Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схемы обработки на сверлильных станках
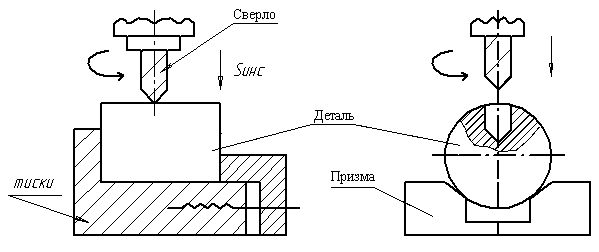
Основные формообразующие движения: вращение инструмента и поступательное движение этого инструмента. Установка детали в тисках или на призму (рис. 31).
а) б) Рис. 31. Схемы обработки при сверлении: а – установка детали в тиски; б – установка детали на призму Сверление по цилиндрической поверхности нетехнологично, установить сверло по направляющей практически невозможно. В единичном производстве перед сверлением делается кернение (маленькое углубление). Для массового и крупносерийного производств используются кондукторные втулки. В единичном и мелкосерийном производствах для сверления используются вертикально-сверлильные универсальные станки. Для сверления глубоких отверстий при l / d >5 применяются специальные сверлильные станки для глубокого сверления с горизонтально расположенным шпинделем. В массовом и крупносерийном производствах для сверления нескольких отверстий одновременно могут устанавливаться многошпиндельные головки В крупносерийном и массовом производствах для обработки нескольких отверстий одновременно и при том на разных сторонах детали могут применяться агрегатно-сверлильные станки (рис. 32, б). Рабочее приспособление, как правило, специальное. Инструмент устанавливается в так называемых силовых головках, которые имеют свой привод, и могут устанавливаться в любых направлениях. Агрегатные станки всегда специальные. Основные методы обработки: сверление, зенкерование, развертывание, нарезание резьбы.
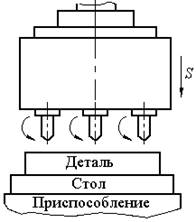
а) б) Рис. 32. Схемы сверления: Обработка на сверлильных станках с ЧПУ. Этистанки предназначены для обработки нескольких отверстийпоследовательно по программе. Деталь закрепляется на столе в приспособлении. Перемещение от одного отверстия к другому производится по программе за счет горизонтальных перемещений стола, которые называются позиционированием инструмента. Сама обработка отверстий осуществляется поступательным (вертикальным) перемещением инструмента (рис. 33).
Основные методы обработки: сверление, зенкерование, развертывание, нарезание резьбы. На сверлильных станках с ЧПУ обработка ведется одним инструментом, смена одного инструмента на другой происходит вручную.
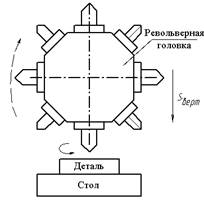
Рис. 33. Схема обработки на сверлильном станке с ЧПУ Сверлильные станки с ЧПУ с револьверной головкой. Смена инструмента производится автоматически. Такие станки применяются в серийном производстве (рис. 34).
Рис. 34. Компоновочная схема обработки
Схемы обработки рисуются так же, как и при обработке на обычных сверлильных станках с ЧПУ, но с учетом позиций обработки.
|
|||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 150; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.147.190 (0.005 с.) |