Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Для вашей защиты – работайте безопасноСодержание книги
Поиск на нашем сайте
Руководство оператора
Вертикальные обрабатывающие центры VMC P 3
Оборудованы устройством управления
- ЗАМЕЧАНИЯ - Повреждения, происшедшие из-за неправильного использования, невнимательности или случайности не включены в Гарантию оборудования Hardinge.
СОГЛАШЕНИЯ, ИСПОЛЬЗОВАННЫЕ В ДАННОМ РУКОВОДСТВЕ - ПРЕДОСТЕРЕЖЕНИЯ - Необходимо неукоснительно следовать предостережениям, чтобы избежать возможности нанесения вреда здоровью или повреждения станка, инструментария или изделия. - ПРЕДУПРЕЖДЕНИЯ - Необходимо неукоснительно следовать предупреждениям, чтобы избежать возможности повреждения станка, инструментария или изделия. - ЗАМЕЧАНИЯ - Замечания содержат дополнительную информацию.
Hardinge Inc. Elmira, New York 14902-1507 www.hardinge.com ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТУ ИНФОРМАЦИЮ, Техники, использующие данное руководство, должны иметь общие знания об обслуживании и починке станка. Эти общие знания, дополненные данным руководством, значительно понизят или удалят простой станка. Когда обслуживание станка производится людьми, не знакомыми с работой этого оборудования, необходимо консультироваться с Руководством оператора, если инструкции требуют, чтобы станок работал во время обслуживания. - ПРЕДОСТЕРЕЖЕНИЯ - Стандарт Опасных контактов Управления Профессиональной Безопасности и Здоровья (OSHA) 1910.1200, действующий с 23 сентября 1987 г., и различные государственные "законы, которые имеют право знать служащие" требуют, чтобы информация, касающаяся химических веществ, использующихся с этим оборудованием была вам поставлена. Список химических веществ находится в руководстве М-179, Схемы данных по безопасности материала (MSDS's). Обратитесь к соответствующему разделу MSDS's поставленных с вашим станком при установке, хранении или утилизации химических веществ. Храните MSDS's других химических веществ, использующихся с этим станком Hardinge в одном пакете с руководством М-179. РЕКОМЕНДАЦИИ HARDINGE ПО БЕЗОПАСНОСТИ Ваш станок Hardinge спроектирован и построен для максимальной простоты и безопасности работы. Тем не менее, некоторые прежде бывшие приемлемыми способы работы могут не отражать настоящие правила безопасности и технологический процесс, и должны быть перепроверены для обеспечения совместимости с настоящими стандартами безопасности и здоровья.
Hardinge Inc. рекомендует, чтобы весь руководящий персонал цеха, обслуживающий персонал и операторы станков знали о важности безопасного обслуживания, установки и оперирования оборудованием, построенным Hardinge. Наши рекомендации описаны ниже. ПРОЧИТАЙТЕ ЭТИ РЕКОМЕНДАЦИИ ПО БЕЗОПАСНОСТИ, ПРЕЖДЕ ЧЕМ ПРИСТУПАТЬ К РАБОТЕ. ПРОЧИТАЙТЕ СООТВЕТСТВУЮЩЕЕ РУКОВОДСТВО ИЛИ ИНСТРУКЦИИ, прежде чем пытаться оперировать или обслуживать станок. Убедитесь, что вы поняли все инструкции. КОНСУЛЬТИРУЙТЕСЬ С ВАШИМ РУКОВОДЯЩИМ ПЕРСОНАЛОМ, когда находитесь в сомнении по поводу правильного способа сделать работу. НЕ ОПЕРИРУЙТЕ ОБОРУДОВАНИЕМ, если не было регулярно произведено правильное обслуживание и неизвестно, находится ли оборудование в хорошем рабочем состоянии. ЭТИКЕТКИ ПРЕДУПРЕЖДЕНИЯ И ИНСТРУКЦИЙ помещены на станке для вашей безопасности и сведения. Не убирайте их. НЕ ВНОСИТЕ ИЗМЕНЕНИЯ В СТАНОК, чтобы обойти блокировку, перегрузить, отсоединить или изменить другие устройства безопасности. НЕ ДОПУСКАЙТЕ работу или починку оборудования необученным персоналом. НЕ ОПЕРИРУЙТЕ СТАНКОМ, если носите кольца, часы, ювелирные изделия, свободную одежду, шейные платки или длинные волосы, не убранные в сетку или под рабочую кепку. НОСИТЕ ОЧКИ БЕЗОПАСНОСТИ И СООТВЕТСТВУЮЩУЮ ЗАЩИТНУЮ ОБУВЬ все время. Когда необходимо, носите респиратор, шлем, перчатки и беруши. НЕ ОПЕРИРУЙТЕ ОБОРУДОВАНИЕМ, если появляется необычный или излишний нагрев, шум, дым или вибрация. Сообщайте о какой-либо чрезмерной или необычной вибрации, звуках, дыме или нагреве так же как о каких-либо поврежденных деталях. ПОЗВОЛЯЙТИ ТОЛЬКО САНКЦИОНИРОВАННОМУ ПЕРСОНАЛУ иметь доступ к закрытым частям, содержащим электрическое оборудование. ОТСОЕДИНИТЕ И ЗАБЛОКИРУЙТЕ ГЛАВНОЕ ЭЛЕКТРИЧЕСКОЕ ПИТАНИЕ, прежде чем пытаться чинить или обслуживать. НЕ ОТКРЫВАЙТЕ какую бы то ни было область устройства управления или блока питания, пока не выключено электричество.
УБЕДИТЕСЬ, что оборудование правильным образом заземлено. Проконсультируйтесь с Национальным Электрическим Кодом или всеми местными кодами. НЕ ДОТРАГИВАЙТЕСЬ ДО ЭЛЕКТРИЧЕСКОГО ОБОРУДОВАНИЯ, когда ваши руки влажные, или когда вы стоите на влажной поверхности. ЗАМЕНЯЙТЕ ПЕРЕГОРЕВШИЕ ПРЕДОХРАНИТЕЛИ предохранителями такого же типа и размера, что и бывшие. ВЫЯСНИТЕ И ИСПРАВЬТЕ причину любого отключения, прежде чем перезапустить станок. СОХРАНЯЙТЕ МЕСТО ВОЗЛЕ СТАНКА достаточно освещенным и сухим. ХРАНИТЕ ХИМИЧЕСКИЙ И ВОСПЛАМЕНЯЮЩИЙСЯ материал подальше от работающего оборудования. ИМЕЙТЕ ПРАВИЛЬНЫЙ ТИП ОГНЕТУШИТЕЛЯ под рукой при обработке воспламеняющегося материала и очищайте рабочую территорию от стружки. НЕ ИСПОЛЬЗУЙТЕ токсичные или легко воспламеняющиеся вещества, такие как растворитель или смазочно-охлаждающая эмульсия. ПРОВЕРЯЙТЕ ВСЕ УСТРОЙСТВА БЕЗОПАСНОСТИ И ЗАЩИТУ, чтобы убедиться, что они в хорошем состоянии и правильно функционируют. УБЕДИТЕСЬ, ЧТО ИМЕЕТСЯ СООТВЕТСТВУЮЩАЯ ЗАЩИТА, и все дверцы и кожухи на месте и закрыты, прежде чем начинать цикл обработки. НЕ ОТКРЫВАЙТЕ ЗАЩИТНЫЕ ДВЕРЦЫ, когда какой-либо компонент станка находиться в движении. Убедитесь что рядом со станком нет людей, когда открываете защитную дверцу. УБЕДИТЕСЬ, что патроны, закрывающие устройства, крепежные пластины и все другие устройства установки детали, установленные на шпинделе, правильно установлены. УБЕДИТЕСЬ, что весь инструментарий закреплен в позиции, прежде чем запускать станок. НЕ ИСПОЛЬЗУЙТЕ старый или сломанные ручные инструменты. Используйте инструмент правильного размера и типа для производимой работы. СОБЛЮДАЙТЕ ОСТОРОЖНОСТЬ по отношению к незащищенным механизмам и инструментарию, особенно при установке. Будьте осторожны с острыми углами инструментов. ИСПОЛЬЗУЙТЕ ТОЛЬКО молоток из мягкого металла на инструментах револьверной головки и креплениях. УБЕДИТЕСЬ, что все поверхности установки инструментов чистые, прежде чем устанавливать инструменты. НЕ ИСПОЛЬЗУЙТЕ сломанный или изношенный инструментарий на станке. ПРОВЕРЯЙТЕ ВСЕ ЗАЖИМНЫЕ УСТРОЙСТВА ежедневно, чтобы убедиться, что они в хорошем рабочем состоянии. Заменяйте дефектный патрон прежде чем работать на станке. ЛЮБОЕ ПОДСОЕДИТЕНИЕ, ИЗМЕНЕНИЕ ИНСТРУМЕНТА ИЛИ СТАНКА, не полученное от Hardinge Inc., должно быть проверено квалифицированным инженером безопасности перед установкой. ИСПОЛЬЗУЙТЕ МАКСИМАЛЬНО ДОПУСТИМОЕ захватывающее давление на патроне. Принимайте во внимание вес, форму и баланс изделия. ИСПОЛЬЗУЙТЕ МЕНЬШЕ ЧЕМ НОРМАЛЬНУЮ скорость подачи и глубину разреза, когда обрабатываете изделие с диаметром больше, чем диаметр захвата. НЕ ПРЕВЫШАЙТЕ расчетные возможности станка. НЕ ОСТАВЛЯЙТЕ инструменты, изделия, или другие свободные предметы там, где они могут войти в контакт с движущимися компонентами станка. УБЕРИТЕ ВСЕ НЕЗАКРЕПЛЕННЫЕ ДЕТАЛИ ИЛИ ИНСТРУМЕНТЫ из рабочей области. Всегда очищайте станок и рабочую область от инструментов и деталей, особенно после того, как обслуживающий персонал закончил работу. УДАЛЯЙТЕ ГАЕЧНЫЕ КЛЮЧИ ПАТРОНА, прежде чем запускать станок. ПРОВЕРЯЙТЕ УСТАНОВКУ, ИНСТРУМЕНТАРИЙ И ЗАКРЕПЛЯЙТЕ ИЗДЕЛИЕ, если станок был выключен некоторое время. ПРОВЕРЯЙТЕ СМАЗКУ И УРОВНИ ОХЛАДИТЕЛЯ и состояние индикаторных ламп устройства управления, прежде чем работать на станке.
ЗНАЙТЕ, ГДЕ РАСПОЛОЖЕНЫ ВСЕ кнопки аварийной остановки. УБЕДИТЕСЬ, ЧТО ЗАПРОГРАММИРОВАНЫ ПРАВИЛЬНЫЕ ФУНКЦИИ и что все устройства управления установлены в нужных режимах, прежде чем нажимать кнопку начала цикла. ПРОВЕРЯЙТЕ ПОЗИЦИИ РЕВОЛЬВЕРНОЙ ГОЛОВКИ, прежде чем нажимать кнопку начала цикла. ПРОИЗВЕДИТЕ ХОЛОСТОЙ ЦИКЛ при новой установке для проверки ошибок программирования. НЕ ПОДГОНЯЙТЕ инструментарий или шланги охлаждения во время работы станка. НЕ ПРИБЛИЖАЙТЕСЬ К ЗОНАМ ЗАЩЕМЛЕНИЯ, или другим потенциально опасным местам. НЕ ОСТАВЛЯЙТЕ станок без присмотра, когда работает. НЕ УДАЛЯЙТЕ И НЕ ЗАГРУЖАЙТЕ изделия, когда какая-либо часть станка находится в движении. БУДЬТЕ ОСТОРОЖНЫ с острыми краями, когда берете только что обработанное изделие. НЕ ПРОВЕРЯЙТЕ обработку или размер изделия возле работающего шпинделя или двигающегося суппорта. НЕ ПОДТАЛКИВАЙТЕ ШПИНДЕЛЬ в каком-либо направлении, когда проверяете резьбу прибором для измерения резьбы. НЕ ПЫТАЙТЕСЬ остановить или замедлить станок руками или какими бы то ни было кустарными приспособлениями. НЕ УБИРАЙТЕ СТРУЖКУ руками. Убедитесь, что все движения станка остановились, используйте крюк или подобное приспособление для удаления стружки и обрезков. НЕ ОЧИЩАЙТЕ станок воздушным шлангом. СОХРАНЯЙТЕ ЛОТКИ ДЛЯ ГРУЗА на безопасном расстоянии от станка. Не переполняйте лотки для груза. НЕ ПОЗВОЛЯЙТЕ ЗАГОТОВКЕ выступать за задний край устройства закрытия цанги или шпинделя станка без соответствующего покрытия и поддержки. Если используется система подачи прутка убедитесь, что она правильно ВЫРОВНЕНА со шпинделем. Если система подачи прутка устанавливается на полу, она должна быть крепко к нему прикреплена. Когда используется система подачи прутка следуйте руководству производителя системы подачи прутка. Для производительности и безопасного применения КАЛИБРУЙТЕ и ИСПОЛЬЗУЙТЕ втулки толкатели подающей трубки и направляющие шпинделя в соответствии с информацией производителя системы подачи прутка. Если не указано обратное, все действия по работе и обслуживанию должны быть произведены одним человеком. Чтобы избежать вреда своему здоровью и здоровью окружающих, убедитесь, что весь персонал находится на расстоянии от станка при открытии и закрытии защитной дверцы системы охлаждения и любых технологических лючков. Содержание Глава 1 - Функции устройства управления станка
Введение. 1-1 Панель дисплея устройства управления. 1-1 Экран устройства управления. 1-2 Клавиатура ручного ввода данных. 1-2 Панель управления оператора. 1-6 Переключатели выбора. 1-6 Кнопки цикла программы.. 1-8 Кнопки направлений осей и индикаторные лампы.. 1-9 Разнородные функции кнопок. 1-11 Функция ручного перемещения шпинделя. 1-14 Указательные индикаторные лампы.. 1-16 Тревожные индикаторные лампы.. 1-16 Индикаторная лампа главного питания. 1-17 Кнопки управления инструментом.. 1-17 Индикаторные лампы пределов скорости шпинделя. 1-17 Кнопки питания устройства управления. 1-18 Кнопка включения питания устройства управления. 1-18 Кнопка выключения питания устройства управления. 1-18 Средства управления ручным магазином инструментов. 1-19 Барабанный магазин инструментов. 1-19 Магазин инструментов с колеблющимся манипулятором.. 1-19 Кнопка аварийной остановки (Emergency Stop) 1-19 Кнопка высвобождения инструмента. 1-20 Ручной генератор импульсов. 1-21 Введение. 1-21 Переключатель выбора оси.. 1-22 Переключатель выбора дискретности.. 1-22 Циферблат ручного генератора импульсов. 1-22 Экран отображения осей и шпинделя. 1-23 Введение. 1-23 Доступ к экрану отображения. 1-23 Система оперативной помощи.. 1-24 Введение. 1-24 P/S Alarms (Тревоги P/S) 1-24 Methods of Operation (способы работы) 1-24 Parameter Table (таблица параметров) 1-24 Доступ к системе оперативной помощи.. 1-24 Alarm Detail 1-24 Operating Method. 1-25 Parameter Table. 1-25 Выход из системы оперативной помощи.. 1-25 Глава 2 - Подключение питания и состояние устройства управления Процедура подключения питания. 2-1 Процедура возврата к нулю (в исходную позицию) 2-3 Процедуры прогрева шпинделя. 2-4 Недолгий прогрев шпинделя. 2-4 Долгий прогрев шпинделя. 2-5 Станок с воздушно-масляной смазкой.. 2-5 Станок с пластичной смазкой шпинделя. 2-5 Процедура отключения питания. 2-6 Проверка состояния устройства управления. 2-7 Глава 3 - Режимы работы и редактирование Автоматический режим.. 3-1 Одиночный режим (Single Mode) 3-1 Режим редактирования (Edit Mode) 3-2 Сканирование слов. 3-2 Поиск слов. 3-2 Редактирование программы.. 3-3 Установка защиты программы.. 3-3 Общая процедура редактирования. 3-3 Изменение слова. 3-4 Вставка слова. 3-4 Удаление слова. 3-4 Удаление до конца блока. 3-4 Удаление блоков данных. 3-5 Удаление программы.. 3-5 Удаление множества программ.. 3-5 Удаление всех программ.. 3-5 Режим ручного перемещения (Jog) 3-6 Оси Х, Y и Z.. 3-6 Управление шпинделем.. 3-6 Режим ручного ввода данных (Manual Data Input) 3-7 Использование ручного ввода данных. 3-7 Режим маховика (Handwheel) 3-8 Перемещение осей в режиме маховика. 3-8 Программы.. 3-10 Ввод программы с клавиатуры.. 3-10 Активация сохраненной программы.. 3-11 Запуск программы в первый раз. 3-11 Остановка программы, работающей в автоматическом режиме. 3-12 Перезапуск остановленной программы.. 3-12 Режим возврата к нулю (Zero Return) 3-13 Холостой ход (Dry Run) и блокировка станка (Machine Lock) 3-14 Активация холостого хода и блокировки станка. 3-14 Выход из холостого хода и блокировки станка. 3-14 Блокировка оси Z станка (Z Axis Machine Lock) 3-15 Фоновое редактирование. 3-16 Ввод режима фонового редактирования. 3-16
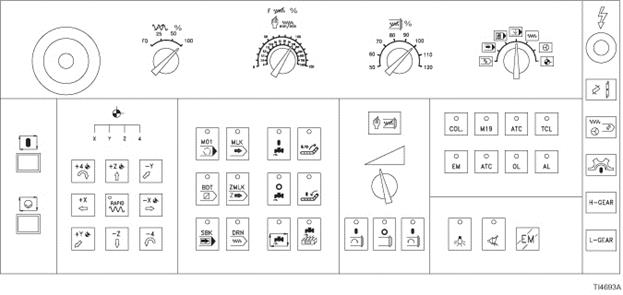
Редактирование существующей программы.. 3-16 Создание новой программы с клавиатуры.. 3-16 Окончание фонового редактирования. 3-16 Расширенное редактирование программы детали.. 3-17 Введение. 3-17 Копирование всей программы.. 3-17 Копирование части программы.. 3-18 Перемещение части программы.. 3-19 Соединение программы.. 3-20 Поиск и замена. 3-21 Реорганизация памяти программы детали.. 3-22 Отображение директории программы.. 3-22 Редактирование параметров станка. 3-23 Глава 4 - Рабочие системы координат Возврат к нулю (исходное положение) 4-1 Оси Х, Y и Z.. 4-1 Отображения системы координат. 4-2 Программируемые рабочие системы координат. 4-3 Установка смещения рабочих координат. 4-6 Определение смещения рабочих координат оси Z.. 4-6 Определение смещения рабочих координат оси Х и Y.. 4-8 Соотнесение с внешними поверхностями. 4-8 Соотнесение с внутренним диаметром. 4-11 Сохранение данных системы координат с клавиатуры ручного Глава 5 - Инструментарий и смещения инструментов Устройство автоматической смены инструментов. 5-1 Описание. 5-1 Резцедержатели.. 5-2 Геометрия инструментария. 5-3 Ручное шаговое перемещение барабанного магазина инструментов. 5-4 Ручное управление магазином инструментов со смещающимся манипулятором 5-5 Таблица расположений инструментов. 5-6 Описание. 5-6 Позиция смены инструмента. 5-6 Адреса диагностики.. 5-7 Пример данных инструментов для барабанного магазина 1 (стандарт) 5-7 Пример данных инструментов для барабанного магазина 2 (стандарт) 5-8 Пример данных инструментов для магазина со смещающимся манипулятором 5-9 Установка и удаление инструмента. 5-10 Не настроенный предварительно инструментарий.. 5-10 Предварительно настроенный инструментарий.. 5-14 Компенсации износа инструмента (Tool Wear Offset) 5-16 Доступ к компенсациям износа инструмента. 5-16 Компенсации (смещения) инструмента (Tool Offsets) 5-17 Введение. 5-17 Компенсации длины инструмента (слово Н) 5-17 Компенсация диаметра инструмента (слово D) 5-18 Сохранение компенсаций инструментов. 5-19 Глава 6 - Обслуживание оператором Введение. 6-1 Воздушная система станка. 6-1 Фильтр/регулятор воздухопровода. 6-1 Регулировка воздушного давления станка. 6-1 Воздушно-масляный лубрикатор. 6-2 Заполнение воздушно-масляного лубрикатора. 6-2 Система охлаждения. 6-4 Вместимость бака охладителя. 6-4 Удаление стружки.. 6-5 Глава 7 - Устройства ввода/вывода Настройка коммуникаций передачи данных. 7-1 Скорость двоичной передачи.. 7-1 Контроль ленты по четности.. 7-1 Стоповые биты.. 7-1 Проверка и изменение параметров коммуникаций.. 7-2 Назначение порта I/O.. 7-3 Настройки параметров порта I/O.. 7-4 Настройки параметров скорости двоичной передачи.. 7-4 Настройки параметров стоповых битов. 7-4 Передача данных устройству управления. 7-5 Загрузка параметров устройства управления в память. 7-5 Загрузка программ детали в память. 7-6 Загрузка компенсаций инструментов в память. 7-8 Передача данных из устройства управления. 7-9 Выгрузка параметров устройства управления из памяти.. 7-9 Выгрузка программ детали из памяти.. 7-10 Выгрузка компенсаций инструментов из памяти.. 7-11 Глава 8 - Управление ресурсом стойкости инструмента Общая информация. 8-1 Введение. 8-1 Единицы измерения ресурса стойкости инструмента. 8-1 Количество деталей.. 8-1 Количество времени обработки.. 8-1 Общее описание программы.. 8-2 Определение максимума групп и размеров групп. 8-2 Проверка максимального количества групп и размеров групп. 8-3 Настройка максимального количества групп и размеров групп. 8-3 Определение единиц измерения по умолчанию.. 8-4 Проверка настройки параметра единиц измерения. 8-4 Переключение настройки параметра единиц измерения. 8-4 Сброс счетчика групп инструментов. 8-5 Экраны данных ресурса стойкости инструмента. 8-5 Доступ к экранам данных. 8-5 Глава 9 - Опции и разнородные возможности Функция графического отображения. 9-1 Введение. 9-1 Доступ к функции графического отображения. 9-1 Описания программируемых клавиш.. 9-2 Параметры отображения траектории инструмента. 9-2 Настройка параметров отображения траектории инструмента. 9-4 Активация отображения траектории инструмента. 9-4 Счетчик времени работы станка (опция) 9-5 Доступ к отображению ограниченного времени работы.. 9-5 Доступ к отображению завершенного времени работы.. 9-5 Сброс счетчика на ноль. 9-5 Счетчик деталей (опция) 9-7 Доступ к отображению счетчика деталей.. 9-7 Доступ к регистрам счетчика деталей.. 9-7 Установка значений счетчика деталей.. 9-7 Parts Total 9-7 Parts Required и Parts Count 9-8 Процедуры исправления сбоев устройства смены инструментов. 9-9 Барабанное устройство смены инструментов 1. 9-9 Барабанное устройство смены инструментов 2. 9-11 Устройство смены инструментов со смещающимся Приложение Оси Х и Y.. A - 1 Обрабатывающий центр VMC600P³ A - 1 Обрабатывающий центр VMC800 P³ A - 2 Обрабатывающий центр VMC1000 P³ A - 3 Обрабатывающий центр VMC1250 P³ A - 4 Обрабатывающий центр VMC1500 P³ A - 5 Ось Z.. A - 6 Обрабатывающие центры VMC600 P³, VMC800 P³ и VMC1000 P³ A - 6 Обрабатывающие центры VMC1250 P³ и VMC1500 P³ A - 7 Расположения и конфигурация пазов инструментов. A - 8 Обрабатывающий центр VMC600 P³ A - 8 Обрабатывающий центр VMC800 P³ A - 9 Обрабатывающий центр VMC1000 P³ A - 10 Обрабатывающий центр VMC1250 P³ A - 11 Обрабатывающий центр VMC1500 P³ A - 12 Список G кодов. A - 13 Список М кодов. A - 16 Сообщения тревоги.. A - 19 Введение Большинство функций устройства управления станка располагаются спереди станка. Исключения составляют: · Кнопка Tool Release (освобождение инструмента), расположенная на крышке задней бабки внутри рабочей зоны. · Кнопки шагового перемещения для стандартного магазина инструментов, расположенные на левой стороне станка. · Кнопки шагового перемещения для опционного магазина инструментов, расположенные на правой стороне станка. Обратитесь к соответствующему разделу этой главы для получения конкретной информации по функциям устройства управления. Экран устройства управления ПРОГРАММИРУЕМЫЕ КЛАВИШИ Программируемые клавиши имеют различные функции, в зависимости от их применения. Функции программируемых клавиш отображаются внизу экрана устройства управления. ПРОГРАММИРУЕМАЯ КЛАВИША СЛЕВА Эта клавиша используется для возвращения к изначальному состоянию, после того, как был осуществлен доступ к функции с помощью нажатия программируемой клавиши. ПРОГРАММИРУЕМАЯ КЛАВИША СПРАВА Эта клавиша используется для отображения дальнейших функций программируемых клавиш, которые в данный момент не отображены. Эта клавиша также называется клавишей расширения программируемых клавиш. Панель управления оператора Обратитесь к рисунку 1.2 для получения позиций расположения переключателей, кнопок и индикаторных ламп, описанных в данном разделе. - Замечание - Данный раздел описывает функции, которые присутствуют не на всех моделях вертикальных обрабатывающих центров VMC серии II. Переключатели выбора Emergency Stop (аварийная остановка) Кнопка аварийной остановки расположена в верхнем левом углу панели управления оператора. При ее нажатии все движение станка и конвейера для стружки останавливается. Вытяните кнопку аварийной остановки, чтобы высвободить ее. Обратитесь к разделу "Средства управления ручным магазином инструментов" на странице 1-19 для получения информации по расположению дополнительной кнопки аварийной остановки. Rapid Override (переключатель коррекции быстрого перемещения) Этот переключатель может изменять скорость быстрого перемещения станка по осям Х, Y и Z в шагах от 0% до 100%. Он активен в режиме позиционирования (G00). Он также активен в ходе проходов возврата для циклов обработки. Feedrate / Jog Override (переключатель коррекции скорости подачи/ручного перемещения) В автоматическом режиме или режиме ручного ввода данных этот переключатель позволяет оператору изменять запрограммированные скорости подачи от 0% до 150%. Установка "0" установит движение G01, G02 и G03. В режиме ручного перемещения (Jog) этот переключатель устанавливает скорость при ручном перемещении осей станка. Установка "0" запретит движение осей. Когда переключатель коррекции установлен на 100%, скорость перемещения – это:
Spindle Override (переключатель ручной коррекции шпинделя) Этот переключатель позволяет оператору изменять запрограммированные скорости шпинделя от 50% до 120%.
Рисунок 1.2 – Панель управления оператора (станок с высоким крутящим моментом с устройством смены инструментов с колеблющимся манипулятором) Переключатель выбора режима Edit (Редактирование) Эта установка переключателя активирует режим редактирования. Режим редактирования позволяет оператору или программисту вводить новую программу или редактировать сохраненную программу. Чтобы деактивировать режим редактирования, выберите другой режим работы. Обратитесь к главе 3 для получения полного объяснения режима редактирования. Automatic (Автоматический) Эта установка переключателя активирует автоматический режим. Автоматический режим позволяет выполнение программы детали, сохраненной в памяти устройства управления и изменение программ детали, используя функцию фонового редактирования (Back Edit). Обратитесь к главе 3 для получения полного объяснения автоматического режима. Manual Data Input (MDI, ручной ввод данных) Эта установка переключателя активирует режим ручного ввода данных. Режим ручного ввода данных позволяет ручной ввод временных блоков программы. Обратитесь к главе 3 для получения полного объяснения режима ручного ввода данных.
Direct Numerical Control (DNC - прямое цифровое управление, ПЦУ) Эта установка переключателя активирует режим прямого цифрового управления. Режим ПЦУ позволяет выполнение программы детали, считанной напрямую с устройства ввода, подключенного к устройству управления станка. Jog (Ручное перемещение) Эта установка переключателя активирует режим ручного перемещения. Режим ручного перемещения позволяет незапрограммированное перемещение осей через использование кнопок направлений осей. Обратитесь к главе 3 для получения полного объяснения режима ручного перемещения. Handwheel (Manual Pulse Generator) (Режим маховика (ручного генератора импульсов)) Эта установка переключателя активирует режим маховика. Обратитесь к разделу Ручной генератор импульсов, на странице 1-21 для получения информации по дискретному ручному перемещению осей станка. Zero Return (Возврат к нулю) Эта установка переключателя активирует режим возврата к нулю. Режим возврата к нулю позволяет оператору перемещать оси станка в исходное положение ("Home"). Этот режим активируется автоматически при включении питания. Обратитесь к главе 2 для получения большей информации по процедуре возврата к нулю. Кнопки цикла программы Cycle Start (Начало цикла) Эта кнопка является переключателем блокирующегося типа, который запускает выполнение программы, когда устройство управления находится в автоматическом или единичном (поблочном) режиме. Дополнительная функция этого переключателя – это выполнение команд ручного ввода данных. Эта кнопка загорается, когда начало цикла активно. Feed Hold (остановка подачи) Кнопка Feed Hold позволяет оператору останавливать все запрограммированное движение суппорта. Тем не менее, активная скорость шпинделя не затрагивается. Остановка подачи может быть активирована в автоматическом, поблочном режимах, режиме холостого прохода или блокировки станка. Начало цикла отключается при активации остановки подачи. Нажмите Cycle Start, чтобы возобновить нормальную работу после остановки подачи. Эта кнопка загорается, когда остановка подачи активна. Разнородные функции кнопок Rapid (быстро) - Предупреждение - При ручном перемещении осей станка убедитесь, что не существует интерференции между креплениями, шпинделем, инструментарием или изделием. Эта кнопка позволяет оператору станка активировать режим ручного быстрого перемещения. Активация этой кнопки с режимом ручного перемещения (Jog) и нажатие одной из кнопок направления оси вызывает перемещение выбранной оси на скорости быстрого ручного перемещения. Переключатель Rapid override (коррекция быстрого перемещения) может использоваться, чтобы отрегулировать скорость быстрого перемещения. Обратитесь к разделу Режим ручного перемещения, глава 3. М01 (опционная остановка) - Предупреждение - Обязанностью программиста детали является программирование М03, М04, М13 или М14 для перезапуска шпинделя и охлаждения, когда выполнение программы возобновляется после опционной остановки. Эта кнопка позволяет оператору активировать или деактивировать режим опционной остановки. Эта функция вызывает остановку устройства управления программы детали ПОСЛЕ выполнения активного блока, который содержит код М01. Код М1 игнорируется, когда опционная остановка не активна. Эта функция может быть активирована до или во время выполнения блока, содержащего код М01. Индикаторная лампа загорается, когда опционная остановка активна. Когда считывается блок, содержащий код М01, и эта функция активна, происходит следующее: Блок выполняется. Движение суппорта и шпинделя останавливается. Насос охлаждения выключается и включается остановка подачи. Чтобы возобновить выполнение программы, нажмите кнопку Cycle Start. Лампа кнопки Feed Hold (остановка подачи) погаснет. BDT (пропуск блока) Эта кнопка позволяет оператору активировать или деактивировать режим пропуска блока. Когда этот режим активен, устройство управления будет игнорировать любые блоки данных, которым предшествует знак "/". Индикаторная лампа загорается, когда активен пропуск блока.
SBK (Одиночный (поблочный)) Эта кнопка позволяет оператору активировать возможность выполнять один блок данных каждый раз, когда нажимается кнопка Cycle Start. Индикаторная лампа загорается, когда поблочный режим активен. MLK (блокировка станка) - Замечание - Этот режим должен быть отключен для нормальной работы станка. Эта кнопка позволяет оператору активировать или деактивировать режим блокировки станка. Когда этот режим активен, все движение осей и шпинделя запрещается. Функции М, S и Т также запрещены. Индикаторная лампа загорается, когда активна блокировка станка. Обратитесь к главе 3 для получения информации по использованию блокировки станка. ZMLK (блокировка станка оси Z) Эта кнопка позволяет оператору отключать все движение оси Z. Когда блокировка оси Z станка отключена, движение оси Z будет происходить так, как запрограммировано. Когда она активна, движение оси Z запрещено. При выполнение программы детали вся остальная активность станка будет происходить как запрограммировано. Эта кнопка загорается, когда блокировка оси Z станка активна. Обратитесь к главе 3 для получения информации по использованию блокировка оси Z станка. DRN (холостой ход) - Замечание - Этот режим должен быть отключен для нормальной работы станка. Эта кнопка позволяет оператору активировать или деактивировать режим холостого хода (DRY RUN). Когда этот режим активен, запрограммированные скорости подачи игнорируются, и режущие перемещения производятся при скорости подачи ручного перемещения 50 дюймов (1260 мм) в минуту. Индикаторная лампа загорается, когда холостой ход активен. Обратитесь к главе 3 для получения информации по использованию режима холостого хода.
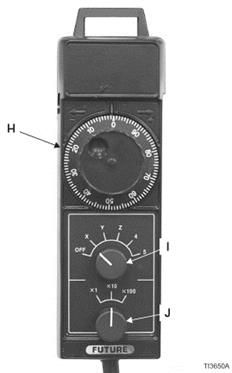
Включение охлаждения (Coolant ON) Эта кнопка включает насос охлаждения, независимо от запрограммированных М кодов для управления охлаждением. Включение охлаждения деактивирует режимы автоматическое охлаждение и отключение охлаждения. Отключение охлаждения (Coolant OFF) Эта кнопка выключает насос охлаждения, независимо от запрограммированных М кодов для управления охлаждением. Включение охлаждения деактивирует режимы автоматическое охлаждение и включение охлаждения. Автоматическое охлаждение (Coolant Automatic) Эта кнопка позволяет автоматическое управление охлаждением из программы детали. Охлаждение включается, когда устройство управления считывает М08, М13 или М14 в программе детали. Охлаждение отключается, когда считывается М00, М01, М02, М05, М09 или М30. Автоматическое охлаждение отключает режимы включения и отключения охлаждения. Включение/выключение конвейера стружки Эта кнопка позволяет оператору включать или выключать конвейер для стружки. Кнопка загорается, когда конвейер включен. Направление конвейера стружки Эта кнопка позволяет оператору обратить направление движения конвейера стружки. Кнопка загорается, когда конвейер стружки работает в обратном направлении. Смыв стружки Эта кнопка активирует или деактивирует опционный смыв стружки охладителем, который используется, чтобы смывать стружку со стола станка с поддоны для стружки или конвейер стружки. Смыв стружки – это опционная возможность на стандартных обрабатывающих центрах. Смыв стружки – это стандартная возможность на высокопроизводительных обрабатывающих центрах. Обратитесь к главе 6 для получения информации по удалению стружки с поддонов. Ручной генератор импульсов - Предупреждение - При ручном перемещении осей станка убедитесь, что не существует интерференции между креплениями, инструментарием или изделием. Введение Переносной ручной генератор импульсов, показанный на рисунке 1.9, позволяет оператору перемещать выбранную ось на определенные дискретные расстояния. Ось для перемещения выбирается переключателем выбора осей "I", а дискретность (приращение) выбирается переключателем выбора дискретности "J". Переключатель выбора режима должен быть установлен на режим Hadwheel (маховик) для функционирования ручного генератора импульсов.
- Замечание - Скорость оси (скорость перемещения) определяется скоростью, на которой вращается циферблат "Н" ручного генератора импульсов. Знайте, что скорость оси не может превышать максимальной скорости 1181 дюймов/мин (30 мм/мин). Любые импульсы, производимые ручным генератором, которые вызовут скорость, превышающую это максимальное значение, будут игнорироваться устройством управления станка. Точные данные позиции будут поддерживаться устройством управления.
Рисунок 1.9 - Ручной генератор импульсов Переключатель выбора оси Переключатель выбора оси "Н" определяет, какая ось станка будет перемещаться, когда вращается циферблат ручного генератора импульсов, когда устройство управления находится в режиме маховика. Введение Экран предоставляет доступ к следующим данным: Измерители нагрузки осей Х, Y и Z. Отображает процент от рекомендованного максимального полного тока нагрузки на приводе указанной оси. Каждая звездочка, отображенная справа от обозначения оси, представляет 10% от рекомендованного максимального полного тока нагрузки. Измеритель нагрузки шпинделя (S1) Отображает процент от рекомендованного максимального полного тока нагрузки на приводе шпинделя. Каждая звездочка, отображенная справа от обозначения "S1", представляет 20% от рекомендованного максимального полного тока нагрузки. Измеритель скорости (об/мин шпинделя) Отображает скорость шпинделя в об/мин. Каждая звездочка, отображенная справа от обозначения оси, представляет 10% от максимальной скорости шпинделя. Доступ к экрану отображения 1. Нажмите клавишу Position. 2. Нажмите правую программируемую клавишу. 3. Нажмите программируемую клавишу Monitor. Система оперативной помощи Введение Система оперативной помощи дает информацию и инструкции, относящиеся к сообщениям тревоги P/S, способам работы <
|
||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-05-27; просмотров: 181; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.159.143 (0.011 с.) |