Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Гап – состоит из двух главных компонентов:Стр 1 из 4Следующая ⇒
ТО ГАП (Курс лекций по гибким автоматизированным системам)
· Чтобы в крупносерийном производстве станки были загружены до «max» устанавливают «переменную поточную линию». · Производительность в массовом и крупносерийном производстве на порядок(=10) выше, чем в мелкосерийном производстве, а себестоимость продукции ниже 5-7 раз. · По объёму выпуска массовое и крупносерийное производства составляет 15 - 20%, а остальные 80 - 85%.
Станки с ЧПУ – более высокое производительность (1952год – первые сведения о станке с ЧПУ в СССР). Развитие ГАП происходило в три этапа: 1. В 1955 году появились станки с программным управлением – первый компонент ГАП. 2. В 1962 году появились промышленные роботы. 3. В 1965 году появилась первая ГПС, В 1981 году появилось второе поколение ГПС с управлением от ЭВМ, автоматизированными складами, транспортом, системой контроля и системой диагностики. Полуавтомат – т.е. вся операция выполняется станком, а загрузка и разгрузка заготовки выполняет работник. Производительность станка с ЧПУ в 5-6 раз выше.
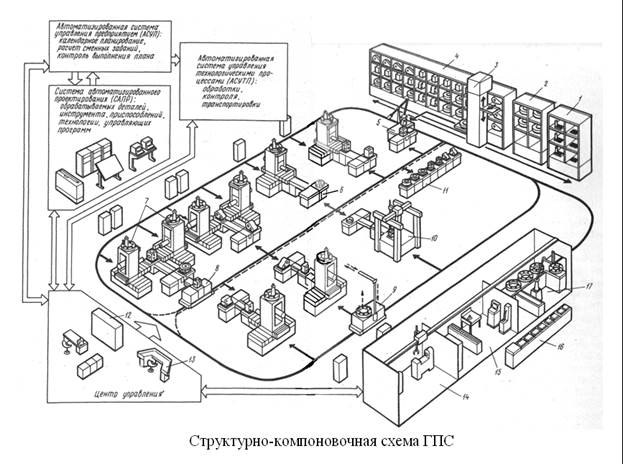
Повышение производительности труда: · Создание обрабатывающих центров на базе фрезерных и расточных станков. (1970-1980 годы) · Создание обрабатывающих центров на базе токарных станков. Т.е. станок помимо токарной работы, может выполнять фрезерные работы (пазы, лыски и т.д.). · Создание гибких производственных систем (ГПС) или (FMS). Т.е. это участки состоящие сплошь из станков с ЧПУ и обрабатывающих центров объединённых общей системы управления, транспортирования, складирования.
Составные элементы ГПС (на бызе участка ГАУ) 1) Металлорежущее оборудование: - станки с ЧПУ.
- обрабатывающие центра. Измерительное оборудование: - КИМ (контрольное измерительная машина).
Рис.1. Продольно-фрезерный станок Продольно-фрезерные станки(одностоечные и двухстоечные) предназначены для обработки крупногабаритных деталей в основном торцовыми фрезами (рис.1). По горизонтальным направляющим станины-1 перемещается стол-2, а шпиндельные головки-3 перемещаются по стойкам-4 портала, связанного балкой-5, или по направляющим поперечины-6, которая перемещается по направляющим портала.
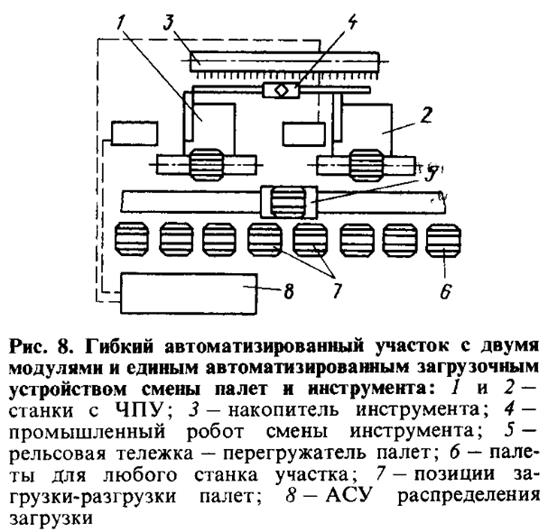
2) Устройства автоматически загрузки/выгрузки заготовок: - Промышленные роботы, они применяются в основном для тел вращения (валы, шестерни…). - Иные устройства для автоматически загрузки/выгрузки заготовок (паллета). 3) Устройство автоматизированные транспортирования: Автоматизированные тележки (RoboCAR для тел вращение и простые тележки). 4) Автоматизированные склады: 5) Рабочие места рабочих, которые загружают паллеты и кассеты(подносы)
· Жесткая автоматизация характерна для массового и крупносерийного производства, за счёт специальных конструкций, которые невозможно перенастроить или регулировать. Как правила при смене производства всё уйдёт в металлом т.к. станки специальные. · Гибкая автоматизация(ГАП) – т.е. автоматизированное производство, а при смене объекта производства возможна перенастройка станка.
Накопители заготовок:
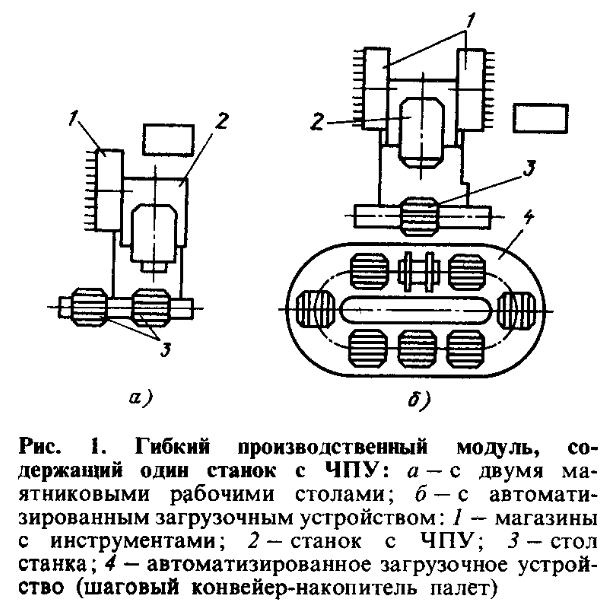
I. Маятниковый стол II. Поворотный стол III. Тактовый стол IV. Веярный V. Тумбы и стенды с паллетами расположенные в 1 ряд, а могут быть в 2 ряда.
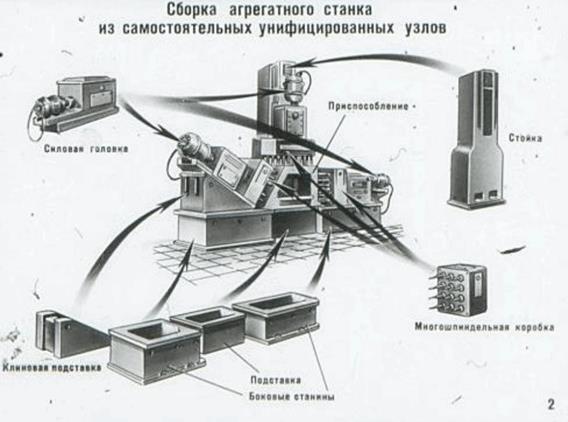
Агрегатные станки.
- это станок, который состоит из отдельных элементов (агрегатов), которые кинематически не связаны друг с другом. Широкое применение в крупносерийном и массовом производствах, а так же в среднесерийном пр-ве.
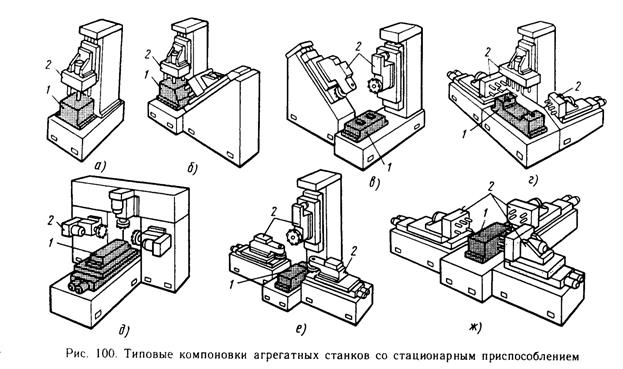
Типовые компоновки: - однопозиционные - многопозиционные
Агрегатные станки продольного типа с горизонтальной осью поворота барабана:
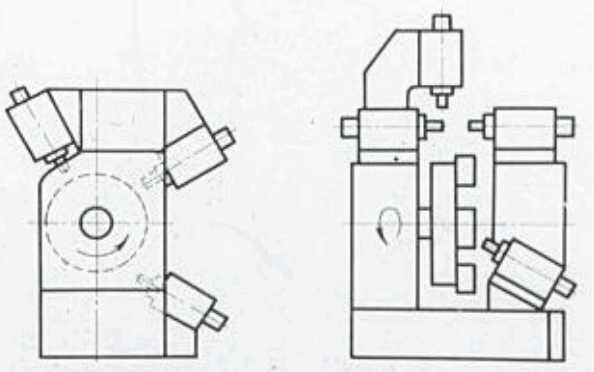
Виды направлений:
I. (фото) (на сквозное отверстие) 1. Переднее направление 2. Заготовка 3. Шпиндель с инструментом
II. (фото) (сквозное отверстие) 1. Переднее направление 2. Заготовка 3. Шпиндель с инструментом
*В I и II инструмент и шпиндель соединении жестко. III. (фото) (двойное переднее направление) 4. Инструмент 5. Шарнир
IV. (фото) (Передне-заднее направление) *Для III и IV обязательное наличие шарнира.
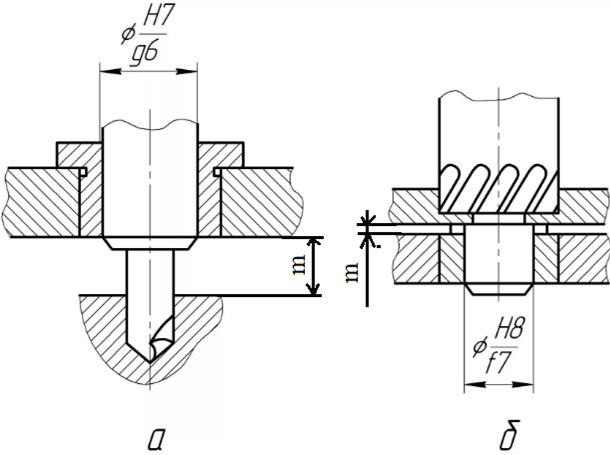
Расстояние от кондукторной втулки до отверстия (0,3 – 1)D При сверлении чугуна и других хрупких материалов принимают m=(0.3…0,5)d; при сверлении стали и других вязких материалов m=d; при зенкеровании m≤d, где d – диаметр инструмента. От значения величины “m” зависит точность положения оси просверленного отверстия.
Важно: 1. Метчик устанавливается без кондукторной втулки для самоцентрирования 2. S = шагу резьбы кондукторной втулки или пружинного патрона.
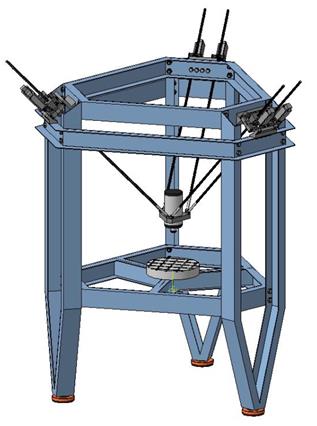
Гексаподы. (ФОТО)
1. Опоры 2. Стержни переменной длинны 3. Гайка, вмонтирована в сферический шарнир 9., который вмонтирован в платформу 8. 4. Шпиндель 5. Инструментальная головка 6. Подставка для заготовки 7. Инструмент
При вращении гаек 3, изменяется длинна стержней.
«Групповая технология» в ГАП. Производится в массовом/крупносерийном производстве выше на порядок чем в мелкосерийном/среднесерийном производстве. Себестоимость уменьшается в 5-7 раз в крупносерийном/массовом производстве.
Используется принцип дифференциации операции, т.е. технологический процесс делится на значительное количество простых технологических операциях. В мелкосерийном/среднесерийном производстве используется принцип «концентрации операции», т.е. используются универсальные станки.
Специализированные станки поддаются перенастройке, но в определенных пределах. Универсальные станки используются в мелкосерийном производстве.
Технологический код. ХХХХХХ.ХХХХХХХХ 1 2 3 4 5 6 7 8 9 10 11 12 13 14
1-6 – Постоянная часть. Кодируется основные технологические признаки. 7-14 – Переменная часть. Кодируется дополнительными технологическими признаками, характеризующие деталь по методу ее изготовления.
ХХХХХХ. 1 2 3 4 5 6
1,2,3 – размерная характеристика 4,5 – группа материала 6 – вид детали по технологическому методу изготовления
Размерная характеристика Детали по признаку «размерная характеристика» кодируют тремя знаками кода по табл.01 (классификатор ЕСКД)
(табл.1) Тела вращения с центрирующим отверстием (если есть)
(табл.2) Детали типа параллепипеда
(табл.3) Для деталей изогнутых из листов Характеристика (группы) материала Код гр. Материала:
01…97
Сталь 45 код: 04 Сталь У8А код: 08 Чугуны код: 31…32
Вид детали по техническому методу изготовления (по виду обработки)
1 – литье 2 – ковкой и объемной штамповкой 3 – листовой штамповкой 4 – детали, обрабатываемые резанием 5 – термическая обработка 6 – формообразование из полимерных материалов и резины 7 – с покрытием 8 – электрофизикохимические 9 – порошковой металлургией
Требования к «схваты»: 1. Правильность базирования заготовки
2. Надежность захвата и удержания заготовки 3. Универсальность 4. Гибкость 5. Малые габариты 6. Прочность Захватные устройства состоят из 3х элементов: 1. Привод 2. Передаточный механизм 3. Захватный элемент (пальцы, губки) Приводы бывают: · Пружинные · Пневматические · Гидравлические электромеханические · Электромагнитные · Магнитные · Вакуумные Применяются для конкретных ситуаций.
Передаточный механизм: (фото из спр. Техн. Машиностр. Гл. Промышл.роботы)
По типу захвата, захватные устройства бывают: 1. Механиеческие 2. Магнитные 3. Вакуумные 4. С эластичными камерами
ТО ГАП (Курс лекций по гибким автоматизированным системам)
· Чтобы в крупносерийном производстве станки были загружены до «max» устанавливают «переменную поточную линию». · Производительность в массовом и крупносерийном производстве на порядок(=10) выше, чем в мелкосерийном производстве, а себестоимость продукции ниже 5-7 раз. · По объёму выпуска массовое и крупносерийное производства составляет 15 - 20%, а остальные 80 - 85%.
Станки с ЧПУ – более высокое производительность (1952год – первые сведения о станке с ЧПУ в СССР). Развитие ГАП происходило в три этапа: 1. В 1955 году появились станки с программным управлением – первый компонент ГАП. 2. В 1962 году появились промышленные роботы. 3. В 1965 году появилась первая ГПС, В 1981 году появилось второе поколение ГПС с управлением от ЭВМ, автоматизированными складами, транспортом, системой контроля и системой диагностики. Полуавтомат – т.е. вся операция выполняется станком, а загрузка и разгрузка заготовки выполняет работник. Производительность станка с ЧПУ в 5-6 раз выше.
Повышение производительности труда: · Создание обрабатывающих центров на базе фрезерных и расточных станков. (1970-1980 годы)
· Создание обрабатывающих центров на базе токарных станков. Т.е. станок помимо токарной работы, может выполнять фрезерные работы (пазы, лыски и т.д.). · Создание гибких производственных систем (ГПС) или (FMS). Т.е. это участки состоящие сплошь из станков с ЧПУ и обрабатывающих центров объединённых общей системы управления, транспортирования, складирования.
ГАП – состоит из двух главных компонентов: 1) Техническое подготовка производства с помощью компьютерных технологий. - Конструкторская подготовка производства. - Технологическая подготовка производства. - Оперативная управления.
2) Гибкое производственная система. - ГОСТ 26228-90 «Системы производственные гибкие. Термины и определения, номенклатура показателей» - Гибкая производственная система(ГПС) – это управляемая средствами вычислительной техники совокупность технологического оборудования, состоящего из разных сочетаний гибких производственных модулей и (или) гибких производственных ячеек, автоматизированной системы технологической подготовки производства и системы обеспечения функционирования, обладающая свойством автоматизированной переналадки при изменении программы производства изделий, разновидности которых ограничены технологическими возможностями оборудования.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-11; просмотров: 126; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.142.146 (0.096 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||

 тыс. штук в год (оборудование загружаются под завязку).
Автоматы/полуавтоматы.
тыс. штук в год (оборудование загружаются под завязку).
Автоматы/полуавтоматы.

 тыс. штук в год (оборудование недогружаются).
Автоматы/полуавтоматы.
тыс. штук в год (оборудование недогружаются).
Автоматы/полуавтоматы.