Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Кнопки направлений осей и индикаторные лампыСодержание книги
Поиск на нашем сайте
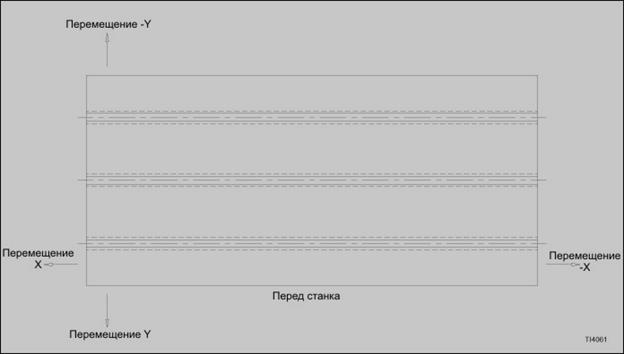
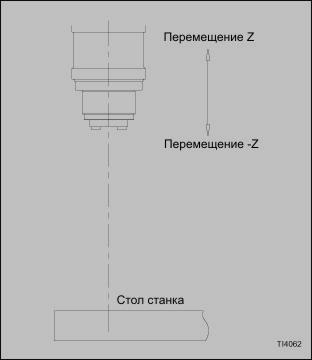
Кнопки оси Х, Y, Z и 4-й оси используются, чтобы позволить ручное перемещение осей в режиме ручного перемещения (Jog). Кнопки осей Х, Z и Z также используются вместе с переключателем Jog Feedrate (скорость подачи ручного перемещения). X axis (ось Х) Перемещение стола налево или направо, если смотреть с передней части станка. Нажатие одной из кнопок направления Х вызывает перемещение стола в соответствующем направлении. Обратитесь к рисунку 1.3 для получения направления движения стола. Y axis (ось Y) Перемещение стола к или от оператора, если смотреть с передней части станка. Нажатие одной из кнопок направления Y вызывает перемещение стола в соответствующем направлении. Обратитесь к рисунку 1.3 для получения направления движения стола. Z axis (ось Z) Относится к головке, которая содержит шпиндель станка. Головка перемещается к или от стола станка по вертикальной оси. Нажатие одной из кнопок направления Z вызывает перемещение головки в соответствующем направлении. Обратитесь к рисунку 1.4 для получения направления движения головки. 4th axis (4-я ось) (опция) Относится к опционному вращательному столу. Индикаторные лампы Индикаторная лампа загорается, когда соответствующая ось находится в исходной позиции.
Рисунок 1.3 – Перемещение стола Х и Y
Рисунок 1.4 – Перемещение оси Z (головка) Разнородные функции кнопок Rapid (быстро) - Предупреждение - При ручном перемещении осей станка убедитесь, что не существует интерференции между креплениями, шпинделем, инструментарием или изделием. Эта кнопка позволяет оператору станка активировать режим ручного быстрого перемещения. Активация этой кнопки с режимом ручного перемещения (Jog) и нажатие одной из кнопок направления оси вызывает перемещение выбранной оси на скорости быстрого ручного перемещения. Переключатель Rapid override (коррекция быстрого перемещения) может использоваться, чтобы отрегулировать скорость быстрого перемещения. Обратитесь к разделу Режим ручного перемещения, глава 3. М01 (опционная остановка) - Предупреждение - Обязанностью программиста детали является программирование М03, М04, М13 или М14 для перезапуска шпинделя и охлаждения, когда выполнение программы возобновляется после опционной остановки. Эта кнопка позволяет оператору активировать или деактивировать режим опционной остановки. Эта функция вызывает остановку устройства управления программы детали ПОСЛЕ выполнения активного блока, который содержит код М01. Код М1 игнорируется, когда опционная остановка не активна. Эта функция может быть активирована до или во время выполнения блока, содержащего код М01. Индикаторная лампа загорается, когда опционная остановка активна. Когда считывается блок, содержащий код М01, и эта функция активна, происходит следующее: Блок выполняется. Движение суппорта и шпинделя останавливается. Насос охлаждения выключается и включается остановка подачи. Чтобы возобновить выполнение программы, нажмите кнопку Cycle Start. Лампа кнопки Feed Hold (остановка подачи) погаснет. BDT (пропуск блока) Эта кнопка позволяет оператору активировать или деактивировать режим пропуска блока. Когда этот режим активен, устройство управления будет игнорировать любые блоки данных, которым предшествует знак "/". Индикаторная лампа загорается, когда активен пропуск блока.
SBK (Одиночный (поблочный)) Эта кнопка позволяет оператору активировать возможность выполнять один блок данных каждый раз, когда нажимается кнопка Cycle Start. Индикаторная лампа загорается, когда поблочный режим активен. MLK (блокировка станка) - Замечание - Этот режим должен быть отключен для нормальной работы станка. Эта кнопка позволяет оператору активировать или деактивировать режим блокировки станка. Когда этот режим активен, все движение осей и шпинделя запрещается. Функции М, S и Т также запрещены. Индикаторная лампа загорается, когда активна блокировка станка. Обратитесь к главе 3 для получения информации по использованию блокировки станка. ZMLK (блокировка станка оси Z) Эта кнопка позволяет оператору отключать все движение оси Z. Когда блокировка оси Z станка отключена, движение оси Z будет происходить так, как запрограммировано. Когда она активна, движение оси Z запрещено. При выполнение программы детали вся остальная активность станка будет происходить как запрограммировано. Эта кнопка загорается, когда блокировка оси Z станка активна. Обратитесь к главе 3 для получения информации по использованию блокировка оси Z станка. DRN (холостой ход) - Замечание - Этот режим должен быть отключен для нормальной работы станка. Эта кнопка позволяет оператору активировать или деактивировать режим холостого хода (DRY RUN). Когда этот режим активен, запрограммированные скорости подачи игнорируются, и режущие перемещения производятся при скорости подачи ручного перемещения 50 дюймов (1260 мм) в минуту. Индикаторная лампа загорается, когда холостой ход активен. Обратитесь к главе 3 для получения информации по использованию режима холостого хода.
Включение охлаждения (Coolant ON) Эта кнопка включает насос охлаждения, независимо от запрограммированных М кодов для управления охлаждением. Включение охлаждения деактивирует режимы автоматическое охлаждение и отключение охлаждения. Отключение охлаждения (Coolant OFF) Эта кнопка выключает насос охлаждения, независимо от запрограммированных М кодов для управления охлаждением. Включение охлаждения деактивирует режимы автоматическое охлаждение и включение охлаждения. Автоматическое охлаждение (Coolant Automatic) Эта кнопка позволяет автоматическое управление охлаждением из программы детали. Охлаждение включается, когда устройство управления считывает М08, М13 или М14 в программе детали. Охлаждение отключается, когда считывается М00, М01, М02, М05, М09 или М30. Автоматическое охлаждение отключает режимы включения и отключения охлаждения. Включение/выключение конвейера стружки Эта кнопка позволяет оператору включать или выключать конвейер для стружки. Кнопка загорается, когда конвейер включен. Направление конвейера стружки Эта кнопка позволяет оператору обратить направление движения конвейера стружки. Кнопка загорается, когда конвейер стружки работает в обратном направлении. Смыв стружки Эта кнопка активирует или деактивирует опционный смыв стружки охладителем, который используется, чтобы смывать стружку со стола станка с поддоны для стружки или конвейер стружки. Смыв стружки – это опционная возможность на стандартных обрабатывающих центрах. Смыв стружки – это стандартная возможность на высокопроизводительных обрабатывающих центрах. Обратитесь к главе 6 для получения информации по удалению стружки с поддонов.
|
||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 263; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.119 (0.008 с.) |