Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Заточка и переточка протяжекСодержание книги
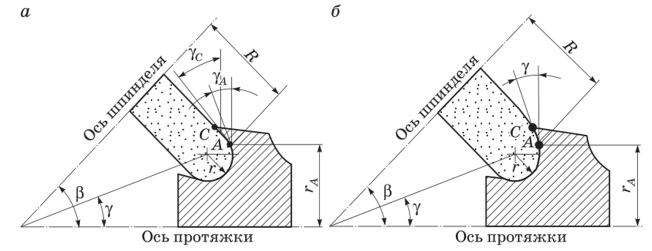
Поиск на нашем сайте Переднюю поверхность круглой или шлицевой протяжки затачивают эллиптическим или коническим методом, используя соответственно тороидальные или тороидально-конические круги (рис. 6.12). В обоих случаях радиусный переход от передней поверхности протяжки ко дну впадины формируется тороидальной частью круга. При эллиптической заточке передняя поверхность протяжки образуется окружностью тора, контактирующей с точкой А сопряжения передней поверхности с радиусным переходом, и является эллипсоидом вращения. При конической заточке передняя поверхность протяжки формируется конической частью шлифовального круга и является конусом вращения.
Рисунок 6.11 - Схема заточки передней поверхности круглой протяжки. При эллиптической заточке передний угол протяжки зависит от диаметров круга и протяжки. При конической заточке обеспечивается постоянство переднего угла по всей передней поверхности. Круговые и шлицевые протяжки затачивают в центрах с использованием люнетов, расстояние между которыми не превышает 8 D. Вращение круга и протяжки должно быть встречным. Оси шлифовального круга и протяжки должны пересекаться, т.е. лежать в одной плоскости. При вышлифовке стружкоразделительных канавок способом врезания с образованием задних углов а х на вспомогательных кромках необходимо сместить ось круга относительно передней поверхности на величину, равную ширине зуба. Нельзя допускать образования бочкообразности,, нарушающей процесс резания (ах< 0). Выкружки на протяжках группового резания вышлифовывают цилиндрическим кругом с продольной подачей или коническим кругом методом врезания. Заточка протяжек производится на универсально-заточных или специализированных станках. При заточке круглых и шлицевых протяжек на универсально-заточных станках используют приспособление для круглого шлифования, заднюю бабку с большим вылетом, люнеты и поводковое устройство. Переточка протяжек осуществляется в соответствии с рабочим чертежом, на котором указаны радиальные биения режущих кромок и другие показатели точности заточки. Шероховатость рабочих поверхностей протяжек различных типов для обработки отверстий и пазов не должна превышать Rz 1,6 мкм для 7 и 8-го квалитетов точности и Rz 3,2 мкм для 9-го квалитета точности.
Причины выхода инструмента из строя Все многообразие причин, вызывающих разрушение протяжек, можно свести к следующим основным группам, которые перечисляются — в порядке степени их важности: 1. возникновение сил, вызывающих изгиб протяжек (поломка); 2. увеличение усилия протягивания, направленного по оси протяжки, сверх обычного при отсутствии изгибающего момента (обрыв протяжки); 3. дефекты материала протяжки, в том числе и дефекты от термообработки; 4. ошибки, допущенные при расчете протяжки.
Протяжка шлицевая. ГОСТ, сферы применения Такие протяжки могут иметь разное число укрепленных резцов. Исходя из их количества инструмент делят на: § эвольвентный; § восьмишлицевый; § острошлицевый; § десятишлицевый; § шестишлицевый, ГОСТ 25969–83 и 25970–83;
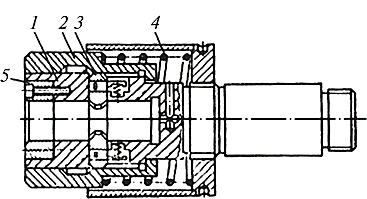
Шлицевый режущий инструмент применяется при: § нарезке шлицов и шпоночных канавок; § изготовлении нарезного огнестрельного оружия; § калибровании фигурных, цилиндрических и многогранных внутренних поверхностей (отверстий); § производстве турбин для самолетных двигателей; § протягивании сложных по конфигурации наружных профилей. В тех случаях, когда стандартные протяжки не подходят для обработки деталей, обычно заказывается их изготовление по отдельной конструкторской документации. Крепление протяжек в станке На протяжных станках для закрепления инструмента применяются рабочие (для переднего хвостовика) и вспомогательные (для заднего хвостовика протяжки) патроны, обеспечивающие собственно рабочий и вспомогательный (холостой) ходы протяжки. Патроны обеспечивают подвод протяжки, ее закрепление и выполнение рабочего хода и отвода в исходное положение после обработки заготовки. Принцип работы большинства патронов сводится к тому, что захват хвостовика протяжки осуществляется (в начале рабочего хода) замковой частью, выполненной в виде гильзы 2 (стакана), за счет подпружиненных кулачков 3 (или сухариков). В конце обратного хода рабочего ползуна стакан замковой части упирается в упорное кольцо станка и, преодолевая силу пружины 4, перемещается до тех пор, пока кулачки 3 (или сухарики) не освободят хвостовик протяжки.
1 -корпус; 2 - гильза; 3 - кулачок; 4 - пружина возврата гильзы; 5 - съемная втулка Рис. 6.12 - Схема автоматического рабочего патрона При протягивании базового отверстия (цилиндрического или шлицевого) применяются протяжки различной конструкции со стандартными хвостовиками. Захват и освобождение протяжки осуществляются за хвостовик специальным патроном в автоматическом режиме.
Требования к изготовлению протяжек 1. В месте сварки не допускаются раковины, непровар, пережог металла, трещины и другие дефекты, уменьшающие прочность протяжки. 2. Твердость протяжек и деталей к ним в соответствии с ГОСТ 28442-90 3. Зубья протяжек не должны иметь завалов, заусенцев и выкрошенных кромок. Сопряжение радиусов впадины зуба, в том числе на стыке втулок сборных протяжек, не должно иметь видимых глазом уступов. 4. На гладкой передней направляющей протяжек для шлицевых отверстий допускаются следы от шлифовального круга (при шлифовании шлицевых или фасочных зубьев). На протяжке допускаются следы от рихтовки. 5. Параметры шероховатости поверхностей протяжек по ГОСТ 2789. 6. Ширина цилиндрической ленточки на калибрующих зубьях протяжек должна быть от 0,2 до 0,6 мм. Калибрующие зубья протяжек для цилиндрических отверстий допускается изготовлять без ленточек. Допускается на задней поверхности черновых, переходных и чистовых зубьев цилиндрическая ленточка шириной не более 0,05 мм. 7. Боковые стороны зубьев протяжек для шлицевых прямобочных отверстий высотой более 1,5 мм должны выполняться с поднутрением. Ширина ленточки на боковых сторонах зубьев не должна быть более 1 мм. Допускается форма зуба без боковой ленточки. По требованию заказчика допускается изготовление всех зубьев протяжки без поднутрения боковых сторон. 8. Ширина ленточки по краям граней зубьев протяжек для гранных отверстий должна быть 0,6-1,0 мм. 9. Неуказанные предельные отклонения размеров протяжки: Н16, h16, ±IT16/2.
|
||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 851; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.01 с.) |