Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
По первой конструкторско-технологической практикеСтр 1 из 9Следующая ⇒
ОТЧЕТ По первой конструкторско-технологической практике
Исполнитель: Бай И. А. ст. группы 10301317
Руководитель Ажар А.В. от университета: старший преподаватель Руководитель от предприятия:
Минск 2020 АННОТАЦИЯ В данном отчете была собрана и проанализирована информация по конструкторско-технологической практике на предприятии ОАО «ММЗ». В отчете по 1-ой конструкторско-технологической практике приведены материалы по конструкциям и техническим возможностям токарно-вертикальных станков с ЧПУ. Изучена конструкция станка модели 1А734Ф3, приведена его кинематическая схема с кинематической настройкой. Собраны материалы к курсовому проекту по режущему инструменту, в частности, по конструкциям метчика, шлицевой фрезы и наладок на станок с ЧПУ. Дано описание структуры подразделения.
СОДЕРЖАНИЕ
АННОТАЦИЯ.. 2 СОДЕРЖАНИЕ.. 3 ВВЕДЕНИЕ.. 4 1. СТРУКТУРА И НАЗНАЧЕНИЕ ИНЖЕНЕРНЫХ СЛУЖБ И ОТДЕЛОВ.. 8 2. ОПИСАНИЕ СИСТЕМЫ И ЭТАПОВ КОНСТРУКТОРСКОЙ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА.. 12 3. ПРИМЕНЕНИЕ КОМПЬЮТЕРНОЙ ТЕХНИКИ И САПР ПРИ КОНСТРУИРОВАНИИ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА.. 15 5. Описание конструкции станка модели 16А20Ф3.. 20 5.1 Назначение, технологические возможности, типовые детали, обрабатываемые на станке 20 5.2 Компоновка и основные узлы станка. Движение узлов, реализуемые на станке. 20 5.3 Технические характеристики станка. 22 5.4 Габариты, рабочее пространство и рабочая зона станка. 23 5.5 Технологические схемы обработки. Основные движения и их назначение. Методы получения производящих линий при обработке на станке. 24 5.6 Кинематическая схема станка и ей описание. 25 5.7 Инструментальная оснастка и станочные приспособления, применяемые на оборудовании заданного типа. 26
5.8 Режимы работы станка заданной модели. Система управления станка. 30 5.9 Описание конструкций шпиндельных бабок, шпиндельных узлов, приводов подач и их элементов, механизмов и устройств закрепления и замены инструментов и деталей и т.д. 33 6. Описание и анализ конструкций режущих инструментов и инструментальной оснастки.. 42 6.1 Описание конструкции и назначение инструмента машинного метчика. 42 6.2 Описание конструкции и назначение инструмента протяжка шлицевая.. 49 6.3 Инструментообеспечение станков. 55 6.3.1 Описание детали и метода получения заготовки.. 55 6.3.2 Маршрутная(операционная) технология обработки детали на станке. 56 6.3.3 Описание оборудования применяемого на выбранной операции.. 58 6.3.4 Описание основного и вспомогательного инструмента. 60 6.3.5 Наладка инструмента на размер на (вне) станка. 61 6.3.6 Операционный контроль и мерительный инструмент, применение при изготовлении детали на рассматриваемом станке. 62 ЛИТЕРАТУРА.. 64
ВВЕДЕНИЕ Государственная программа развития машиностроительного комплекса Республики Беларусь на 2017 - 2020 годы (далее - Государственная программа) разработана в целях реализации Программы социально-экономического развития Республики Беларусь на 2016 - 2020 годы, утвержденной Указом Президента Республики Беларусь от 15 декабря 2016 г. N 466 (Национальный правовой Интернет-портал Республики Беларусь, 27.12.2016, 1/16792). Государственная программа основывается на следующих основных приоритетах: ● рост и диверсификация экспорта товаров; ● обеспечение сбалансированности внешней торговли; ● привлечение инвестиций в целях увеличения производительности труда и формирования центров опережающего развития.
Рост экспорта и конкурентоспособности продукции на внешнем рынке является основой для устойчивого развития организаций машиностроительного комплекса. В целях выполнения данного условия будет обеспечено: ● увеличение объемов экспорта продукции с высокой добавленной стоимостью и повышение удельного веса в экспорте инновационных товаров; ● расширение потенциала внутреннего рынка за счет формирования растущего спроса на инвестиционные конкурентоспособные товары, повышения их качества до уровня лучших мировых аналогов; ● внедрение государственных стандартов, гармонизированных с международными и европейскими стандартами; ● реализация интеграционного потенциала Евразийского экономического союза; ● расширение торгово-экономического и инвестиционного сотрудничества с Европейским союзом, США, Индией, странами Латинской Америки, Юго-Восточной Азии, Ближнего Востока и Африки; ● реализация системных мер, направленных на минимизацию зависимости экспорта от влияния негативных факторов внешнеэкономической конъюнктуры. Инвестиции являются основой развития организаций машиностроительного комплекса, внедрения новых технологий, выпуска новой конкурентоспособной продукции, повышения производительности труда. В целях их активного привлечения в машиностроительный комплекс планируется: ● создание комплекса стимулирующих условий для инвестиций, направленных на ускорение разработки и внедрения принципиально новых технологий, реализацию инновационных проектов, повышение ресурсоэффективности производства и качества продукции; ● расширение вовлечения в коммерческий оборот объектов интеллектуальной собственности; ● рост капитализации организаций промышленности; ● повышение доступности кредитных ресурсов для реализации инвестиционных проектов. Машиностроение является одним из основных факторов, определяющих развитие мировой экономической системы. Его технологический уровень диктует ценовые и качественные параметры продукции предприятий промышленности и смежных отраслей, обеспечивает их конкурентоспособность. В машиностроении формируется мультипликативный эффект, проявляющийся на макроэкономическом, отраслевом и региональном уровнях. Он позволяет обеспечить рост экономики, повысить занятость и благосостояние населения и тем самым реализовать приоритеты государственной социально-экономической политики. Отрасль является ключевой для разработки, производства и распространения передовых машин, оборудования и производственных процессов в других сферах экономики. Современные инновационные процессы в машиностроении базируются на технологиях высших укладов (био-, нанотехнологии, информационно-коммуникационные, авиакосмические), использовании новейших материалов с заданными свойствами, достижениях микро- и фотоэлектроники, которые формируют технологический базис экономики знаний. Белорусское машиностроение не утратило сложившейся специализации и развитого потенциала, что позволяет ему в целом успешно конкурировать на традиционных рынках. Так, за девять месяцев 2016 года в машиностроительном комплексе темп роста валовой добавленной стоимости в сопоставимых условиях составил 105,1 процента к соответствующему периоду 2015 года, темп роста производительности труда по валовой добавленной стоимости - 112,5 процента к соответствующему периоду 2015 года.
Однако износ основных средств в машиностроении составляет в среднем 40,9 процента, в том числе активной части - 47,8 процента. Устойчивое развитие машиностроения требует больших удельных затрат по сравнению с другими отраслями промышленности и целевого патронирования со стороны государства, в том числе на основе создания общенациональной системы мониторинга и технологического предвидения как условий определения приоритетов и достижения стратегических перспектив машиностроительной отрасли. Проведенный анализ развития белорусского машиностроения дает возможность определить ускоряющие и замедляющие факторы его развития. К ускоряющим факторам развития относятся: ● деловая репутация; ● кооперационные связи между предприятиями; ● наличие территорий с высокой концентрацией экономического и инновационного потенциала (свободные экономические зоны, научно-технологические парки); ● проведенная модернизация производств в рамках инвестиционных и инновационных проектов; ● накопленный потенциал научных исследований и разработок в сфере машиностроения; ● доступ к преференциальному финансовому механизму, в том числе по поддержке экспорта; ● вертикальная интеграция крупных государственных предприятий в холдинги. К замедляющим факторам развития относятся: ● недостаточный уровень конкурентоспособности продукции машиностроения; ● невысокий уровень рентабельности машиностроительных организаций, недостаток собственных средств для осуществления модернизации; ● низкая производительность труда по сравнению с лидерами мирового машиностроения, определяемая избыточной рабочей силой по причине выполнения предприятиями "социальной" функции; ● незавершенность цикла инновационного развития отрасли; ● недостаточный уровень технического обслуживания и послепродажного сервиса машиностроительной продукции. На основании ускоряющих факторов развития белорусского машиностроения планируется: ● проведение интенсивной модернизации производств, внедрение новых технологий, позволяющих выпускать экологически чистые виды транспорта и обеспечивающих снижение энерго- и металлоемкости производства (создание гибридных видов транспорта);
● организация научно-исследовательских и опытно-конструкторских работ в формате инжиниринговых центров; ● диверсификация производства и перепрофилирование машиностроительных организаций; ● подготовка и переподготовка кадров с формированием нового инженерно-технического и управленческого состава, способного обеспечить инновационное развитие машиностроения; ● создание условий для повышения инвестиционной привлекательности машиностроительных организаций и обеспечения притока частных инвестиций; ● внедрение современных программно-аппаратных средств подготовки, управления и диспетчеризации производства. Успешной реализации Государственной программы будет способствовать проведение работ по подтверждению соответствия продукции требованиям Евразийского экономического союза. Целесообразно реализовать международную практику по развитию института национальных технических комитетов по стандартизации.
ОПИСАНИЕ СИСТЕМЫ И ЭТАПОВ КОНСТРУКТОРСКОЙ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Под технической подготовкой производства понимается комплекс технических, организационных и экономических мероприятий, обеспечивающих создание и освоение развернутого производства новых изделий в заданных масштабах. Техническая подготовка производства включает: 1)создание новых и совершенствование ранее освоенных видов продукции; 2)проектирование новых и совершенствование действующих технологических процессов; 3)внедрение новых видов продукции и технологических процессов в промышленное производство; 4)организацию и планирование работ по технической подготовке производства. Техническая подготовка состоит из нескольких этапов: · проектно-конструкторской; · технологической; · организационно-экономической подготовки; · промышленного освоения новых изделий. Эти этапы подготовки производства диалектически взаимосвязаны в процессе проектирования, разработки и освоения производства новой продукции. Проектно-конструкторская подготовка производства (ПКПП) включает проектирование новой продукции и модернизацию ранее производившейся, а также разработку проекта реконструкции и переоборудования предприятия или отдельных его подразделений. Содержание и объем ПКПП в основном зависят от цели ее проведения (модернизация существующей или разработка новой продукции), типа производства, сложности и характера продукции. Результаты проектно-конструкторской подготовки оформляются в виде технической документации — чертежей, рецептур химической продукции, спецификаций материалов, деталей и узлов, образцов готовой продукции и др. Основными этапами проектно-конструкторской подготовки производства по разработке новых и модернизации производившихся изделий являются: 1. разработка технического задания;
2. разработка технического предложения; 3. составление эскизного проекта; 4. разработка технического проекта; 5. разработка рабочей документации на опытные образцы, установочные серии для серийного или массового производства. Технологическая подготовка производства ТПП представляет собой совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятия к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах. Главной задачей ТПП является проектирование рациональных и прогрессивных способов изготовления изделий для их выпуска в кратчайшие сроки и с минимальными затратами. Основное содержание ТПП - выбор заготовок, подбор типовых технологических процессов; проектирование последовательности и содержания технологических операций; выбор средств механизации и автоматизации технологических процессов; проектирование и изготовление новых средств технологического оснащения производства; проектирование планировки производственных участков; оформление рабочей документации на технологические процессы; внедрение технологических процессов. Организационно-экономическая подготовка (ОЭПП) производства представляет собой комплекс мероприятий по обеспечению процесса производства новых изделий всем необходимым, а также но организации и планированию технической подготовки производства. Первое направление предусматривает в соответствии с технологическим процессом определение потребности предприятия в дополнительном оборудовании, рабочих кадрах, материальных и топливно-энергетических ресурсах; непосредственное обеспечение производства новой продукции нужным оборудованием, инструментами, приспособлениями; перестройку производственной, а при необходимости и организационной структуры, информационной системы; осуществление подготовки, переподготовки и повышения квалификации кадров, оформление договорных отношений с поставщиками и потребителями продукции и т. д. На этой стадии решаются вопросы специализации и кооперирования цехов, проектируется организация обслуживания рабочих мест, организация ремонтного, инструментального, энергетического, транспортного и складского хозяйств, рассчитываются необходимые материальные, трудовые, финансовые, календарно-плановые нормативы, разрабатывается система оперативно-производственного планирования и управления производством, а также система оплаты труда работников. На этой стадии разрабатываются плановые калькуляции и цепы на новую продукцию, определяется ее экономическая эффективность. Второе направление ОЭПП осуществляется па основе перспективного и годового планов научно-исследовательских и опытно-конструкторских работ (НИОКР) и внедрения достижений пауки и техники в производство.
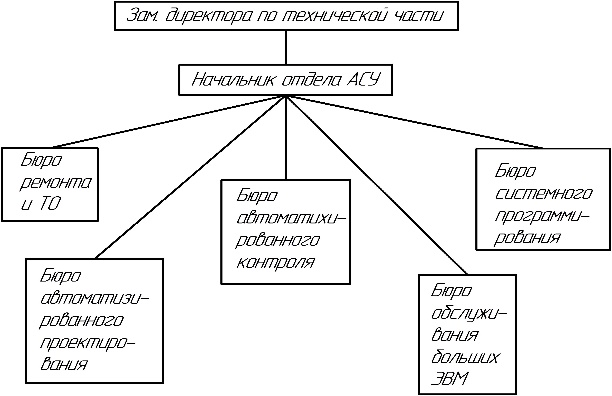
ПРИМЕНЕНИЕ КОМПЬЮТЕРНОЙ ТЕХНИКИ И САПР ПРИ КОНСТРУИРОВАНИИ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА На современном этапе развития производства все большую роль и значение принимает использование современных средств проектирования. Важную роль в развитии средств проектирования играет вычислительная техника. Электронно-вычислительная техника используется в различных подразделениях предприятия в различной степени, однако наиболее глубоко и массово ЭВМ применяются в информационно-вычислительном центре (ИВЦ). ИВЦ предприятия является внутренним структурным подразделением отдела автоматизированных систем управления (АСУ). Задачами ИВЦ являются: · сбор первичной информации; · обработка информации; · выдача обработанной информации потребителям; · покупка, обслуживание и ремонт вычислительной техники; · приобретение передового программного обеспечения; · создание собственных программных продуктов; · обучение пользователей работе с программным обеспечением. В состав ИВЦ входят: 1. Бюро приема, контроля и выпуска документов; 2. Бюро информации в составе: · группа обработки информации на ЭВМ; · бюро технологического обслуживания ЭВМ; · машиносчетная станция. Функции ИВЦ: · участие в разработке плана стандартов предприятия по комплексной системе использования вычислительной техники; · участие в разработке плана организационно-технических мероприятий по внедрению и эксплуатации ЭВМ; · участие в разработке плана социального развития комплекса. Подготовку исходных данных осуществляют в бюро подготовки машинных носителей следующим образом: · обеспечение своевременной перфорации потока информации; · подготовка магнитных носителей нормативно-справочной информации; · перфорация для дублирования при износе носителя; · осуществление перезаписи; · проверка правильности перфорации; · осуществление передачи первичных документов группе приема и выпуска документов. ИВЦ на ММЗ в основном используется на этапе подготовки производства. Технологический отдел разрабатывает технологический процесс, подготавливает документацию по инструменту и оснастке, а ИВЦ готовит документацию для всех подразделений м служб предприятия, ведет учет выпуска продукции и расхода материалов и инструментов, производит экономические расчеты. Структура отдела АСУ представлена на рисунке 2.
Рисунок 3.1 – Структура отдела АСУ и вычислительной техники С приходом компьютерных сетей в нашу жизнь вошли такие понятия как электронная почта, ПО коллективной работы, появилась возможность распределенной обработки данных, использование ранее недоступных ресурсов, новый вид общения. ПК и компьютерные сети становятся важным фактором не только благополучия, но и выживания. Они являются инструментом, позволяющим рационализировать работу, повысить производительность труда служащих и снизить затраты. Для этого и создаются компьютерные сети. Наличие сети позволяет работнику присутствовать во многих местах сразу, не покидая своего рабочего места. Для получения нужной информации или документа не требуется путешествовать в библиотеку или переворачивать архив: все под рукой или может быть получено по запросу гораздо быстрее и в электронном виде. Подобная организация дел позволяет сократить время на выполнение рутинных операций На предприятии используются операционные системы MS-DOS, DOS, WINDOWS 8, WINDOWS 10, NOVELL версии 3.11, 3.12, 4.01.
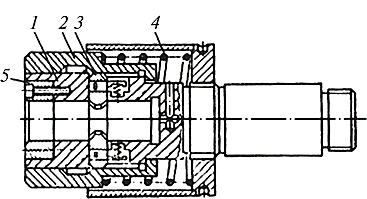
Крепление протяжек в станке На протяжных станках для закрепления инструмента применяются рабочие (для переднего хвостовика) и вспомогательные (для заднего хвостовика протяжки) патроны, обеспечивающие собственно рабочий и вспомогательный (холостой) ходы протяжки. Патроны обеспечивают подвод протяжки, ее закрепление и выполнение рабочего хода и отвода в исходное положение после обработки заготовки. Принцип работы большинства патронов сводится к тому, что захват хвостовика протяжки осуществляется (в начале рабочего хода) замковой частью, выполненной в виде гильзы 2 (стакана), за счет подпружиненных кулачков 3 (или сухариков). В конце обратного хода рабочего ползуна стакан замковой части упирается в упорное кольцо станка и, преодолевая силу пружины 4, перемещается до тех пор, пока кулачки 3 (или сухарики) не освободят хвостовик протяжки.
1 -корпус; 2 - гильза; 3 - кулачок; 4 - пружина возврата гильзы; 5 - съемная втулка Рис. 6.12 - Схема автоматического рабочего патрона При протягивании базового отверстия (цилиндрического или шлицевого) применяются протяжки различной конструкции со стандартными хвостовиками. Захват и освобождение протяжки осуществляются за хвостовик специальным патроном в автоматическом режиме.
Требования к изготовлению протяжек 1. В месте сварки не допускаются раковины, непровар, пережог металла, трещины и другие дефекты, уменьшающие прочность протяжки. 2. Твердость протяжек и деталей к ним в соответствии с ГОСТ 28442-90 3. Зубья протяжек не должны иметь завалов, заусенцев и выкрошенных кромок. Сопряжение радиусов впадины зуба, в том числе на стыке втулок сборных протяжек, не должно иметь видимых глазом уступов. 4. На гладкой передней направляющей протяжек для шлицевых отверстий допускаются следы от шлифовального круга (при шлифовании шлицевых или фасочных зубьев). На протяжке допускаются следы от рихтовки. 5. Параметры шероховатости поверхностей протяжек по ГОСТ 2789. 6. Ширина цилиндрической ленточки на калибрующих зубьях протяжек должна быть от 0,2 до 0,6 мм. Калибрующие зубья протяжек для цилиндрических отверстий допускается изготовлять без ленточек. Допускается на задней поверхности черновых, переходных и чистовых зубьев цилиндрическая ленточка шириной не более 0,05 мм. 7. Боковые стороны зубьев протяжек для шлицевых прямобочных отверстий высотой более 1,5 мм должны выполняться с поднутрением. Ширина ленточки на боковых сторонах зубьев не должна быть более 1 мм. Допускается форма зуба без боковой ленточки. По требованию заказчика допускается изготовление всех зубьев протяжки без поднутрения боковых сторон. 8. Ширина ленточки по краям граней зубьев протяжек для гранных отверстий должна быть 0,6-1,0 мм. 9. Неуказанные предельные отклонения размеров протяжки: Н16, h16, ±IT16/2.
ЛИТЕРАТУРА 1. Технология машиностроения: учебно-методическое пособие по выполнению курсового проекта и курсовой работы для студентов дневной и заочной форм обучения/ Г. Я. Беляев, А. А. Ярошевич, Ю. В. Моргун -Мн.: БНТУ, 2013,-36 с.
2. Проектирование технологических процессов механической обработки в машиностроении. Под ред. В.В.Бабука. – Мн.: “Вышэйшая школа”, 1987. –256с.
3. Горбацевич А. Ф., Шкред В. А. Курсовое проектирование по технологии машиностроения. – Мн.: Выш. школа, 1983. –256с.
4.Справочник технолога машиностроителя. В двух томах.Т1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. М.: Машиностроение, 1985. –656с
5. Справочник технолога машиностроителя. В двух томах.Т2. Под ред. А.Г.Косиловой и Р.К.Мещерякова. М.: Машиностроение, 1985. –496с.
6.Краткий справочник металлиста/Под общ.ред. П.Н.Орлова, Е.А.Скороходова. -3-е изд., перераб. и доп. –М.:Машиностроение, 1986. -960с.: ил.
7. Дипломное проектирование по технологии машиностроения: учебное пособие для вузов/ В.В. Бабук [и др.]/Под общ. ред. В.В. Бабука. -Мн.:Выш. шк., 1979.-464 с.
8.ГОСТ 7505-89.Поковки стальные штампованные. Допуски припуски и кузнечные напуски.
9.ГОСТ25346-89.Единая система допусков и посадок. Общие положения,ряды допусков и основных отклонений.
10. Режимы резанья металлов. Справочник / под ред. Ю.В. Барановского. – М.: Машиностроение, 1972.-408 с.
11. Антонюк В.Е., Королев В.А., Башеев С.М. Справочник конструктора по расчету и проектированию станочных приспособлений./ В.Е. Антонюк, В.А. Королев, С.М. Башеев. – Мн.: «Беларусь», 1969. -393 с.
12. Палей М.М. Технология производства режущих инструментов / М.М. Палей – М.: МАШГИЗ, 1963.- 483с. ОТЧЕТ по первой конструкторско-технологической практике
Исполнитель: Бай И. А. ст. группы 10301317
Руководитель Ажар А.В. от университета: старший преподаватель Руководитель от предприятия:
Минск 2020 АННОТАЦИЯ В данном отчете была собрана и проанализирована информация по конструкторско-технологической практике на предприятии ОАО «ММЗ». В отчете по 1-ой конструкторско-технологической практике приведены материалы по конструкциям и техническим возможностям токарно-вертикальных станков с ЧПУ. Изучена конструкция станка модели 1А734Ф3, приведена его кинематическая схема с кинематической настройкой. Собраны материалы к курсовому проекту по режущему инструменту, в частности, по конструкциям метчика, шлицевой фрезы и наладок на станок с ЧПУ. Дано описание структуры подразделения.
СОДЕРЖАНИЕ
АННОТАЦИЯ.. 2 СОДЕРЖАНИЕ.. 3 ВВЕДЕНИЕ.. 4 1. СТРУКТУРА И НАЗНАЧЕНИЕ ИНЖЕНЕРНЫХ СЛУЖБ И ОТДЕЛОВ.. 8 2. ОПИСАНИЕ СИСТЕМЫ И ЭТАПОВ КОНСТРУКТОРСКОЙ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА.. 12 3. ПРИМЕНЕНИЕ КОМПЬЮТЕРНОЙ ТЕХНИКИ И САПР ПРИ КОНСТРУИРОВАНИИ И ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА.. 15 5. Описание конструкции станка модели 16А20Ф3.. 20 5.1 Назначение, технологические возможности, типовые детали, обрабатываемые на станке 20 5.2 Компоновка и основные узлы станка. Движение узлов, реализуемые на станке. 20 5.3 Технические характеристики станка. 22 5.4 Габариты, рабочее пространство и рабочая зона станка. 23 5.5 Технологические схемы обработки. Основные движения и их назначение. Методы получения производящих линий при обработке на станке. 24 5.6 Кинематическая схема станка и ей описание. 25 5.7 Инструментальная оснастка и станочные приспособления, применяемые на оборудовании заданного типа. 26 5.8 Режимы работы станка заданной модели. Система управления станка. 30 5.9 Описание конструкций шпиндельных бабок, шпиндельных узлов, приводов подач и их элементов, механизмов и устройств закрепления и замены инструментов и деталей и т.д. 33 6. Описание и анализ конструкций режущих инструментов и инструментальной оснастки.. 42 6.1 Описание конструкции и назначение инструмента машинного метчика. 42 6.2 Описание конструкции и назначение инструмента протяжка шлицевая.. 49 6.3 Инструментообеспечение станков. 55 6.3.1 Описание детали и метода получения заготовки.. 55 6.3.2 Маршрутная(операционная) технология обработки детали на станке. 56 6.3.3 Описание оборудования применяемого на выбранной операции.. 58 6.3.4 Описание основного и вспомогательного инструмента. 60 6.3.5 Наладка инструмента на размер на (вне) станка. 61 6.3.6 Операционный контроль и мерительный инструмент, применение при изготовлении детали на рассматриваемом станке. 62 ЛИТЕРАТУРА.. 64
ВВЕДЕНИЕ Государственная программа развития машиностроительного комплекса Республики Беларусь на 2017 - 2020 годы (далее - Государственная программа) разработана в целях реализации Программы социально-экономического развития Республики Беларусь на 2016 - 2020 годы, утвержденной Указом Президента Республики Беларусь от 15 декабря 2016 г. N 466 (Национальный правовой Интернет-портал Республики Беларусь, 27.12.2016, 1/16792). Государственная программа основывается на следующих основных приоритетах: ● рост и диверсификация экспорта товаров; ● обеспечение сбалансированности внешней торговли; ● привлечение инвестиций в целях увеличения производительности труда и формирования центров опережающего развития. Рост экспорта и конкурентоспособности продукции на внешнем рынке является основой для устойчивого развития организаций машиностроительного комплекса. В целях выполнения данного условия будет обеспечено: ● увеличение объемов экспорта продукции с высокой добавленной стоимостью и повышение удельного веса в экспорте инновационных товаров; ● расширение потенциала внутреннего рынка за счет формирования растущего спроса на инвестиционные конкурентоспособные товары, повышения их качества до уровня лучших мировых аналогов; ● внедрение государственных стандартов, гармонизированных с международными и европейскими стандартами; ● реализация интеграционного потенциала Евразийского экономического союза; ● расширение торгово-экономического и инвестиционного сотрудничества с Европейским союзом, США, Индией, странами Латинской Америки, Юго-Восточной Азии, Ближнего Востока и Африки; ● реализация системных мер, направленных на минимизацию зависимости экспорта от влияния негативных факторов внешнеэкономической конъюнктуры. Инвестиции являются основой развития организаций машиностроительного комплекса, внедрения новых технологий, выпуска новой конкурентоспособной продукции, повышения производительности труда. В целях их активного привлечения в машиностроительный комплекс планируется: ● создание комплекса стимулирующих условий для инвестиций, направленных на ускорение разработки и внедрения принципиально новых технологий, реализацию инновационных проектов, повышение ресурсоэффективности производства и качества продукции; ● расширение вовлечения в коммерческий оборот объектов интеллектуальной собственности; ● рост капитализации организаций промышленности; ● повышение доступности кредитных ресурсов для реализации инвестиционных проектов. Машиностроение является одним из основных факторов, определяющих развитие мировой экономической системы. Его технологический уровень диктует ценовые и качественные параметры продукции предприятий промышленности и смежных отраслей, обеспечивает их конкурентоспособность. В машиностроении формируется мультипликативный эффект, проявляющийся на макроэкономическом, отраслевом и региональном уровнях. Он позволяет обеспечить рост экономики, повысить занятость и благосостояние населения и тем самым реализовать приоритеты государственной социально-экономической политики. Отрасль является ключевой для разработки, производства и распространения передовых машин, оборудования и производственных процессов в других сферах экономики. Современные инновационные процессы в машиностроении базируются на технологиях высших укладов (био-, нанотехнологии, информационно-коммуникационные, авиакосмические), использовании новейших материалов с заданными свойствами, достижениях микро- и фотоэлектроники, которые формируют технологический базис экономики знаний. Белорусское машиностроение не утратило сложившейся специализации и развитого потенциала, что позволяет ему в целом успешно конкурировать на традиционных рынках. Так, за девять месяцев 2016 года в машиностроительном комплексе темп роста валовой добавленной стоимости в сопоставимых условиях составил 105,1 процента к соответствующему периоду 2015 года, темп роста производительности труда по валовой добавленной стоимости - 112,5 процента к соответствующему периоду 2015 года. Однако износ основных средств в машиностроении составляет в среднем 40,9 процента, в том числе активной части - 47,8 процента. Устойчивое развитие машиностроения требует больших удельных затрат по сравнению с другими отраслями промышленности и целевого патронирования со стороны государства, в том числе на основе создания общенациональной системы мониторинга и технологического предвидения как условий определения приоритетов и достижения стратегических перспектив машиностроительной отрасли. Проведенный анализ развития белорусского машиностроения дает возможность определить ускоряющие и замедляющие факторы его развития. К ускоряющим факторам развития относятся: ● деловая репутация; ● кооперационные связи между предприятиями; ● наличие территорий с высокой концентрацией экономического и инновационного потенциала (свободные экономические зоны, научно-технологические парки); ● проведенная модернизация производств в рамках инвестиционных и инновационных проектов; ● накопленный потенциал научных исследований и разработок в сфере машиностроения; ● доступ к преференциальному финансовому механизму, в том числе по поддержке экспорта; ● вертикальная интеграция крупных государственных предприятий в холдинги. К замедляющим факторам развития относятся: ● недостаточный уровень конкурентоспособности продукции машиностроения; ● невысокий уровень рентабельности машиностроительных организаций, недостаток собственных средств для осуществления модернизации; ● низкая производительность труда по сравнению с лидерами мирового машиностроения, определяемая избыточной рабочей силой по причине выполнения предприятиями "социальной" функции; ● незавершенность цикла инновационного развития отрасли; ● недостаточный уровень технического обслуживания и послепродажного сервиса машиностроительной продукции. На основании ускоряющих факторов развития белорусского машиностроения планируется:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 288; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.27.244 (0.164 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||