Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схемы обработки на типовых металлорежущих станкахСтр 1 из 3Следующая ⇒
Схемы обработки на типовых металлорежущих станках
Схемы токарной обработки
Основные формообразующие движения: вращение детали и поступательное движение инструмента. Схем может быть несколько в зависимости от применяемого оборудования. Токарные станки в зависимости от уровня механизации и автоматизации делятся: - на одношпиндельные токарные – универсальные, револьверные, гидрокопировальные, - многошпиндельные: токарные горизонтальные, токарные вертикальные.
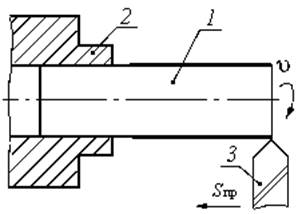
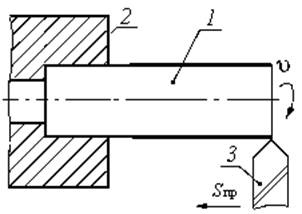
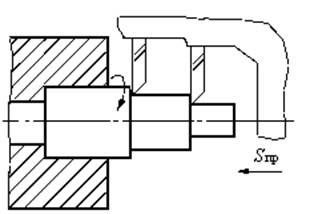
Рассмотрим схемы обработки на универсальных станках при обработке НЦП. 1. В трехкулачковом патроне (два варианта) при l/ d ≤3. Вариант 1: используется в единичном производстве (рис. 11, а). Вариант 2: используется на настраиваемых станках при серийном и массовом производствах (рис. 11, б).
а) б) Рис. 11. Схемы обработки на универсальных станках
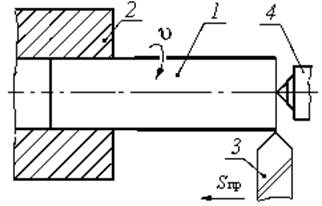
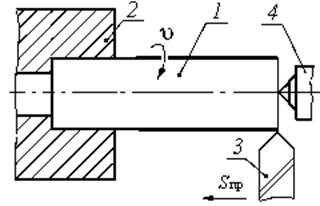
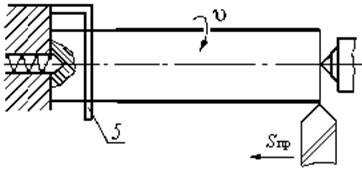
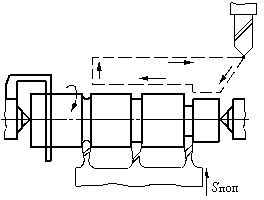
2. Схемы обработки детали в патроне с поджатием задним центром при 3< l /d£5 (рис. 12).
а) б) Рис. 12. Схемы обработки детали в патроне с поджатием задним центром:
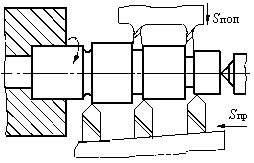
3. Схема обработки детали в центрах при 5< l / d £ 10 (рис. 13).
а) б) Рис. 13. Схемы обработки детали в центрах:
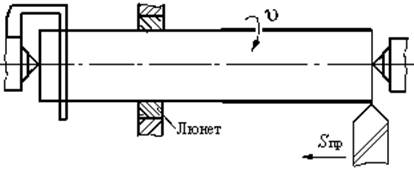
4. Схема обработки детали в центрах с применением люнета при l /d > 10 (рис. 14).
Рис. 14. Схема обработки детали в центрах с применением люнета
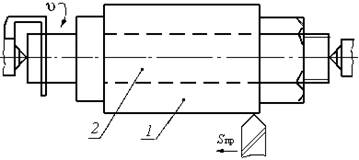
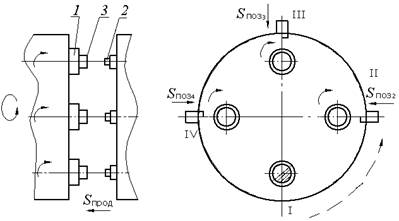
Патроны могут быть: а) трехкулачковыми самоцентрирующими; б) двух- и четырехкулачковыми несамоцентрирующими. Применяются в единичном производстве. При установке в них деталь выверяется. При обработке наружных цилиндрических поверхностей детали часто применяются оправки. Оправки могут быть жесткими и разжимными. Схемы обработки приведены на рис. 15.
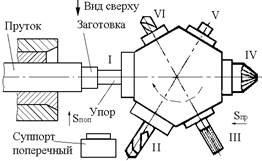
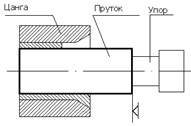
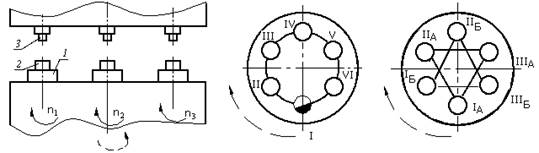
а) б) Рис. 15. Схемы обработки детали на оправке: 1 – деталь, 2 – оправка, 3 – шток; 4 – шпиндель; 5 –цанговая втулка Деталь на жесткой оправке может устанавливаться с зазором, без зазора и с натягом. Схемы обработки на токарно-револьверных станках. Токарно-револьверные станки могут иметь револьверную головку с вертикальной осью вращения (ВОВ) и с горизонтальной осью вращения (ГОВ). Обработка детали может производиться из прутка или из штучной заготовки. При обработке детали из прутка ее ориентация в осевом направлении производится по правому торцу по упору (рис. 16, а), при обработке детали из штучной заготовки – по левому торцу (рис. 16, б). Деталь устанавливается при обработке из прутка в цанговом патроне (рис. 16, а), при обработке штучной заготовки в трехкулачковом патроне (рис. 16, б).
а) б) Рис. 16. Компоновочная схема обработки детали на станке
Основные движения – вращение детали и поступательное движение инструмента, продольная подача осуществляется револьверной головкой. Поперечная подача на станках с ВОВ РГ – поперечным суппортом, на станках с ГОВ РГ – револьверной головкой, причем подача будет круговой. Выполнение позиций на токарно-револьверном станке осуществляется последовательно. Револьверная головка и поперечный суппорт могут работать параллельно. Схемы обработки с указанием инструмента в конце рабочего хода рисуются для каждой рабочей позиции отдельно. Например, при обработке штучной заготовки в патроне (рис. 17).
а) б) Рис. 17. Схемы обработки при установке детали в патроне:
На станках с ВОВ РГ можно выполнять четыре…шесть позиций, на станках с ГОВ РГ – 12…16 позиций. Основные методы обработки: точение, подрезание торцев, сверление, зенкерование, развертывание, подрезка канавок, нарезание резьбы. Схема обработки на гидрокопировальном станке. Схема установки – в центрах, передний центр всегда плавающий. С продольного суппорта обрабатываются несколько цилиндрических поверхностей одним резцом. С поперечного суппорта подрезаются торцы и канавки (см. рис. 18, а). Схема обработки на многорезцовом токарном станке. Схемы установки: в центрах, в патроне, в патроне с поджимом задним центром. На продольном и поперечном суппортах устанавливаются по несколько токарных резцов (рис. 18, б). Основные методы обработки: точение НЦП и подрезание торцов НП.
а) б) Рис. 18. Схемы обработки:
Схемы обработки на токарном горизонтальном многошпиндельном станке. Многошпиндельные горизонтальные токарные станки могут быть четырех-, шести- и восьмишпиндельными.
Рис. 19. Компоновочная схема обработки на горизонтальном четырехшпиндельном станке: 1 – приспособление, 2 – инструмент, 3 – обрабатываемая деталь
а) б) Рис. 20. Схемы установки заготовки: а – для штучной заготовки; б – при обработке из прутка Каждый рабочий шпиндель вращается с одной частотой. Для всех инструментов – одна продольная подача. Установочная позиция – нерабочая, рабочие позиции имеют поперечные суппорты. Для смены положения детали шпиндельная головка поворачивается. Схемы обработки на таких станках рисуются для каждой рабочей позиции (так же, как на токарно-револьверном станке). Основные методы обработки: точение, подрезание, сверление, зенкерование, развертывание, нарезание резьбы, точение канавок. Схемы обработки на токарном вертикальном многошпиндельном станке. Многошпиндельные вертикальные токарные станки могут быть четырех-, шести- и восьмишпиндельными.
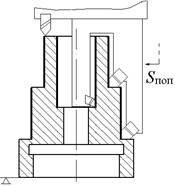
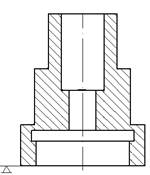
а) б) Рис. 21. Компоновочная схема обработки на вертикальном шестишпиндельном станке: а – одноиндексный; б – двухиндексный; 1 – приспособление; 2 – инструмент; 3 – деталь На каждой рабочей позиции имеется один суппорт. Этот суппорт может исполняться в виде трех разновидностей: первая обеспечивает продольную подачу (вертикальную), вторая – поперечную подачу (горизонтальную), третья – и вертикальную и горизонтальные подачи. Последняя разновидность суппорта обеспечивает только черновую обработку, поэтому применяется только при острой необходимости. Схема установки: в патроне или в специальном приспособлении типа патрона, заготовки штучные. На этих станках могут быть одна или две установочные позиции. Основные методы: точение, подрезание торца, растачивание, развертывание. Схемы обработки на вертикальном токарном многошпиндельном станке рисуются для каждой рабочей позиции. Для одноиндексного станка первая позиция установочная, другие – рабочие. Примеры схем обработки приведены на рис. 22.
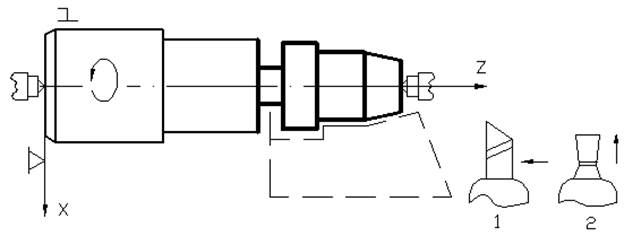
Рис. 22. Схемы обработки на токарном Обработка на токарных станках с ЧПУ. Основные методы: точение, подрезание торца, сверление, зенкерование, развертывание, растачивание, нарезание резьбы. Обработка идет в координатной системе. На данных станках устанавливаются специальные резцедержатели или револьверные головки, смена инструмента – автоматическая.
Рис. 23. Схема обработки на токарном станке с ЧПУ
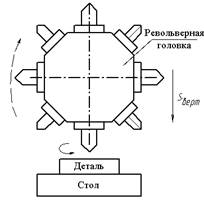
Рис. 30. Схема обработки детали на вертикально-фрезерном станке с ЧПУ
На таких станках могут обрабатываться плоскости, уступы, пазы и фасонные контуры. Смена инструмента производится вручную. Рациональной является схема обработки одним инструментом при одной установке детали. Основной метод обработки – фрезерование. Рис. 33. Схема обработки на сверлильном станке с ЧПУ Сверлильные станки с ЧПУ с револьверной головкой. Смена инструмента производится автоматически. Такие станки применяются в серийном производстве (рис. 34).
Рис. 34. Компоновочная схема обработки
Схемы обработки рисуются так же, как и при обработке на обычных сверлильных станках с ЧПУ, но с учетом позиций обработки. Рис. 36. Схема обработки на агрегатно-расточном станке Рис. 40. Схема обработки отверстия протягиванием
При протягивании отверстия деталь не закрепляется, она лишь поддерживается специальным устройством – ложементом. В процессе обработки деталь самоустанавливается по протяжке. Схемы обработки на типовых металлорежущих станках
Схемы токарной обработки
Основные формообразующие движения: вращение детали и поступательное движение инструмента. Схем может быть несколько в зависимости от применяемого оборудования. Токарные станки в зависимости от уровня механизации и автоматизации делятся: - на одношпиндельные токарные – универсальные, револьверные, гидрокопировальные, - многошпиндельные: токарные горизонтальные, токарные вертикальные.
Рассмотрим схемы обработки на универсальных станках при обработке НЦП.
1. В трехкулачковом патроне (два варианта) при l/ d ≤3. Вариант 1: используется в единичном производстве (рис. 11, а). Вариант 2: используется на настраиваемых станках при серийном и массовом производствах (рис. 11, б).
а) б) Рис. 11. Схемы обработки на универсальных станках
2. Схемы обработки детали в патроне с поджатием задним центром при 3< l /d£5 (рис. 12).
а) б) Рис. 12. Схемы обработки детали в патроне с поджатием задним центром:
3. Схема обработки детали в центрах при 5< l / d £ 10 (рис. 13).
а) б) Рис. 13. Схемы обработки детали в центрах:
4. Схема обработки детали в центрах с применением люнета при l /d > 10 (рис. 14).
Рис. 14. Схема обработки детали в центрах с применением люнета
Патроны могут быть: а) трехкулачковыми самоцентрирующими; б) двух- и четырехкулачковыми несамоцентрирующими. Применяются в единичном производстве. При установке в них деталь выверяется. При обработке наружных цилиндрических поверхностей детали часто применяются оправки. Оправки могут быть жесткими и разжимными. Схемы обработки приведены на рис. 15.
а) б) Рис. 15. Схемы обработки детали на оправке: 1 – деталь, 2 – оправка, 3 – шток; 4 – шпиндель; 5 –цанговая втулка Деталь на жесткой оправке может устанавливаться с зазором, без зазора и с натягом. Схемы обработки на токарно-револьверных станках. Токарно-револьверные станки могут иметь револьверную головку с вертикальной осью вращения (ВОВ) и с горизонтальной осью вращения (ГОВ). Обработка детали может производиться из прутка или из штучной заготовки. При обработке детали из прутка ее ориентация в осевом направлении производится по правому торцу по упору (рис. 16, а), при обработке детали из штучной заготовки – по левому торцу (рис. 16, б). Деталь устанавливается при обработке из прутка в цанговом патроне (рис. 16, а), при обработке штучной заготовки в трехкулачковом патроне (рис. 16, б).
а) б) Рис. 16. Компоновочная схема обработки детали на станке
Основные движения – вращение детали и поступательное движение инструмента, продольная подача осуществляется револьверной головкой. Поперечная подача на станках с ВОВ РГ – поперечным суппортом, на станках с ГОВ РГ – револьверной головкой, причем подача будет круговой. Выполнение позиций на токарно-револьверном станке осуществляется последовательно. Револьверная головка и поперечный суппорт могут работать параллельно. Схемы обработки с указанием инструмента в конце рабочего хода рисуются для каждой рабочей позиции отдельно. Например, при обработке штучной заготовки в патроне (рис. 17).
а) б) Рис. 17. Схемы обработки при установке детали в патроне: На станках с ВОВ РГ можно выполнять четыре…шесть позиций, на станках с ГОВ РГ – 12…16 позиций. Основные методы обработки: точение, подрезание торцев, сверление, зенкерование, развертывание, подрезка канавок, нарезание резьбы. Схема обработки на гидрокопировальном станке. Схема установки – в центрах, передний центр всегда плавающий. С продольного суппорта обрабатываются несколько цилиндрических поверхностей одним резцом. С поперечного суппорта подрезаются торцы и канавки (см. рис. 18, а). Схема обработки на многорезцовом токарном станке. Схемы установки: в центрах, в патроне, в патроне с поджимом задним центром. На продольном и поперечном суппортах устанавливаются по несколько токарных резцов (рис. 18, б). Основные методы обработки: точение НЦП и подрезание торцов НП.
а) б) Рис. 18. Схемы обработки:
Схемы обработки на токарном горизонтальном многошпиндельном станке. Многошпиндельные горизонтальные токарные станки могут быть четырех-, шести- и восьмишпиндельными.
Рис. 19. Компоновочная схема обработки на горизонтальном четырехшпиндельном станке: 1 – приспособление, 2 – инструмент, 3 – обрабатываемая деталь
а) б) Рис. 20. Схемы установки заготовки: а – для штучной заготовки; б – при обработке из прутка Каждый рабочий шпиндель вращается с одной частотой. Для всех инструментов – одна продольная подача. Установочная позиция – нерабочая, рабочие позиции имеют поперечные суппорты. Для смены положения детали шпиндельная головка поворачивается. Схемы обработки на таких станках рисуются для каждой рабочей позиции (так же, как на токарно-револьверном станке). Основные методы обработки: точение, подрезание, сверление, зенкерование, развертывание, нарезание резьбы, точение канавок. Схемы обработки на токарном вертикальном многошпиндельном станке. Многошпиндельные вертикальные токарные станки могут быть четырех-, шести- и восьмишпиндельными.
а) б) Рис. 21. Компоновочная схема обработки на вертикальном шестишпиндельном станке: а – одноиндексный; б – двухиндексный; 1 – приспособление; 2 – инструмент; 3 – деталь На каждой рабочей позиции имеется один суппорт. Этот суппорт может исполняться в виде трех разновидностей: первая обеспечивает продольную подачу (вертикальную), вторая – поперечную подачу (горизонтальную), третья – и вертикальную и горизонтальные подачи. Последняя разновидность суппорта обеспечивает только черновую обработку, поэтому применяется только при острой необходимости. Схема установки: в патроне или в специальном приспособлении типа патрона, заготовки штучные. На этих станках могут быть одна или две установочные позиции. Основные методы: точение, подрезание торца, растачивание, развертывание. Схемы обработки на вертикальном токарном многошпиндельном станке рисуются для каждой рабочей позиции. Для одноиндексного станка первая позиция установочная, другие – рабочие. Примеры схем обработки приведены на рис. 22.
Рис. 22. Схемы обработки на токарном Обработка на токарных станках с ЧПУ. Основные методы: точение, подрезание торца, сверление, зенкерование, развертывание, растачивание, нарезание резьбы. Обработка идет в координатной системе. На данных станках устанавливаются специальные резцедержатели или револьверные головки, смена инструмента – автоматическая.
Рис. 23. Схема обработки на токарном станке с ЧПУ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 587; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.247.196 (0.06 с.) |