Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Описание конструкции и назначение инструмента машинного метчика
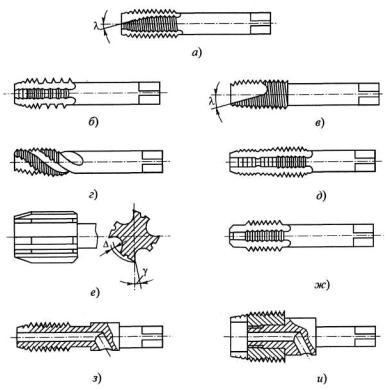
Метчики широко используются в машиностроении для нарезания резьбы в отверстиях заготовок и весьма разнообразны по конструкциям и геометрическим параметрам. Метчик - это винт, превращенный в инструмент путем прорезания стружечных канавок и создания на режущих зубьях передних, задних и других углов. Для крепления на станке или в воротке он снабжен хвостовиком. Режущая часть метчика изготавливается чаще всего из быстрорежущей стали, реже изтвердого сплава. Условия резания при снятии стружки метчиком очень тяжелые из-за несвободного резания, больших сил резания и трения, а также затрудненных условий удаления стружки. Кроме того, метчики имеют пониженную прочность из-за ослабленного поперечного сечения. Особенно отрицательно это сказывается при нарезании резьбы в вязких материалах метчиками малых диаметров, которые часто выходят из строя из-за поломок, вызванных пакетированием стружки. Достоинствами метчиков являются: простота и технологичность конструкции, возможность нарезания резьбы за счет самоподачи, высокая точность резьбы, определяемая точностью изготовления метчиков. Особенности конструкций некоторых основных типов метчиков. Несмотря на простоту конструкций метчиков, в практике нашли применение различные варианты их исполнения применительно к решению конкретных задач производства. Насчитывается более 12 вариантов исполнения машинных метчиков, часть из которых представлена на рисунке 6.2. Ниже даны краткие характеристики конструкций метчиков, нашедших наибольшее практическое применение.
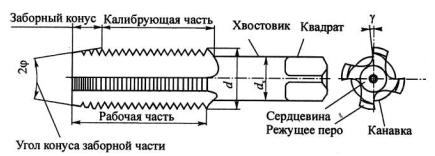
Рис. 6.1 Варианты исполнения метчиков а - слесарный (ручной); б - с шахматным расположением зубьев; в - бесканавочный; г - с винтовыми канавками; д - ступенчатый; e - с режуще-выглаживающими зубьями; ж - с направляющей частью; з - с внутренним подводом СОЖ; и - колокольного типа Основные части метчика представлены на рисунке 6.2 Основными частями являются: режущая (заборная) и калибрующая части, стружечные канавки, число перьев и зубьев, хвостовик с элементами крепления. К геометрическим параметрам относятся: φ - угол заборного конуса, играющий роль угла в плане; γ и α - передний и задний углы на режущих кромках; ω - угол наклона винтовых стружечных канавок; λ - осевой угол подточки передней поверхности.
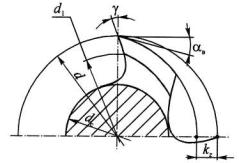
Рис. 6.2 Метчик, основные его части Режущая часть метчика выполняет основную работу по срезанию припуска, формированию профиля нарезаемой резьбы и удалению стружки из зоны резания. Она определяет точность резьбы и стойкость метчиков. Для распределения припуска между зубьями режущая часть выполняется на поверхности усеченного конуса, называемого заборным, с углом φ наклона его образующей к оси. Если режущая часть получается путем срезания на конус резьбы исходного винта, то высота зубьев на нем переменная. Геометрические параметры зубьев режущей части метчика показаны на рис. 6.3. Передний угол γ у зубьев метчика - это угол между касательной к передней поверхности и радиусом, проведенным в точку режущей кромки, через который проходит основная плоскость. Строго говоря, этот угол изменяется по высоте зуба, так как точки режущих кромок лежат на разных диаметрах,
Рис. 6.3 Геометрические параметры зубьев режущей части метчика
Однако для крепежных резьб с небольшой высотой резьбы перепад этих диаметров небольшой и изменение угла невелико. Учитывая тяжелые условия работы метчика, передний угол, как правило, берут положительным. Для обработки сталей средней твердости рекомендуется брать угол γ = 12...15°, для хрупких материалов (чугун, бронза, латунь), а также для твердой стали γ = 0...5°, для цветных металлов и сплавов γ = 16...25°. Задний угол αB на главных вершинных кромках - это угол между вектором скорости резания, через который проходит плоскость резания, и касательной к задней поверхности. Он создается путем затылования вершинных режущих кромок зубьев по архимедовой спирали. Рекомендуется брать αB = 6...12° (меньшее значение берется для ручных метчиков). На боковых режущих кромках при генераторной схеме резания задние углы отсутствуют, так как толщины срезаемых слоев небольшие. Форма стружечных канавок и перьев метчика оказывает большое влияние на его работоспособность. Объем канавок должен быть достаточным для размещения стружки, особенно при нарезании резьбы в глухих отверстиях. Форма канавки должна способствовать лучшему формированию и отводу стружки из зоны резания.
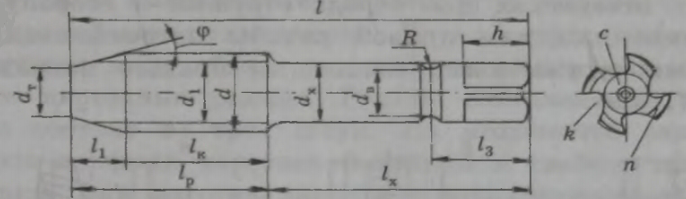
Рис. 6.4 Геометрические параметры метчика N–режущие перья k- стружечная канавка lр- рабочая часть lx – хвостовик l1- заборная часть lk – калибровочная часть
Форма и направление канавок. Существующие формы канавок можно подразделить на два вида: канавки, имеющие радиусную переднюю поверхность, и канавки, образующие плоскую переднюю поверхность. Канавки могут быть прямыми, наклонными и винтовыми (также как и у разверток).
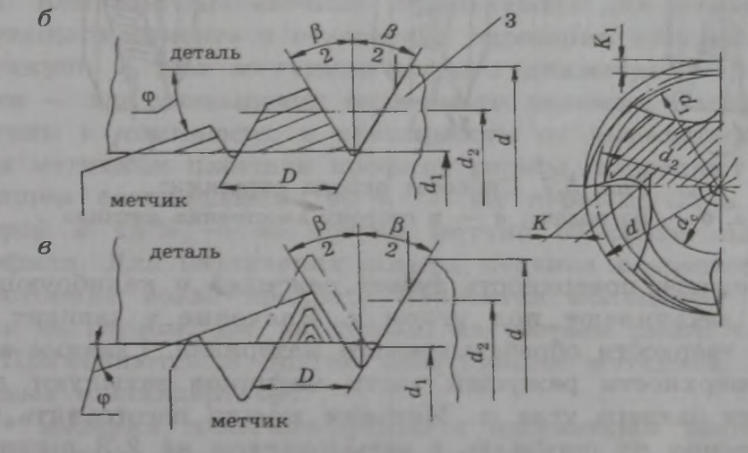
Рис. 6.5 Метчик(а) и схемы резания: генераторная(б); профильная(в)
Резцы, гребенки, метчики, плашки и головки обрабатывают резьбу по одной и той же схеме формообразования, когда движение инструмента относительно заготовки сводится к винтовому и исходная инструментальная поверхность совпадает с поверхностью нарезаемой резьбы. Поэтому профилирующие участки режущих кромок этих инструментов располагаются на одной и той же исходной поверхности резьбы детали. В процессе обработки относительное винтовое движение может быть сообщено непосредственно инструменту, что имеет место при нарезании резьбы на сверлильных станках метчиками, плашками или головками. Процесс резания характеризуется вырезанием слоев металла по профилю впадины.
Переточка метчика
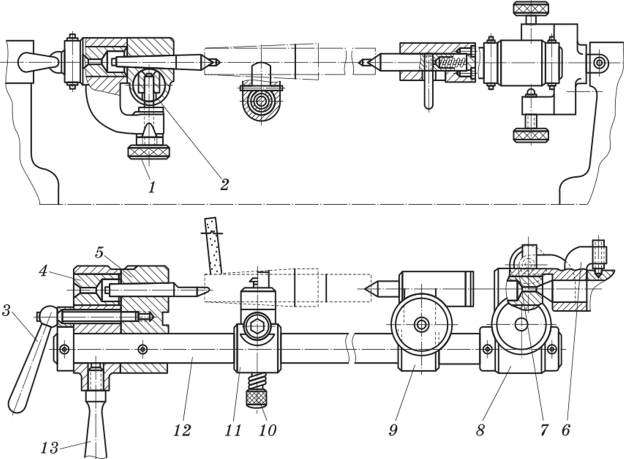
Рис.6.6 Приспособление для конической заточки задней поверхности режущей части метчика
Задние поверхности режущей части метчика перетачивают по конусу в специальном приспособлении (рис. 6.6), устанавливаемом в центрах универсально-заточного станка. Приспособление состоит из штанги 12; передней бабки 5, жестко связанной со штангой; задней бабки 9, перемещающейся по шпоночному пазу вдоль оси штанги; переднего кронштейна 4, свободно сидящего на штанге и зафиксированного от осевого перемещения по ней с помощью двух колец; корпуса 11 с пружинящей упоркой 10; упорного хомутика 6 с двумя регулировочными винтами 7; заднего кронштейна 8. Приспособление устанавливают в центрах передней и задней бабок, закрепленных на столе станка, а затачиваемый инструмент — в центрах приспособления. Для получения заднего угла центр передней бабки приспособления смещается относительно центров бабок, установленных на столе станка, на необходимую величину с помощью винта 2 и лимба 1, после чего положение задней бабки и кронштейна фиксируется рукояткой 3. Рукоятка 13 служит для осуществления качательного движения приспособления в процессе заточки. Заточка метчиков производится в следующей последовательности: 1) поворотный стол станка поворачивается на угол заборного конуса 2) смещением переднего кронштейна 4 относительно передней бабки 5 приспособление устанавливается для получения требуемого заднего угла. Положение кронштейна фиксируется рукояткой 3; 3) корпус 11 с упорками 10 устанавливается так, чтобы передняя поверхность зуба метчика опиралась на одну из упорок, а другая упорка прижималась к спинке следующего зуба; 4) после заточки первого зуба втулка с упорками поворачивается на 90° в кронштейне 4. Затем метчик вручную поворачивают, чтобы обеспечить горизонтальное положение передней поверхности следующего зуба. Это положение фиксируется рукояткой 3 при обратном повороте втулки.
Самые распространенные причины, приводящие к поломке метчика: · Перекос · Слишком маленькое отверстие · Излишние усилия, прикладываемые к воротку · Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка
Крепление метчика на станке
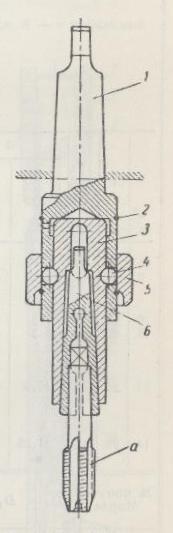
В качестве базы для центрирования применяется цилиндрический хвостовик метчика. Крутящий момент передают квадрат, лыски и тому подобные срезы на хвостовике. Если метчик не зажимается в патроне, он удерживается от выпадания винтом (шариком), входящим в кольцевую выточку или канавку на хвостовике. Рекомендуется закреплять метчики самоцентрирующими устройствами: кулачковыми, цанговыми и т.п. патронами. Широкое распространение находят разрезные пружинные конусы (втулки) с отверстием под хвостовик и гнездом под квадрат метчика. Втулку вместе со вставленным в нее метчиком слегка забивают в конусное гнездо. При работе на сверлильных станках, для вывертывания метчика рекомендуется реверсировать вращение шпинделя автоматическим электропереключателем. Применение для этой цели специальных реверсирующих патронов менее удобно ввиду сложности и громоздкости последних. Типичным для сверлильных станков является крепление метчиков в быстросменных патронах (Рис.6.7). Для предохранения метчиков от поломки применяют фрикционные патроны, отрегулированные на предельные значения крутящих моментов
Рис.6.7. Крепление метчика в быстросменном патроне: 1-корпус; 2-пружинное
|
|||||||
|
|
Последнее изменение этой страницы: 2021-02-07; просмотров: 233; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.105.137 (0.013 с.) |