Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
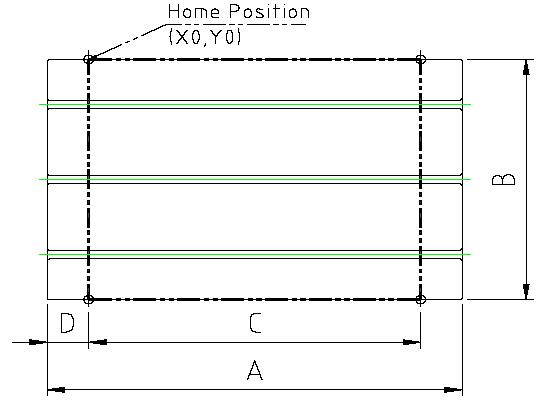
Устройство смены инструментов со смещающимся манипулятором (опция)
1. Исправьте состояние, которое вызвало сбой. 2. Нажмите клавишу Reset, чтобы снять сообщения тревоги. - Замечание - После сброса тревоги состояния, сообщение тревоги "ATC Arm Not In Position" будет оставаться активным. Лампы Cycle Start и Feed Hold будут гореть. 3. Выберите режим Jog. 4. проверьте индикаторную лампу TCL, расположенную на панели управления оператора. Если лампа не горит, перейдите к шагу 5a. Если лампа горит, перейдите к шагу 5b. 5. Нажмите и удерживайте кнопку Coolant OFF, пока последовательность смены инструментов не завершится, и манипулятор ATC и паз инструмента не вернутся в свои правильные позиции. 6. Выберите режим ручного ввода данных. 7. Нажмите кнопку Tool Data Table, расположенную на панели управления оператора. 8. Заметьте значения D000, D0001 и D0002. D0000 = Инструмент в шпинделе D0001 = Номер инструмента в позиции смены D0002 = Паз инструмента в позиции смены 9. Нажмите дальнюю левую программируемую клавишу. 10. Нажмите программируемую клавишу Counter. 11. Проверьте значения С00 и С04 Preset и Current. С00 и С04 Preset должны быть 23 (обрабатывающие центры VMC 600 II, 800II и 1000II) С00 и С04 Preset должны быть 31 (обрабатывающие центры VMC 1250 II и 1500II) С00 и С04 Current должны быть на 1 меньше, чем паз инструмента в позиции смены инструмента. Пример: Паз инструмента 11 находится в позиции смены инструмента.
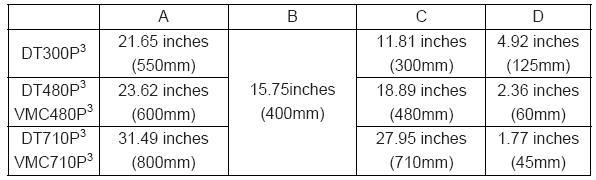
- Замечание - Если значения в столбце Current необходимо изменить, вы сначала должны включить запись параметров (Parameter Write Enable). Если изменения не нужны, процедура исправления завершена. НЕ переходите к шагу 12. 12. Если необходимо, выберите режим ручного ввода данных. 13. Нажмите клавишу Offset Setting. 14. Нажмите программируемую клавишу Setting. 15. Измените значение PWE на 1. 16. Нажмите клавишу Input. Появится тревога 100. Не обращайте внимания. 17. Повторите шаги с 7 по 11 и произведите необходимые исправления. 18. Когда закончите, повторите шаги с 13 по 16, чтобы изменить PWE обратно на 0. 19. Нажмите клавишу Reset Приложение Оси Х и Y Обрабатывающий центр VMC480P³ и VMC710P³
Обрабатывающий центр VMC600P³
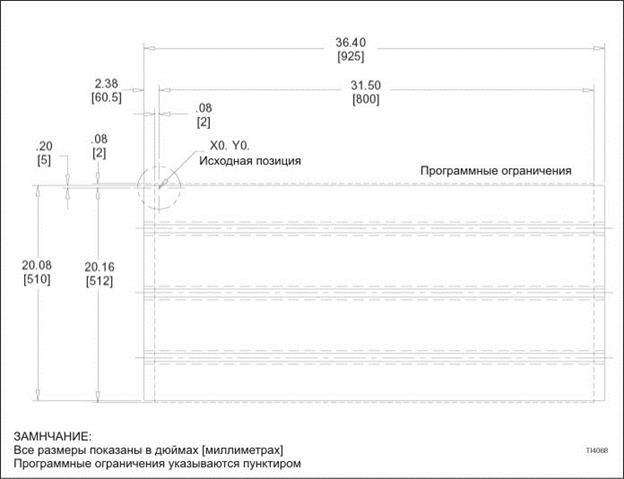
Рисунок А.1 – Спецификации перемещения осей Х и Y с рабочей зоной (обрабатывающий центр VMC600 P³) Обрабатывающий центр VMC800 P³
Рисунок А.2 – Спецификации перемещения осей Х и Y с рабочей зоной (обрабатывающий центр VMC800 P³) Обрабатывающий центр VMC1000 P³
Рисунок А.3 – Спецификации перемещения осей Х и Y с рабочей зоной (обрабатывающий центр VMC1000 P³) Обрабатывающий центр VMC1250 P³
Рисунок А.4 – Спецификации перемещения осей Х и Y с рабочей зоной (обрабатывающий центр VMC1250 P³) Обрабатывающий центр VMC1500 P³
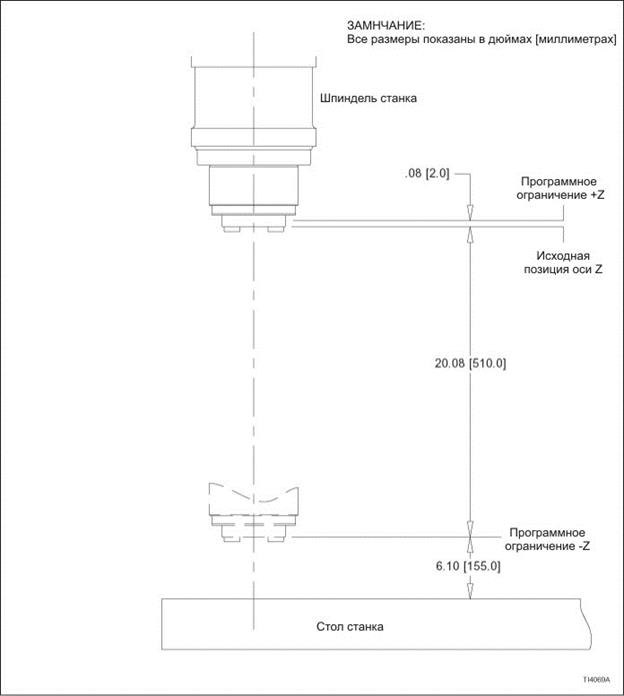
Рисунок А.5 – Спецификации перемещения осей Х и Y с рабочей зоной (обрабатывающий центр VMC1500 P³) Ось Z Обрабатывающие центры VMC480 P ³/VMC710 P ³ P³ Обрабатывающие центры VMC600 P³,VMC800 P³ и VMC1000 P³
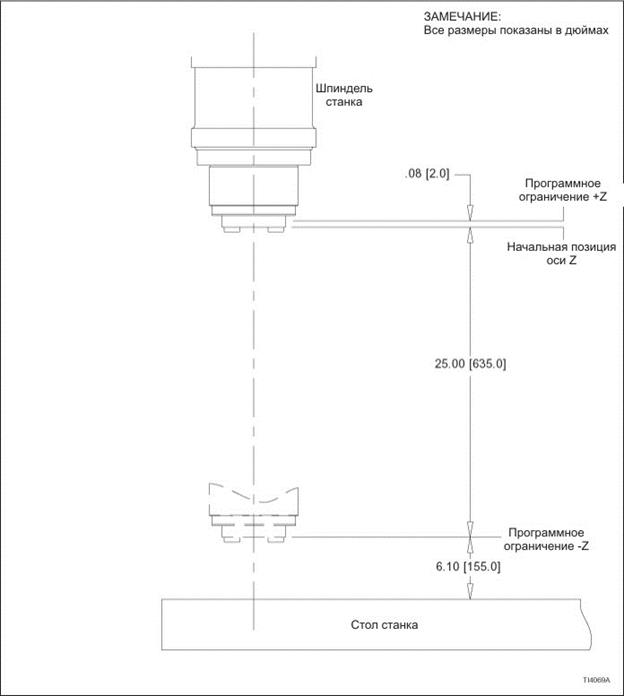
Рисунок А.6 – Спецификации перемещения оси Z (обрабатывающие центры VMC600 P³, VMC800 P³ и VMC1000 P³) Обрабатывающие центры VMC1250 P³ и VMC1500 P³
Рисунок А.7 – Спецификации перемещения оси Z (обрабатывающие центры VMC1250 P³ и VMC1500 P³)
|
||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 172; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.237.255 (0.006 с.) |