Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание основного и вспомогательного инструментаСодержание книги
Поиск на нашем сайте
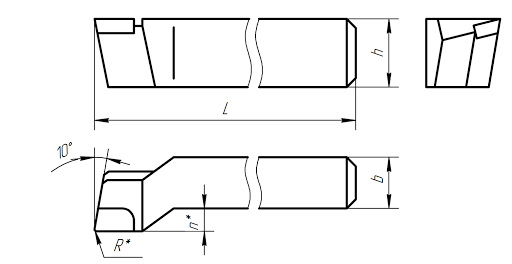
В станке используются резцы: Проходной
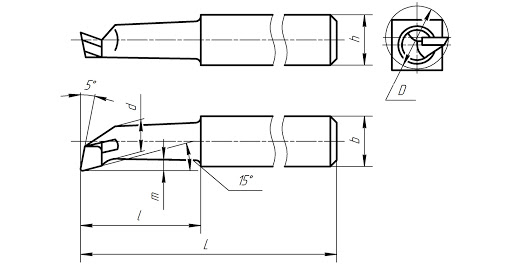
Рис. 6.16 Резец проходной Расточной
Рис. 6.17 Резец расточной
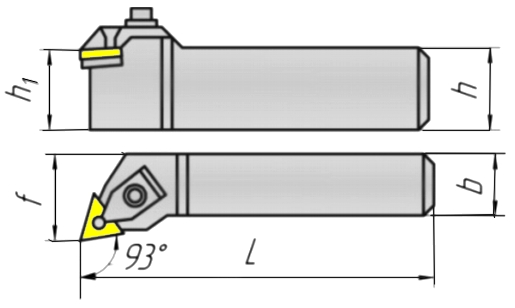
С твердосплавной пластиной Рис. 6.18 Резец с твердосплавной пластиной
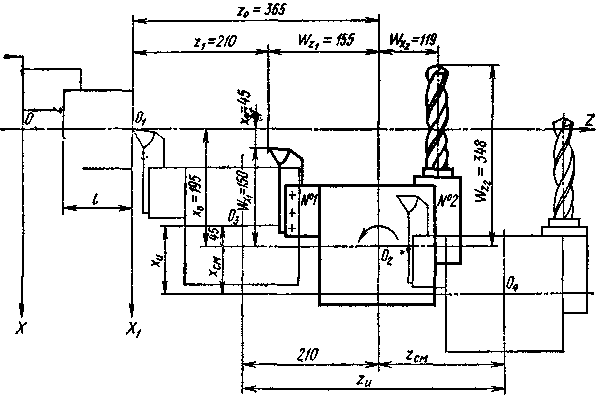
Рис. 6.18 Резец с твердосплавной пластиной Наладка инструмента на размер на (вне) станка При наладке токарного станка чпу нулевую точку системы координат детали Xi-Zi чаще всего располагают на плоскости детали, перпендикулярной координатной оси Z и обращенной к инструментальному магазину. Константа ZMWi обычно определяется путем касания этой плоскости, называемой настроечной базой, одним из инструментов. Этот инструмент принимается как образцовый. Настроечная база, по возможности, должна совпадать с технологической базой, от которой задан отсчет большинства размеров вдоль оси детали.
Рис. 6.19 Пример наладки
Операционный контроль и мерительный инструмент, применение при изготовлении детали на рассматриваемом станке Штангенциркуль (рис. 6.24) – применяется для измерение линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей для обработки на станке. Для станков с ЧПУ лучше подходит электронный штангенциркуль для более быстрого определения коррекции для обработки.
Рис.6.24 Штангенциркуль
Микрометр (рис. 6.26) В основе конструкции гладких электронных микрометров лежит микрометрическая пара винт-гайка. Отличие от механических гладких микрометров состоит в отсутствии шкал на стебле и барабане, результат измерений снимается с ЖК-дисплея. Цифровое отсчетное устройство определяет не только точность прибора, но и наличие множества функций, которых нет у механических аналогов. Электронные цифровые микрометры способны производить измерения в миллиметрах и дюймах, а также обладают функцией установки нуля. Эта функция позволяет электронным микрометрам осуществлять измерения не только в абсолютной, но и в относительной системах отсчета.
Рис. 6.26Электронные цифровой микрометр
ЛИТЕРАТУРА 1. Технология машиностроения: учебно-методическое пособие по выполнению курсового проекта и курсовой работы для студентов дневной и заочной форм обучения/ Г. Я. Беляев, А. А. Ярошевич, Ю. В. Моргун -Мн.: БНТУ, 2013,-36 с.
2. Проектирование технологических процессов механической обработки в машиностроении. Под ред. В.В.Бабука. – Мн.: “Вышэйшая школа”, 1987. –256с.
3. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения. – Мн.: Выш. школа, 1983. –256с.
4.Справочник технолога машиностроителя. В двух томах.Т1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. М.: Машиностроение, 1985. –656с
5. Справочник технолога машиностроителя. В двух томах.Т2. Под ред. А.Г.Косиловой и Р.К.Мещерякова. М.: Машиностроение, 1985. –496с.
6.Краткий справочник металлиста/Под общ.ред. П.Н.Орлова, Е.А.Скороходова. -3-е изд., перераб. и доп. –М.:Машиностроение, 1986. -960с.: ил.
7. Дипломное проектирование по технологии машиностроения: учебное пособие для вузов/ В.В. Бабук [и др.]/Под общ. ред. В.В. Бабука. -Мн.:Выш. шк., 1979.-464 с.
8.ГОСТ 7505-89.Поковки стальные штампованные. Допуски припуски и кузнечные напуски.
9.ГОСТ25346-89.Единая система допусков и посадок. Общие положения,ряды допусков и основных отклонений.
10. Режимы резанья металлов. Справочник / под ред. Ю.В. Барановского. – М.: Машиностроение, 1972.-408 с.
11. Антонюк В.Е., Королев В.А., Башеев С.М. Справочник конструктора по расчету и проектированию станочных приспособлений./ В.Е. Антонюк, В.А. Королев, С.М. Башеев. – Мн.: «Беларусь», 1969. -393 с.
12. Палей М.М. Технология производства режущих инструментов / М.М. Палей – М.: МАШГИЗ, 1963.- 483с.
|
||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 168; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.181.181 (0.008 с.) |