


 0,2 Zn
0,2 Zn
Химический состав и типичные механические свойства сплавов алюминия, не упрочняемые термической обработкой
Марка сплава
Содержание элементов, %
Механические свойства
Литейные сплавы.
силумин – это сплавы Al – Si (до 12%). Имеют высокие литейные и механические свойства.
Для измельчения структуры и улучшения, механических свойств, силумины модифицируют натрием (~ 0,1 % Na, добавка в расплавленный металл).
Маркируют: АЛ4, АЛ2, АЛ9
Марка сплава
Содержание элементов,%
Механические свойства
d,%
Сплавы Al - Si (силумины)
90
5
Сплавы Al - Cu
180…250
9…5
Сплавы Al - Mg
170
10
Жаропрочные сплавы
200
1.2…1
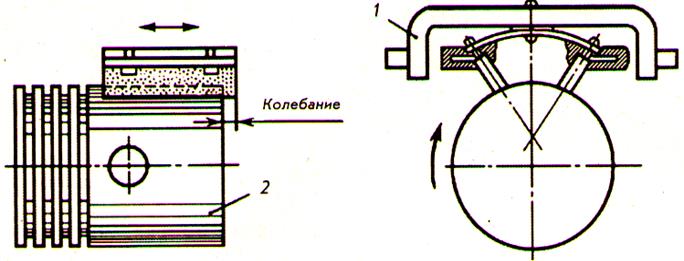
Антифрикционные сплавы
Применяют для изготовления вкладышей подшипников скольжения.
Их структура – мягкая основа (олово – свинец), с рассеянными в ней мелкими твердыми включениями.
Во время вращения вал опирается на твердые включения, а мягкая основа прирабатывается к валу, в ней вырабатывается сеть каналов для смазки.
Основной вид сплавов – баббит.

Маркировка баббитов:
Б83 – содержит 11% сурьмы, 6% меди, 83% - олова. Применяют для подшипников тяговых двигателей.
Б16 - содержит 16% олова, 66 % - свинца, 16% - сурьмы, 2% - меди. Подшипники скольжения автомобильных двигателей.
БК2 (кальциевый баббит) – кальций – 0,5 %, натрий – 0,5%, олова – 2%, остально – свинец. Подшипники вагонов.
В качестве антифрикционных сплавов применяют также:
а) оловянные и свинцовые бронзы (БрОЦС 5-5-5; Бр.С 30);
б) сплавы на основе Zn, Al, Cu;
в) пористую металлокерамику из порошков бронзы и графита или железа и графита.
Химический состав (%) и назначение подшипниковых сплавов - баббитов
| Марка сплава | Sb | Cu | Cd | Sn | Другие элементы | Область применения |
| Б88 | 7,3…7,8 | 2,5…3,5 | 0,8…1,2 | Остальное | 0,15…0,25Ni | Тяжелонагруженные машины, паровые турбины |
| Б16 | 15…17 | 1,5…2,0 | - | 15…17 | - | Двигатели |
| БС6 | 5,5…6,5 | 0,1…0,3 | - | 5,5…6,5 | - |
Примечание: во всех сплавах, кроме Б88 основа свинец
Химический состав(%) кальциевых баббитов
| Марка сплава | Ca | Na | Sn | Mg | Al |
| БКА | 0,95…1,15 | 0,7…0,9 | - | - | 0,5…0,2 |
| БК2 | 0,3…0,55 | 0,2…0,4 | 1,5…2,1 | 0,06…0,11 | - |
| БК2Ш | 0,65…0,9 | 0,7…0,9 | 1,2…2,1 | 0,11…0,16 | - |
Способы обработки металлов
Литейное производство
Процесс получения фасонных отливок в результате твердения расплавленного металла залитого в форму.
Для литья применяют металлы с высокой жидкотекучестью и малыми усадками (1...2 %) при твердении: чугуны, литейные стали, медные, алюминиевые, титановые и магниевые сплавы.
Различают:
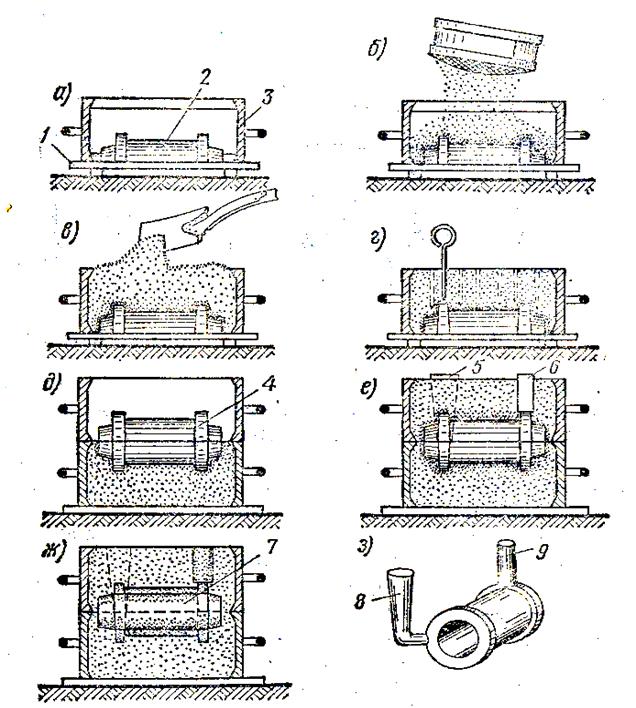
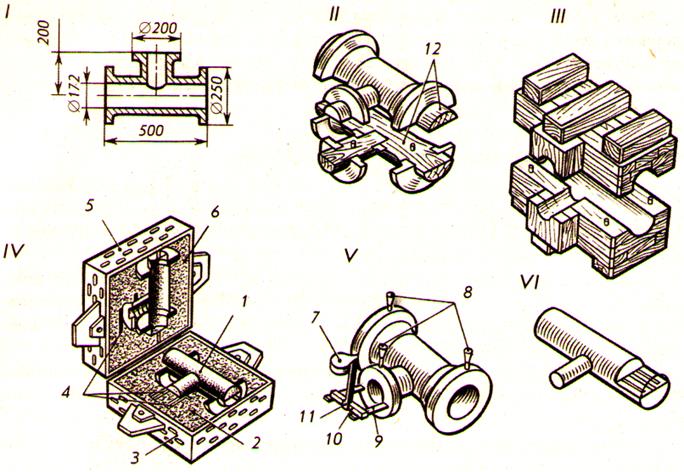
I Литьё в разовые формы, изготовленные из формовочной смеси, которая состоит из кварцевого песка, глины, молотого кокса и формовочной земли. Возможна формовка всырую и всухую.
1) При мелкосерийном производстве применяют ручную формовку.
Характерные операции:
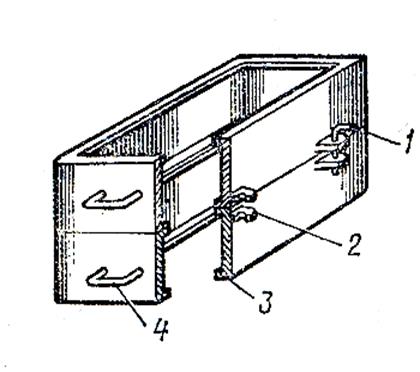
а) половинку модели устанавливают разъёмом вниз на подмодельную доску, затем устанавливают опоку (ящик без дна с ручками) и набивают её формовочной смесью;
б) переворачивают набитую опоку, устанавливают вторую половинку модели, круглые конические колышки для литника и выпора, вторую опоку, скрепляют её с первой, и набивают формовочной смесью;
в) вынимают колышки, разъединяют опоки и осторожно вынимают половинки моделей. Литники соединяют с полостью формы, прорезая литниковые ходы;
г) устанавливают на место изготовленные отдельно стержни, верхнюю опоку на нижнюю, скрепляют их и заливают металл.

2) При крупносерийном производстве, применяют машинную формовку по модельным плитам, к которым прикреплены половинки моделей.
При изготовлении стальных отливок используют смеси из огнеупорных материалов, а в формах предусматривают прибыли для подпитки жидким металлом (ликвидируются усадочные раковины). От готовых деталей прибыли отрезают. Затем стальные отливки отжигают (для измельчения зерна металла и снятия внутренних напряжений).
Плавку металлов ведут в мартеновских печах и конверторах (углеродистые стали), в дуговых электропечах (легированные стали), в тигельных, пламенных и индукционных печах (сплавы цветных металлов). Чугун обычно плавят в вагранках (шахтных печах).
II. Специальные виды литья:
1) 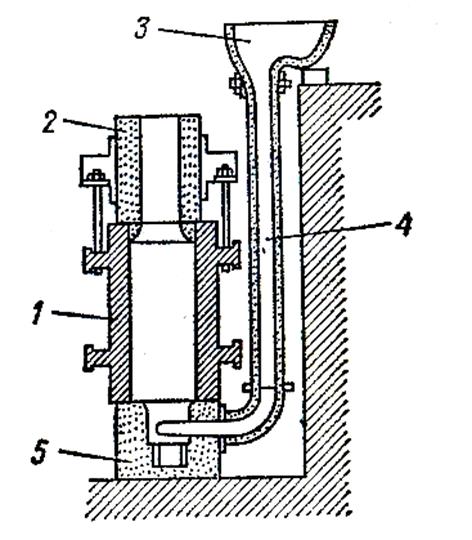 Отливка в металлические формы – кокили. Используют для получения точных отливок, чаще из сплавов цветных металлов. Кокили изготавливают из стали или чугуна. Перед заливкой металла их подогревают до 300 – 500 0С.
Отливка в металлические формы – кокили. Используют для получения точных отливок, чаще из сплавов цветных металлов. Кокили изготавливают из стали или чугуна. Перед заливкой металла их подогревают до 300 – 500 0С.
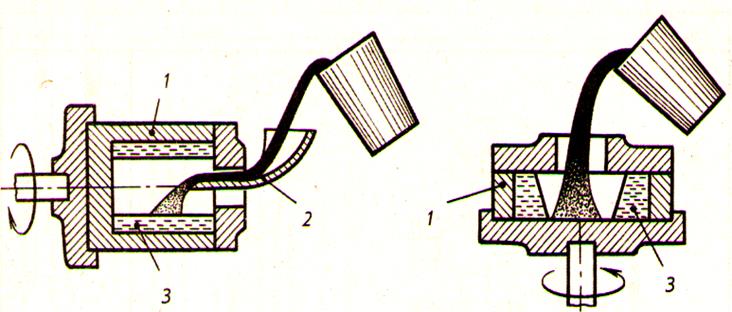
2) Центробежное литьё - жидкий металл заливают во вращающуюся форму (трубы, колёса, шкивы, втулки и т.п.)
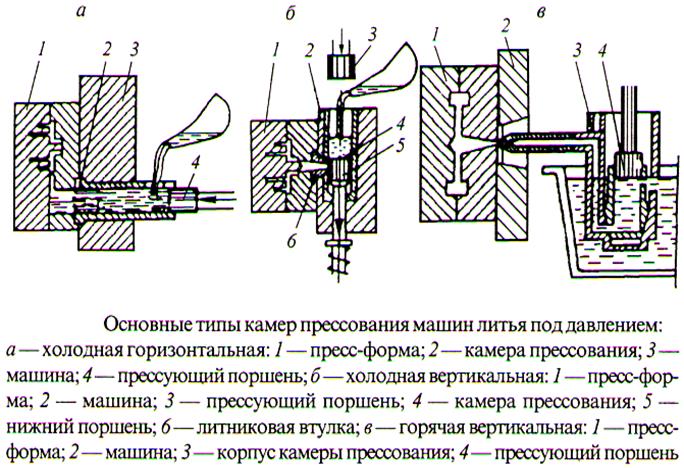
3) Литьё под давлением - применяют при массовом изготовлении деталей из сплавов цветных металлов.
Литьё точное, не нуждается в механической обработке (детали автомашин, паровой и водяной аппаратуры и т.п.)
4) Литьё по выплавляемым или выжигаемым моделям - применяют для получения точных отливок сложной формы. Модели изготавливают из легкоплавких материалов (воск, парафин) или выжигаемых (пенопласт), затем их покрывают краской, опыляют корундовым порошком и заформовывают в опоке. Форму нагревают, модель расплавляется или выжигается и в полость формы заливают металл (режущие инструменты, лопатки газовых турбин и т.п.).
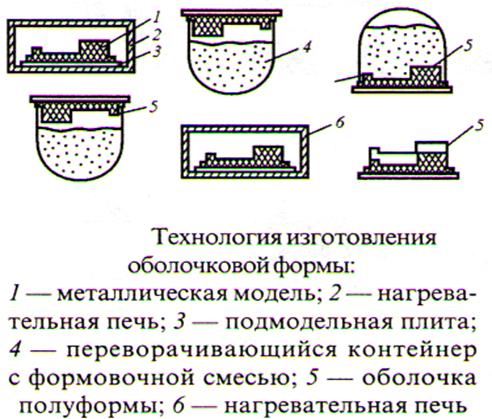
5) Литьё в оболочковые формы - модель вместе с подмодельной плитой нагревают до ~200 0С и засыпают формовочной смесью из кварцевого песка и термореактивной смолы. Слой смеси прилегающий к модели оплавляется, образуя корку толщиной 10 – 12 мм. Полученную форму упрочняют нагревом до ~350 0С, затем собирают, заформовывают в опоку и заливают металл. Применяют для точных отливок из любых металлов.
Обработка металлов давлением
Основана на способности металлов подвергаться пластической деформации.
Различают:
1) Холодную обработку – в результате повышается прочность и твердость, а пластичность металла снижается (наклеп). Для устранения наклёпа стальные детали нагревают до 200 – 300 0С (возврат металла).
2) Горячую обработку (при температуре ~ 450 0С - для стали). Она улучшает структуру и свойства металла: выравнивается химический состав, завариваются дефекты, металл уплотняется и приобретает волокнистую структуру. Однако высокий нагрев может привести к перегреву (даёт крупнозернистую структуру, устраняемую отжигом) и пережогу деталей (неисправимый брак).
Основные виды обработки давлением:
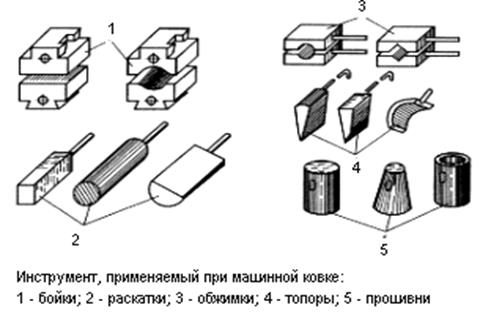
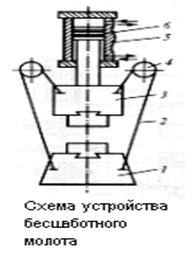
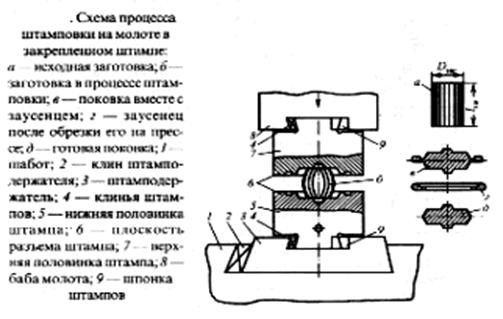
1) Ковка – деформация металла в пластичном состоянии, ударами молота или давлением пресса. Изделия называют поковками.


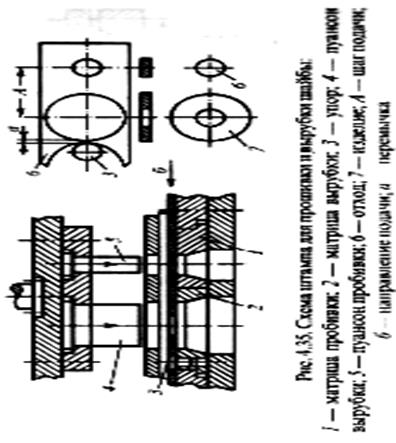
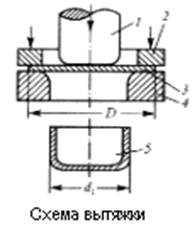
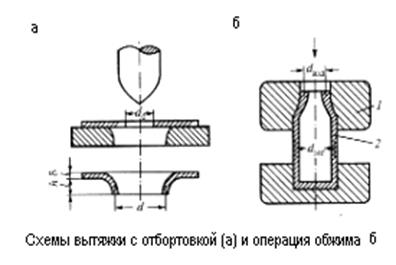
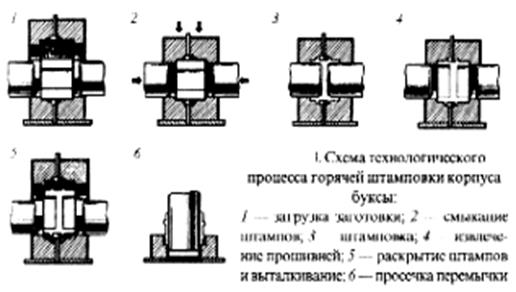
2) Штамповка – деформация ограниченная конфигурацией штампа. Различают штамповку горячую и холодную, объёмную и листовую.
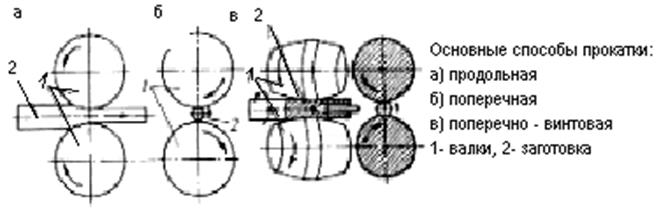
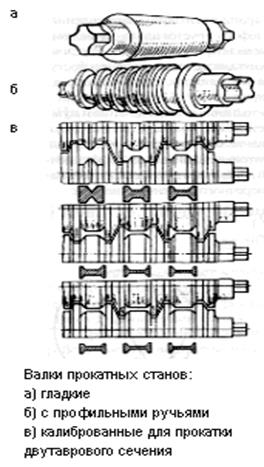
3) Прокатка – обработка путём обжатия заготовки между вращающимися валками.
Прокат делят на:
а) полуфабрикаты: блюмы – бруски металла сечением от 150×150 до 450×450 мм и слябы – пластины толщиной от 125 до 225 мм. Вес 5…15 т;
б) листовой прокат толщиной 0,2…4 мм – тонколистовой, 4…60 мм – толстолистовой;
в) трубы сварные и бесшовные;
г) периодический прокат – заготовки или арматура;
д) стандартные прокатные профили – двутавры, уголки, рельс, швеллер и др.;
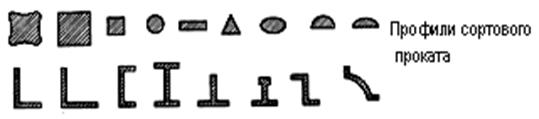
е) специальные виды проката – бандажи и колёсные центры, шестерни и др.
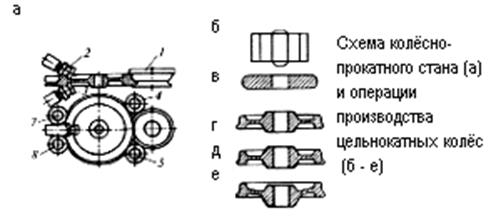
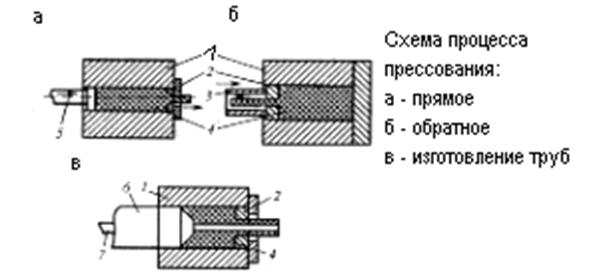
4) Прессование – процесс продавливания исходного материала в пластичном состоянии через отверстие в матрице.
Выполняют при помощи прессов. Изделия: прутки, трубы, фигурные детали, чаще из сплавов цветных металлов.
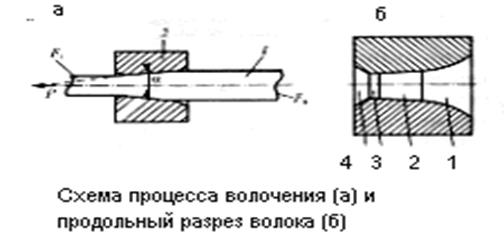
5) Волочение – протягивание холодной заготовки через сужающиеся отверстия – фильеры. Операции протяжки чередуют с отжигом - для снятия наклёпа.
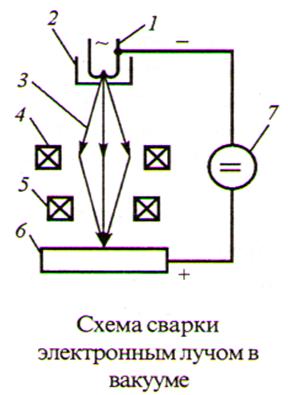
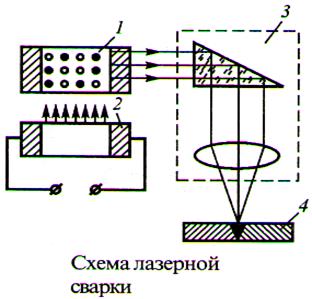
Сварка металлов
Процесс получения неразъёмных соединений, благодаря местному нагреву металлов до пластичного состояния или при приложении к деталям больших сжимающих усилий.
Различают:
а) сварку плавлением (шов образуется в результате твердения сварочной ванны расплавленного металла);
б) сварка давлением (может производиться с подогревом и без подогрева – при сварке пластичных и вязких металлов).
Виды сварки:
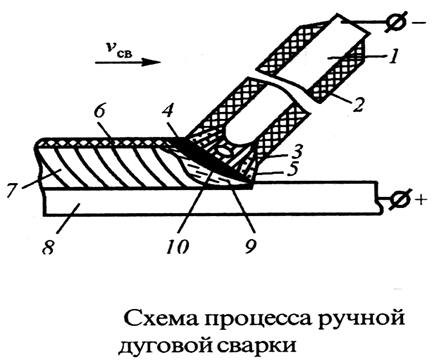
1) Электродуговая - используют для нагрева деталей электрическую дугу возбуждаемую между электродом и деталью (обычно U = 40…65 В, I = десятки … сотни А).
Наиболее распространена сварка на переменном токе. Электроды – стальные стержни, покрытые обмазкой для устойчивого горения дуги, для раскисления и легирования металла шва, а также для образования защитного шлакового покрова.
Для получения качественного шва необходимо:
- правильно подобрать электрод по типу обмазки и диаметру;
- определить величину сварочного тока;
- тщательно очистить и разделать кромки свариваемых деталей.
Применяют:
а) ручную электродуговую сварку
Б) сварка дуговая под слоем флюса (автоматическая)

В) сварка дуговая в среде защитных газов (полуавтоматическая)
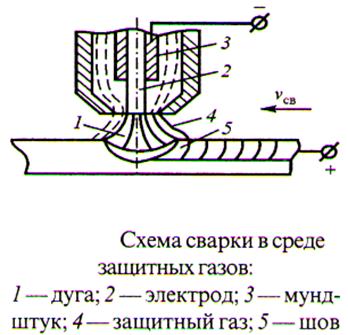
Сварку изделий из магниевых, алюминиевых, титановых сплавов, а также из нержавеющих и жароупорных сталей выполняют в среде инертных газов (аргон, гелий) вольфрамовыми электродами без обмазки.
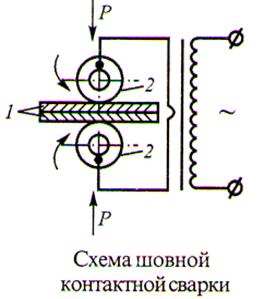
2) Электроконтактная.
а) стыковая сварка
- стыковая сварка оплавлением - торцы деталей, без подготовки, приводят в соприкосновение при подведенном электрическом напряжении (U до 5 В, I = 100 … 1000 А). После разогрева соединения, делают осадку усилием до десятков тонн;
 - стыковая сварка давлением – свариваемые поверхности тщательно разделывают (для надежного контакта), детали сжимают торцами и включают ток. После разогрева соединения, ток выключают и делают осадку. Применяют для стержней сечением до 10 см2;
- стыковая сварка давлением – свариваемые поверхности тщательно разделывают (для надежного контакта), детали сжимают торцами и включают ток. После разогрева соединения, ток выключают и делают осадку. Применяют для стержней сечением до 10 см2;
в) точечная сварка - применяется для соединений внахлёстку. Свариваемые детали сжимают медными водоохлаждаемыми электродами и включают ток. Осадку выполняют давлением на электроды. Применяют обычно для сваривания обшивки локомотивов, вагонов, автомобилей и др..
г ) Роликовая (шовная сварка) - выполняется аналогично точечной с применением роликовых электродов, позволяющих получить сплошной или прерывистый шов. Обычно применяют при сварке резервуаров.
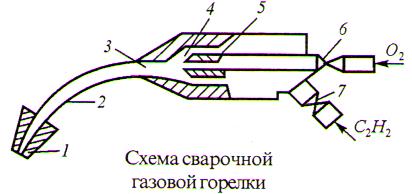
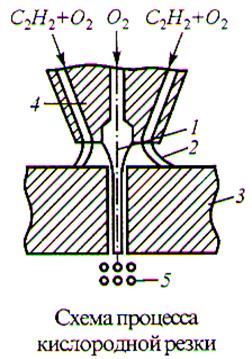
3) Газовая сварка и резка.
Основана на использовании тепла газового пламени. Обычно используют ацетилено-кислородные смеси, дающие при сгорании в горелках t = 3100…3300 0С. Кислород хранят в голубых баллонах, ацетилен - в белых или вырабатывают в газогенераторах.
Различают:
а ) газовую сварку плавлением;
б) сварку давлением – нагрев мест соединения выполняют специальными многопламенными горелками до пластичного состояния, а затем детали сжимают;
в) кислородную резку – основана на способности металлов гореть в струе кислорода. Резак – представляет собой специальную газовую горелку с отдельной подачей кислорода.
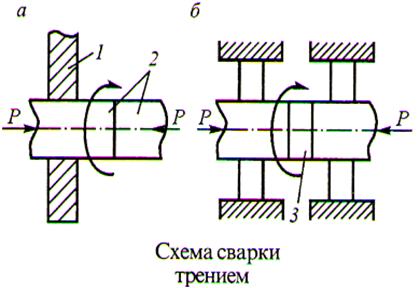
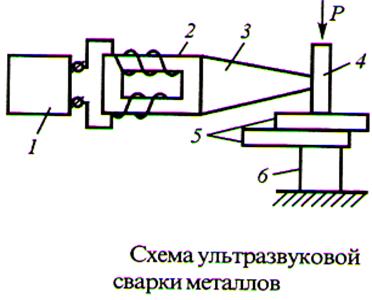
Специальные виды сварки
Паяние металлов
При пайке соединение образуется в результате диффузии припоя в металл соединяемых деталей. Поверхности деталей предварительно зачищают, при пайке используют флюсы (для растворения окислов и защиты места пайки от окисления, для снижения температуры плавления припоя и лучшей его растекаемости).
Для электротехнических и герметичных паек используют мягкие припои марок ПОС (оловянно-свинцовые), температура плавления 180…280 0С. Механическая прочность шва невысокая. Для снижения температуры плавления в сплавы ПОС добавляют висмут, сурьму и кадмий (при ванной пайке).
Флюсы: хлористый цинк, нашатырь, канифоль - для электротехнических паек.
Для конструкционных паек используют твёрдые припои с температурой плавления 700…900 0С:
а) медно-цинковые (латунные) - марок ПМЦ;
б) медно-фосфористые - МФ;
в) серебряные припои - ПСр.
Флюсы: бура,борная кислота и их смеси.
Обработка металлов резанием
Металлорежущие станки:
Токарные, сверлильные, фрезерные, строгальные, разрезные, зубо- и резьбообрабатывающие, шлифовальные, полировальные, вспомогательные.
Обрабатываемые поверхности:
Плоские, цилиндрические, конические, фасонные, сложной формы (зубья, кулачки и др.).
Движение рабочих органов станков:
а) основное – при котором снимается слой материала. Оно состоит из главного движения и движения подачи;
б) вспомогательное – подвод и отвод режущего инструмента.
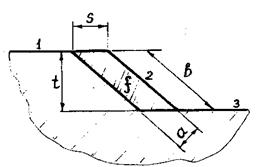
Элементы резания:
1. Обрабатываемая поверхность.
2. Поверхность резания.
3. Обработанная поверхность.
| t – глубина резания, S – подача (перемещение резца за один оборот), b – ширина срезаемого слоя, а – толщина срезаемого слоя, ƒ – площадь поперечного сечения стружки. |
Элементы геометрии резца:
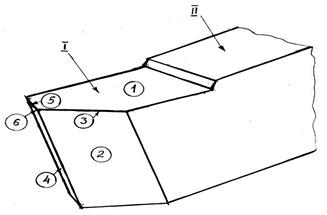
| I. Головка. II. Тело резца. 1) Передняя поверхность 2) Задняя поверхность 3) Главная режущая кромка 4) Вспомогательная задняя поверхность 5) Вспомогательная режущая кромка 6) Вершина резца |
Режущие свойства резца зависят от его геометрии, т.е. углов заточки.
Углы резца измеряются от основной плоскости (горизонтальной, параллельной продольной и поперечной подаче) и плоскости резания (касательной к поверхности резания и проходящей через главную режущую кромку).
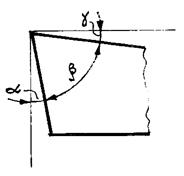
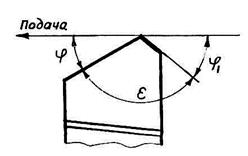
| α – главный задний угол (~8 %) – способствует уменьшению трения при резании; β – угол заострения; γ –главный передний угол – облегчает процесс образования стружки; φ – главный угол; ε – угол при вершине резца; φ1 – вспомогательный угол; λ - угол наклона передней поверхности, влияет на направление схода стружки. |
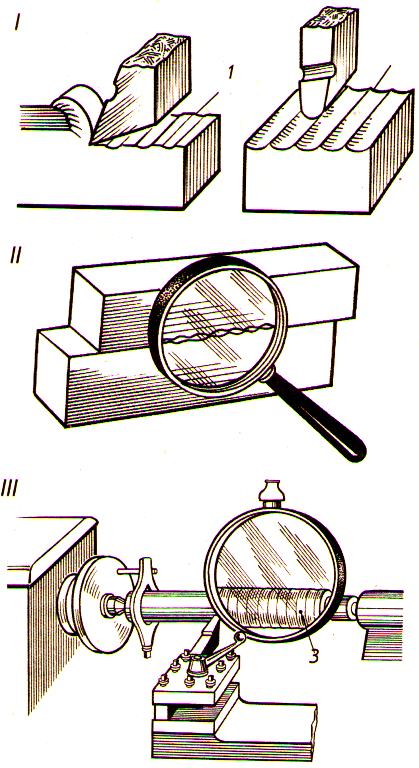
При резании возникает сложная деформация металла (смятие, сдвиг, срез сопровождаемый трением). При этом возможно образование трех видов стружки:
а) сливная – непрерывная спиральная лента (вязкие металлы);
б) скалывания (менее вязкие);
в) надлома – отдельные частицы неправильной формы (хрупкие металлы).
Режимы резания:
а) скорость резания – путь пройденный в минуту точкой лежащей на обрабатываемой поверхности – характеризует производительность. По ней устанавливается частота вращения шпинделя станка;
б) сила резания и мощность при точении – необходимы для расчёта привода и мощности двигателя.
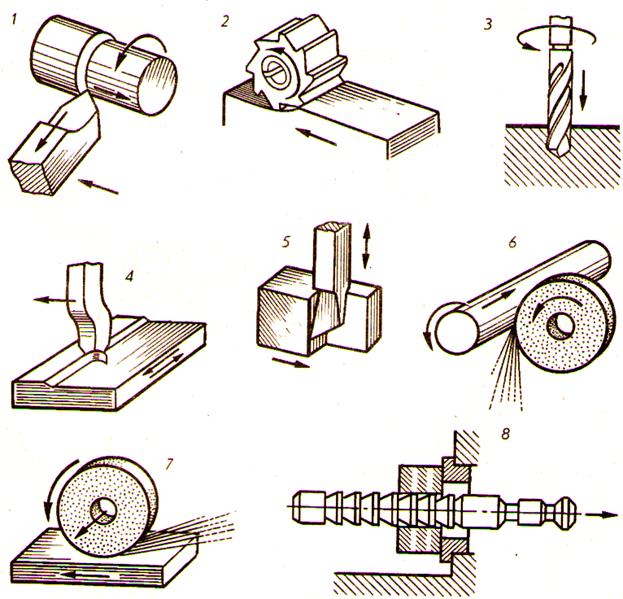
1) Точение – выполняют на станках токарной группы. Виды работ:
обтачивание черновое и чистовое цилиндрических, конических, торцевых, фасонных поверхностей; подрезание и отрезание; возможно также: сверление, растачивание отверстий, нарезание резьбы.
Станки – токарно-винторезные, револьверные, многорезцовые, карусельные, лобовые и др.
Основные части токарно-винтового станка:
Станина, передняя бабка с коробкой скоростей, суппорт с фартуком, задняя бабка, механизм передачи движения от шпинделя к суппорту (включает: коробку подач, ходовой винт и ходовой валик).
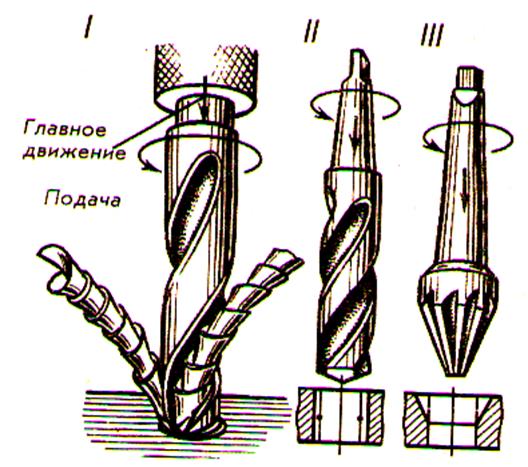
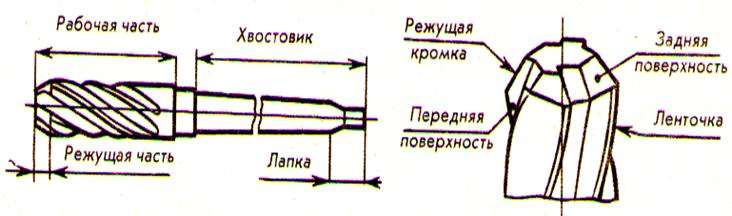
2) Сверление – выполняется спиральными, перовыми, центровочными и свёрлами глубокого сверления.
Зенкерование – обработка резанием стенок отверстий. Различают зенкеры: для расширения отверстий, для получения цилиндрических и конических углублений, для зачистки торцевых поверхностей.
Развёртывание – обработка стенок отверстий для получения высокой точности и чистоты поверхности.
Виды станков – вертикально- и радиально сверлильные, расточные и специальные.
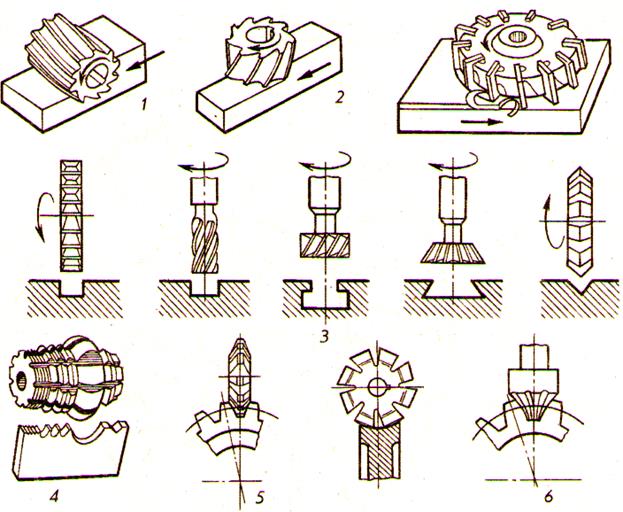
3) Фрезерование – обработка металлов многолезвийным режущим инструментом – фрезой. Фреза имеет главное вращательное движение, а обрабатываемая заготовка – поступательное (подача).
Виды фрез:
а) цилиндрические и торцевые – для обработки плоскостей;
б) дисковые, пазовые, угловые, Т- образные – для изготовления пазов и шлицов;
в) фасонные, модульные, червячные – для изготовления зубчатых колес;
г) отрезные (пилы).
Виды станков:
горизонтально-, вертикально-, продольно- и копировально-фрезерные.
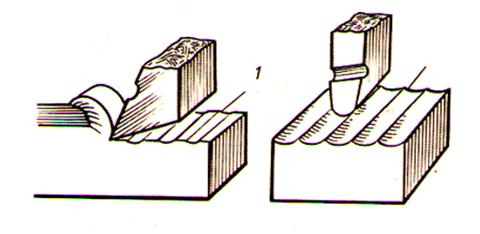
4) Строгание – выполняется резцами на продольно-, поперечно-строгальных и долбёжных станках.
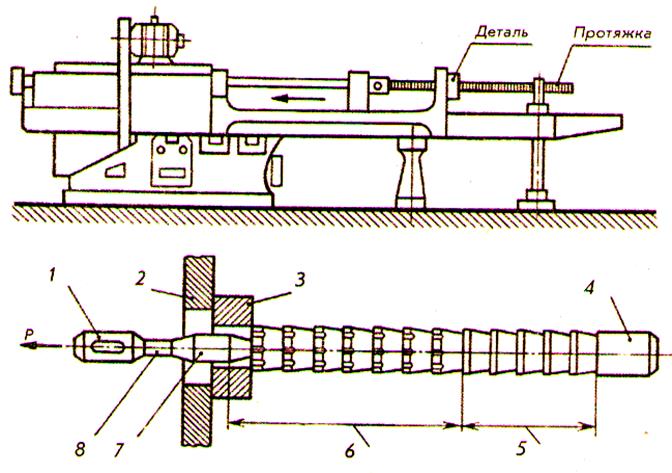
5) Протягивание – механическая обработка многолезвийными инструментами - протяжками, на протяжных станках.
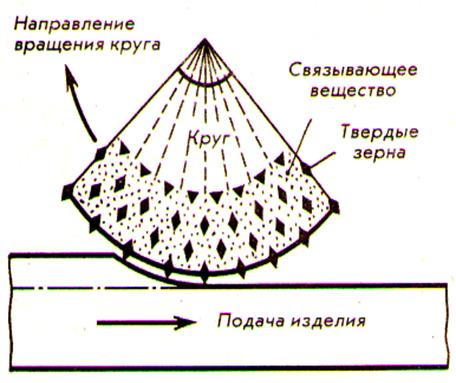
5) Шлифование – обработка поверхностей абразивными инструментами.
Применяют и для обдирочных работ и как отделочную операцию.
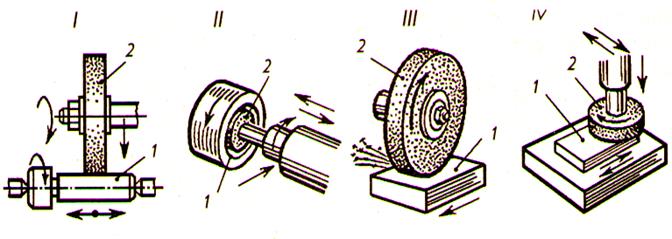
Виды работ при шлифовании: плоское, круглое наружнее, круглое внутреннее,
Абразивные инструменты – самозатачивающиеся. Применяют абразивы естественные и искусственные:
а) электрокорунд – кристаллический оксид алюминия;
б) карборунд – карбид кремния;
в) карбид бора;
г)алмазы (естественные и искусственные).
Виды связки: керамическая, вулканитовая, бакелитовая.
6) Отделочные операции:
а) хонингование – применяется для обработки стенок отверстий (цилиндры ДВС);
 Головка (хон) оснащена выдвижными мелкозернистыми абразивными брусками и совершает одновременно вращательное и возвратно-поступательное движение;
Головка (хон) оснащена выдвижными мелкозернистыми абразивными брусками и совершает одновременно вращательное и возвратно-поступательное движение;
б) суперфиниширование – применяется при наружной обработке цилиндрических поверхностей. Головка оснащена абразивными брусками совершающими возвратно-поступательное движение (ход 2…5 мм, частота 250 … 1200 ходов в минуту), а заготовка одновременно вращается и движется возвратно-поступательно;
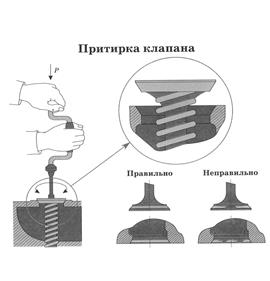
в) притирка – производится абразивными порошками смешанными со смазкой и нанесёнными на поверхность притиров.

| 
|
7) Электрическая и ультразвуковая обработка:
а) электроискровая – основана на эрозии (т.е. разрушении) металлов искровыми разрядами;
б) ультразвуковая – применяется для получения отверстий, канавок, резьбы и отделки поверхностей твёрдых и хрупких металлов.
Понятие о станках с ЧПУ
Станки управляются компьютером и могут настраиваться на автоматическую обработку различных деталей. Программа работы станка предварительно записана на магнитный носитель и вводится в память компьютера.
Переналадка на обработку деталей по другому чертежу в основном сводится к замене программы в памяти компьютера.
Особенностью устройства является наличие датчиков, связанных с компьютером и контролирующих состояние всех органов станка в любой момент времени, а также использование приводов с управляемой скоростью (посредством электрических сигналов от компьютера).
Допуски и посадки
Общие сведения о допусках, посадках и взаимозаменяемости деталей
Различают: свободные и сопрягаемые размеры (например: шейка вала и подшипник). В соединении сопрягаемых деталей различают: охватывающие (отверстия) и охватываемые (вал) поверхности.
В машиностроении осуществляется принцип взаимозаменяемости:
а) полной – когда деталь без подбора устанавливается на любую серийную машину (например: резьбовые соединения, подшипники качения и др.);
б) неполной – когда детали требуют сортировки для улучшения точности соединений.
Размеры из стандартного ряда нормальных размеров называют – номинальными. Они указываются на чертежах и являются общими для отверстия и вала (D = d).
Размеры деталей всегда отличаются от номинальных, поэтому их ограничивают предельными размерами (Dmax и Dmin - для отверстия, dmax и dmin - для вала).
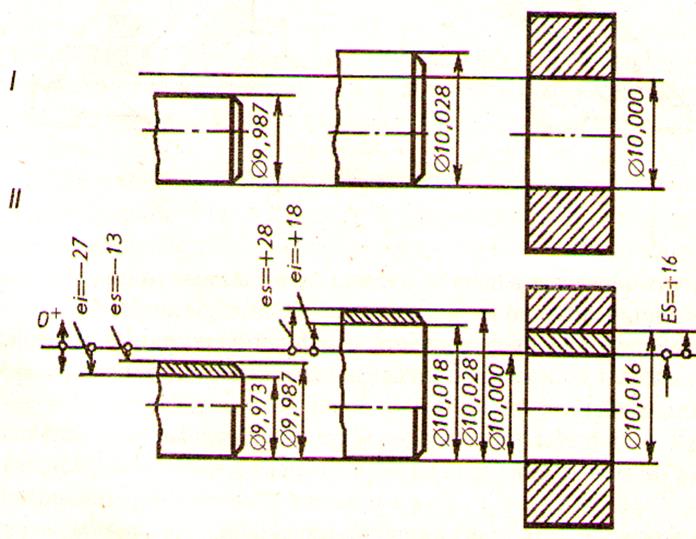
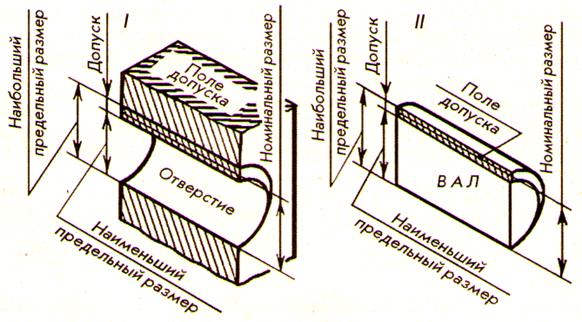
Допуском – называют разность между наибольшим и наименьшим предельными размерами в сопрягаемых деталях.
IT = Dmax - Dmin – для отверстия.
IT = dmax - dmin – для вала.
Верхнее предельное отклонение: ES = Dmax – D (+)
Нижнее предельное отклонение: EI = Dmin – D (–)
Зону ограниченную верхним и нижним отклонениями называют – полем допуска. Оно определяет точность изготовления детали и характеризуется:
а) величиной допуска
TD = ES – EI = Dmax - Dmin – для отверстий
Td = es – ei = dmax - dmin – для вала;
б) основным отклонением, определяющим положение поля допуска относительно линии номинального размера, принимаемой за нулевую.
Стандартом установлено 28 основных отклонений обозначаемых буквами латинского алфавита.
Степень точности характеризуют – квалитетами. Каждый квалитет содержит ряд допусков соответствующих одинаковой точности для всех номинальных размеров. При этом весь диапазон размеров разделён на интервалы, в пределах которых предельные отклонения принимаются одинаковыми (до 3 мм; 3…6 мм; 6…10 мм; 10…18 мм и т.д. до 500 мм).
Стандартом установлено 19 квалитетов: 01; 0; 1;…17 – в порядке понижения точности.
Допуски квалитетов определяют по таблицам в зависимости от номера квалитета и интервала номинальных размеров.
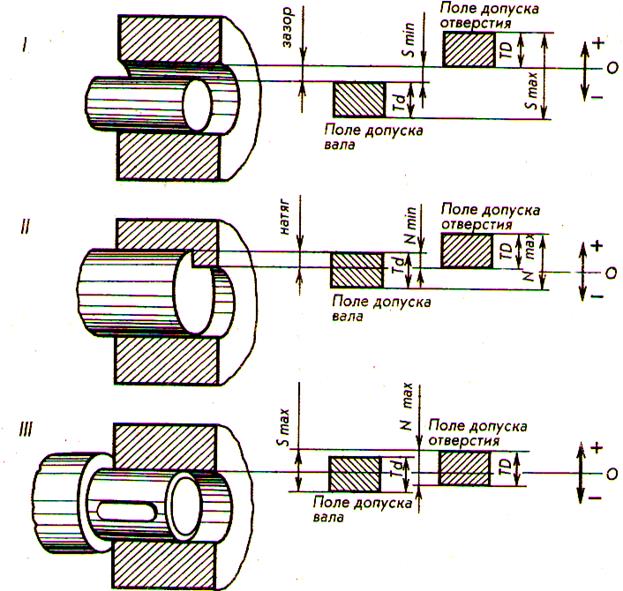
Посадкой – называют характер соединения деталей.
Различают посадки:
а) с зазором;
б) с натягом;
в) переходные посадки (с зазором или натягом в зависимости от действительных размеров деталей)
Для обеспечения определённого вида посадки применяют:
а) систему отверстия – когда предельные размеры отверстия остаются постоянными (D = Dmin), а вид посадки обеспечивается изменением предельных размеров вала;
б) система вала (d = dmах ), а вид посадки обеспечивается изменением предельных размеров отверстия.
В резьбовых соединениях применяют:
а) скользящие посадки;
б) с натягом (обычно шпилька – резьба корпуса);
в) с зазором – для лёгкой сборки или под антикоррозийное покрытие.
Обозначение на чертежах полей допусков и посадок
Допуски линейных размеров указывают на чертежах непосредственно после номинального размера условным буквенным обозначением основного отклонения и номером квалитета. Или числовыми значениями верхнего и нижнего отклонения. Например:
а) для отверстия Ø 45Н7 или Ø 45+0,025;
б) для вала Ø 45f7 или Ø  ;
;
в) при сопряжении вала с отверстием, в числителе указывают поле допуска отверстия, а в знаменателе – вала.
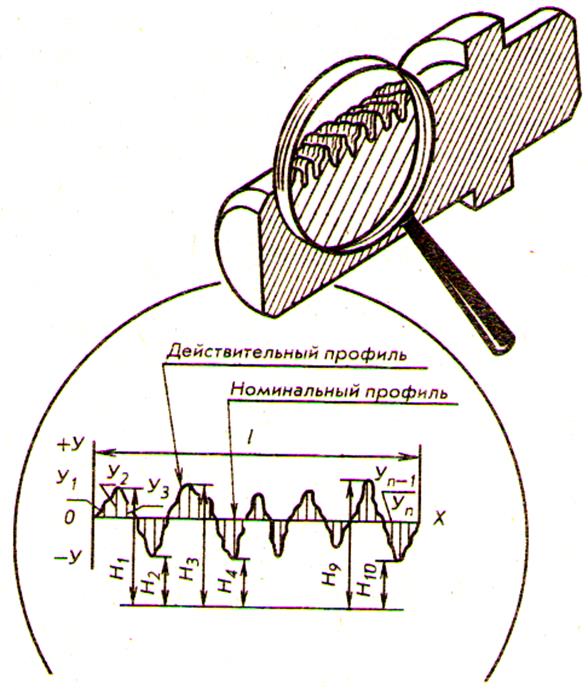
В.2 Шероховатость поверхностей
Шероховатостью – называют совокупность неровностей поверхности. Она измеряется с малым шагом на базовой длине (согласно стандарту - от 0,01 до 25 мм).
Стандарт предусматривает шесть параметров шероховатости. Основные регламентируемые параметры:
а) среднее арифметическое отклонение профиля Rа;
б) высота неровностей профиля по 10 точкам Rz.
Обозначение шероховатостей:



| - поверхность образована удалением слоя материала (точение, травление и др.). - без удаления слоя материала (литьё, ковка и др.). - метод обработки поверхности не устанавливается |
Коррозией – называют разрушение металлов под воздействием внешней среды.
Различают:
1) Химическую коррозию – происходит в сухих газах, при повышенной температуре и в неэлектропроводящих жидкостях (а также менее интенсивно в нормальных условиях).
Если окисел образует сплошную плотную плёнку, коррозия может замедлиться или вообще прекратиться (алюминий, жаростойкие и нержавеющие стали). При рыхлых прерывистых плёнках коррозия идёт до полного разрушения металла.
2)Электрохимическая коррозия – происходит под воздействием токопроводящих жидкостей – электролитов. Из-за химической неоднородности на поверхности, металлов покрытых слоем электролита, возникают микроскопические гальванические элементы, анодные участки которых постепенно растворяются.
Способы защиты от коррозии
1) Металлические покрытия выполняют из Zn, Cr, Ni, Al, Sn, Cd.
Различают покрытия:
а) анодные – защитный металл по отношению к основному является анодом. При местном повреждении защитного слоя разрушается металл покрытия и повреждение самозалечивается (например: цинкование и кадмирование сталей);
б) катодные – защищают основной металл до повреждения покрытия, затем начинается активная коррозия основного металла, являющегося по отношению к покрытию анодом (например: хромирование, никелирование, лужение).
Металлические покрытия наносят гальваническим путём, окунанием в расплавленный металл (лужение) и металлизацией (напыление защитного металла).
Стальные детали защищают так же оксидированием (воронением), фосфатированием и нанесением неметаллических покрытий (лакокрасочных, эмалевых, гуммирование резиной или эбонитом).
|
| Поделиться: |



