Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схемы обработки на станках типа «обрабатывающий центр» ⇐ ПредыдущаяСтр 3 из 3
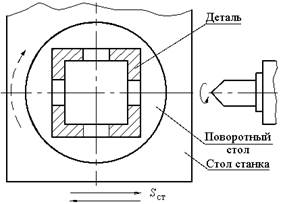
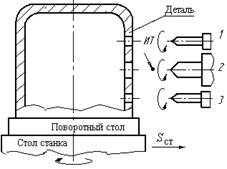
Обрабатывающий центр – станки с ЧПУ, оснащенные инструментальным магазином (от 12 до 100 и более инструментов). Инструмент из магазина в шпиндель устанавливается автоматически специальным устройством. Большое распространение получили обрабатывающие центры фрезерно-сверлильно-расточной группы. Эти станки можно подразделить на станки с вертикальным расположением шпинделя и горизонтальным. Для станков с вертикально-расположенным шпинделем принцип обработки тот же самый, что и для обычных фрезерных станков с ЧПУ. Отличие станков в том, что на обрабатывающих центрах обработка возможна большим количеством инструментов с их автоматической сменой. Деталь устанавливают в приспособление универсального или специализированного типа. Деталь обрабатывается с одной стороны; формообразующие движения такие же. Станки с горизонтально-расположенным шпинделем имеют поворотный стол, и деталь может обрабатываться максимально с четырех сторон за счет поворотного стола (рис. 37, а).
а) б) Рис. 37. Схемы обработки на станках типа «обрабатывающий центр»:
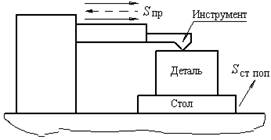
Для станков типа «обрабатывающий центр» характерно наличие увеличенного количества управляемых координат. Если на обычных станках с ЧПУ максимальное количество управляемых координат три: x, y, z, то на станках типа «обрабатывающий центр» может быть четыре управляемых координаты: добавляется координата поворота стола «n». На отдельных станках может быть пять управляемых координат: x, y, z, n и вертикальное перемещение с помощью стола y ст. Схемы обработки на строгальных, долбежных и протяжных станках Строгание. Основные формообразующие движения: деталь и инструмент в процессе обработки перемещаются поступательно (рис. 38.). Применяется, в основном, в единичном производстве. Долбление. Основное формообразующее движение – возвратно-поступатель-ное движение инструмента (рис. 39.). Деталь в процессе обработки неподвижна. Применяется в единичном и, частично, в мелкосерийном производстве.
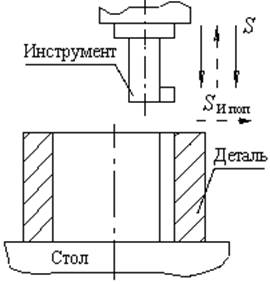
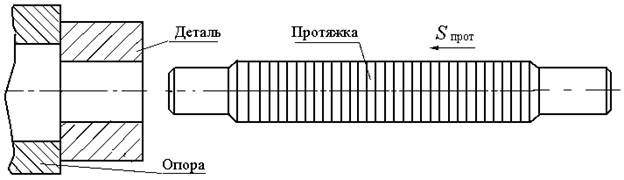
Протягивание. Протягивание может производиться на специальных протяжных станках горизонтального и вертикального исполнения. На этих станках могут обрабатываться отверстия и плоскости. Обработка отверстия представлена на
Рис. 40. Схема обработки отверстия протягиванием
При протягивании отверстия деталь не закрепляется, она лишь поддерживается специальным устройством – ложементом. В процессе обработки деталь самоустанавливается по протяжке.
|
|||||||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 139; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.140.108 (0.006 с.) |