Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
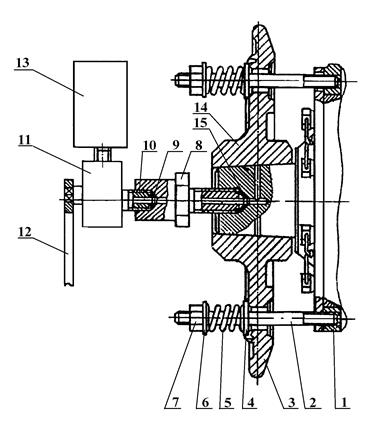
Схема распрессовки фланца шестерниСодержание книги
Поиск на нашем сайте
Рисунок V - 4
В отверстия 3,4,7,8 кольца должны быть запрессованы технологические фиксаторы 7, которые служат для навешивания полуколец 4 при дальнейшей сборке. В цековки фланца под головки болтов с шайбами установите шайбы с прорезью и затяните болты. При затяжке болтов момент должен составлять 260+40 Н·м (26+4 кгс·м); такой момент реализуется при плече ключа 750 мм и усилии на рукоятке 350 Н (35 кгс). Контроль производится динамометром или тарировочным ключом. Окончательную затяжку болтов производите в последовательности, показанной на схеме (рис. IV- 18). Равномерность затяжки упругого элемента и отсутствие перекоса определите замерами через отверстие 5 мм. Заведите в резинокордный элемент разрезные кольца фланца двигателя и посадите их на фиксаторы. Поднимайте корпус редуктора до совпадения осей вала двигателя и вала шестерни. Сожмите резинокордный элемент в осевом направлении на величину, позволяющую завести втулки полуколец в отверстия фланца двигателя. Закрепите резинокордный элемент болтами, под головки которых установите шайбы с прорезью. Затяжку болтов производите как было указано выше. Выше описаны полная разборка и сборка упругой муфты. При частичной разборке (например, при смене тягового двигателя, смене резинокордного элемента и др.) выполняйте работы, обеспечивающие данный вид частичной разборки, в последовательности, указанной для полной разборки. Сборку в этом случае производите в обратной последовательности. Для удобства монтажа упругой муфты двигатель должен быть максимально отодвинут от редуктора. С целью обеспечения размера 1743 мм необходимо краном приподнять двигатель и с помощью лома, делая упор в колесо, сместить двигатель в сторону редуктора на нужную величину. Запрещается допускать в эксплуатацию неправильно отрегулированную муфту. Ось вала шестерни редуктора должна быть опущена в вертикальной плоскости относительно оси вала тягового двигателя на 31,5 мм под массой тары вагона. Расцентровку производите с помощью гаек 3 (рис. IV - 17), перемещая их по резьбовому стержню 2. При этом необходимо обеспечить затяжку амортизаторов 1 на размер 105 +2-1 мм. Указанную расцентровку производите после подкатки тележек под вагон. Следует иметь в виду, что повреждение поверхностного слоя резины не считается повреждением резинокордного элемента. Поверхностный слой может иметь сетку мелких трещин, появляющихся в первую очередь в районе крепления резинокордного элемента к металлическим частям по всей окружности. Муфту допускают к эксплуатации, если повреждение не распространилось на несущий (кордовый) слой элемента, при этом резину в месте повреждения следует срезать ножом, обеспечивая плавный переход по краям среза. Произведите ревизию буксового узла. Сборку буксового узла при замене подшипников производите при помощи монтажной втулки (рис. V- 2). Подвески центрального подвешивания периодически подвергайте магнитному контролю согласно “Инструкции по магнитному контролю ответственных деталей локомотивов и вагонов дизель-поездов и электропоездов депо и на локомотиворемонтных заводах”. Допустимые величины износов рамы тележки и деталей центрального подвешивания указаны в “Правилах текущего ремонта и технического обслуживания электропоездов (ЦТ/479)”. Ультразвуковую дефектоскопию оси можно осуществить без выкатки колёсных пар из-под вагона и демонтажа буксовых подшипников. Для этого отверните болты, крепящие крышку буксы, и снимите её. Затем отверните болты, крепящие стопорную планку, и также снимите её. Отверните гайку и введите в канавку, расположенную между шейкой и резьбовой частью оси, щуп дефектоскопа. Текущий ремонт ТР-3. Выкатите тележки из-под вагонов. При выкатке тележки моторного вагона сначала отверните гайку шкворня, снимите её и упорную шайбу. Затем отсоедините воздушные рукава и электропровода от тягового двигателя, провода узлов заземления и шину заземления кузова и соединительные рукава тормозных цилиндров, а на тележке со стороны привода ручного тормоза отсоедините трос от рычажно-тормозной передачи. После этого домкратами поднимите кузов и выкатите тележку. При выкатке тележки головного и прицепного вагонов разберите шкворень, отсоедините канат ручного тормоза от тележки и заземления кузова. После этого домкратами поднимите кузов и выкатите тележку. Промойте тележки в сборе в моечной машине (выварите), снимите все съёмные детали, кроме предохранительных скоб тормозной передачи. Проверьте все детали в соответствии с упомянутыми Инструкциями. Снятые с тележек узлы и детали очистите от грязи, масла и ржавчины. Для выявления степени износа деталей и узлов тщательно осмотрите и обмерьте их. При осмотре рамы проверьте: состояние сварных швов, кронштейнов, крепление шпинтонов к раме. Рамы, имеющие трещины в сварных швах и основном металле, к эксплуатации не допускаются. Подлежат замене или восстановлению детали фрикционного гасителя на головных и прицепных вагонах при следующих величинах износа: втулка по наружному диаметру до 4 мм; кольцо по поверхности трения на глубину до 3 мм; сухарь по внутренней цилиндрической рабочей поверхности до 4 мм. При задирах или местной выработке на втулках и сухарях свыше 4 мм детали замените новыми. Детали с выкрошившейся резьбой и увеличенными зазорами замените. На моторных вагонах износ фрикционных накладок допускается до толщины 4 мм, металлических дисков - до 6 мм. Для замены износившихся буксовых поводков произведите их переформировку. Запрессуйте резиновую втулку в отверстие головки тяги, а валик - в резиновую втулку. Перед запрессовкой сопрягаемые поверхности резиновой втулки, валика и тяги покройте смесью из масла касторового технического ГОСТ 6757-73 (25 %) и спирта этилового гидротехнического марки “А” ГОСТ 17299-78 (75 %). Сформированный поводок выдерживайте в течение десяти дней в темноте при температуре 15...30 С для снятия внутренних напряжений во втулке и стабилизации ее размеров. При сборке буксового подвешивания: - произведите крепление переформированных буксовых поводков с корпусами букс, для чего установите валики поводков клиновыми поверхностями в пазы корпусов букс и закрепите болтами. При этом маркировка на торцах валиков должна быть обращена наружу; - установите на крылья корпусов букс оттарированные и подобранные по высоте комплекты буксовых пружин; - после опускания рамы тележки на колёсные пары закрепите свободные головки буксовых поводков в кронштейнах рамы аналогично креплению поводков с корпусами букс. Узел заземления Разберите узел, все детали очистите, промойте и осмотрите. Детали, имеющие трещины, гайки и болты с сорванной резьбой – замените. Все контролируемые размеры должны соответствовать нормам допусков и износов. Трещины в корпусе устройства не допускаются. Крышки должны плотно прилегать к корпусу, при необходимости замените прокладку. Проверьте состояние токоведущего провода, уплотнения штуцера и крепление наконечников провода и щётки. Выявленные неисправности устраните. Замену щёток см. ТО – 3
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 177; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.115 (0.01 с.) |