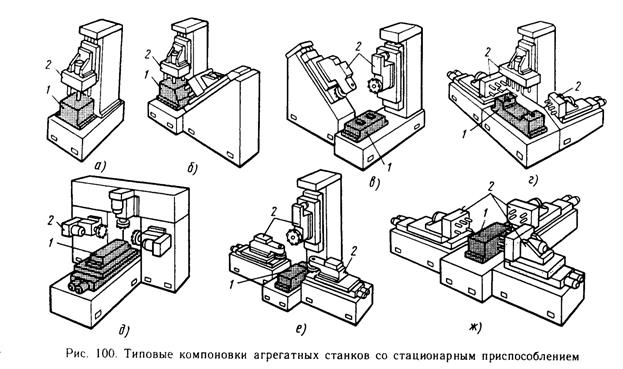
Типовые компоновки: - однопозиционные - многопозиционные
Агрегатные станки продольного типа с горизонтальной осью поворота барабана:
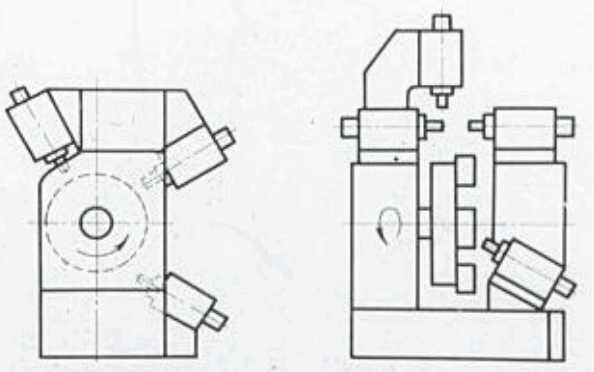
Виды направлений:
I. (фото) (на сквозное отверстие) 1. Переднее направление 2. Заготовка 3. Шпиндель с инструментом
II. (фото) (сквозное отверстие) 1. Переднее направление 2. Заготовка 3. Шпиндель с инструментом
*В I и II инструмент и шпиндель соединении жестко. III. (фото) (двойное переднее направление) 4. Инструмент 5. Шарнир
IV. (фото) (Передне-заднее направление) *Для III и IV обязательное наличие шарнира.
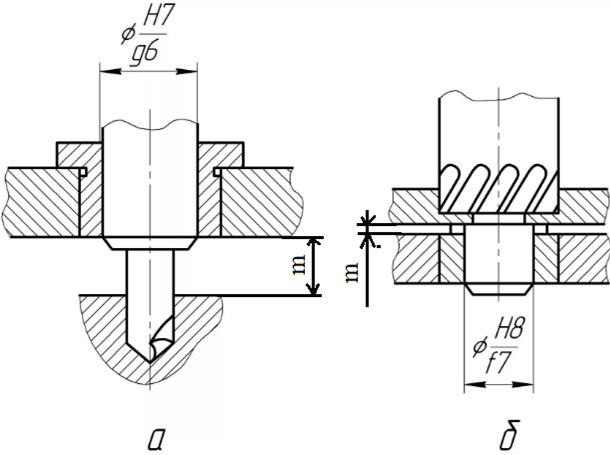
Расстояние от кондукторной втулки до отверстия (0,3 – 1)D
При сверлении чугуна и других хрупких материалов принимают m=(0.3…0,5)d; при сверлении стали и других вязких материалов m=d; при зенкеровании m≤d, где d – диаметр инструмента. От значения величины “m” зависит точность положения оси просверленного отверстия.
Важно: 1. Метчик устанавливается без кондукторной втулки для самоцентрирования 2. S = шагу резьбы кондукторной втулки или пружинного патрона.
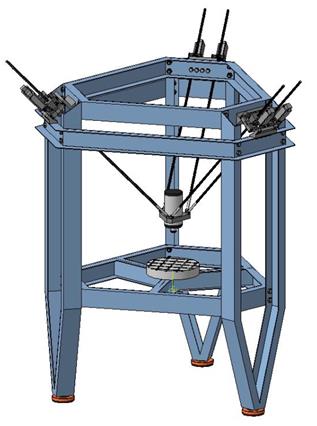
Гексаподы. (ФОТО)
1. Опоры 2. Стержни переменной длинны 3. Гайка, вмонтирована в сферический шарнир 9., который вмонтирован в платформу 8. 4. Шпиндель 5. Инструментальная головка 6. Подставка для заготовки 7. Инструмент
При вращении гаек 3, изменяется длинна стержней.
«Групповая технология» в ГАП. Производится в массовом/крупносерийном производстве выше на порядок чем в мелкосерийном/среднесерийном производстве. Себестоимость уменьшается в 5-7 раз в крупносерийном/массовом производстве.
Используется принцип дифференциации операции, т.е. технологический процесс делится на значительное количество простых технологических операциях. В мелкосерийном/среднесерийном производстве используется принцип «концентрации операции», т.е. используются универсальные станки.
Специализированные станки поддаются перенастройке, но в определенных пределах. Универсальные станки используются в мелкосерийном производстве.
|
|||||
|
|
Последнее изменение этой страницы: 2021-05-11; просмотров: 204; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.136.97.64 (0.009 с.) |