Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Этапы монтажа механического оборудованияСодержание книги
Поиск на нашем сайте
Современное судно насыщено многообразным оборудованием, которое отличается по конструкции, массе, габаритным размерам и требованиям к точности монтажа. Объем механомонтажных работ для транспортных судов составляет 6-10% общей трудоемкости постройки. В номенклатуру механомонтажных работ входят: – обработка опорных поверхностей судовых фундаментов; – расконсервация и погрузка механизмов на судно; – центровка механизмов, пригонка компенсирующих звеньев; – обработка отверстий под болты; – закрепление механизмов. Работы по последовательному монтажу отдельных единиц оборудования и механизмов выполняются на судне в стесненных условиях, что затрудняет применение средств механизации и приводит к увеличению трудоемкости и продолжительности работ. Снижение трудоемкости и продолжительности механомонтажных работ может быть достигнуто путем агрегатирования. Агрегатирование – это создание вне судна сборочно-монтажных единиц путем их компоновки из стандартного или унифицированного оборудования. Агрегатирование может осуществляться по функциональному и зональному признаку. Комплектование сборочно-монтажных единиц по функциональному признаку предусматривает объединение всего комплекса оборудования (механизмов, труб, арматуры, приборов), выполняющего определенную функцию на судне или в составе главной энергетической установки. Такие сборочные единицы называют агрегатами. Комплектование сборочно-монтажных единиц по зональному (территориальному) признаку предусматривает объединение всего оборудования (независимо от выполняемых им функций), расположенного в данном районе или зоне машинного отделения или другого насыщенного помещения. Такие сборочно-монтажные единицы называют зональными блоками. Габариты и масса зональных блоков должны быть согласованы с производственными возможностями предприятия и с возможностью монтажа зонального блока на судне. Типовой технологический процесс монтажа механического оборудования включает следующие этапы: – подготовку монтажных баз; – погрузку и транспортировку оборудования на судне; – базирование оборудования на судне; – установку компенсирующих звеньев между опорными поверхностями оборудования и фундамента; – крепление оборудования на фундаменте; – контроль качества монтажа.
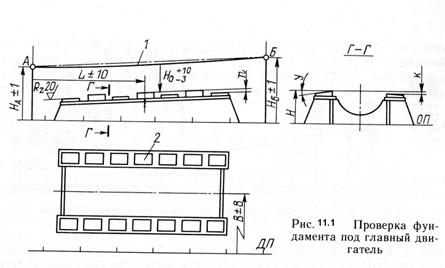
Подготовка монтажных баз. Монтажной базой называют поверхность или совокупность поверхностей, относительно которых определяют положение механизма на судне. Выделяют два вида монтажных баз: – внешняя база – связана с корпусом судна, в нее входятосновные базовые и вспомогательные плоскости судна; – подвижная база – включает поверхности, геометрические оси, риски, которые принадлежат монтируемому оборудованию. Подготовка базовой системы судна состоит из нанесения плазовых точек или рисок на корпусных конструкциях, контроля правильности установки фундаментов и обработки их опорных поверхностей. Особенно тщательно контролируют расположение фундаментов под главные двигатели. Координаты фундаментов задают расстояниями Для задания оси валопровода между плазовыми точками А и Б на переборках машинного отделения натягивают струну 1. Контролируют положение оси валопровода расстоянием Обработка опорных планок 2 фундаментов может выполняться в цехе или на судне. При обработке на судне применяют переносные станки. Требования к окончательной чистовой обработке опорной поверхности фундамента зависят от типа устанавливаемого оборудования. Например, при монтаже главных механизмов опорная поверхность фундамента должна иметь шероховатость Для фундаментов под вспомогательные механизмы допускается шероховатость поверхности Неплоскостность всей поверхности фундамента задается в виде уклона и ступенчатости полок
|
||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 258; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.75.147 (0.008 с.) |

 (см. рис.11.1) от основных базовых плоскостей судна.
(см. рис.11.1) от основных базовых плоскостей судна. от струны до планок 2 фундамента.
от струны до планок 2 фундамента. и отклонение от плоскостности не более 0,05 мм на 1 м длины.
и отклонение от плоскостности не более 0,05 мм на 1 м длины. , а отклонение от плоскости – не более 0,1 мм на 1 м длины.
, а отклонение от плоскости – не более 0,1 мм на 1 м длины. и планок
и планок  , которые контролируют при помощи уровня и проверочной линейки, накладываемой вдоль и поперек фундамента. Уклон планок
, которые контролируют при помощи уровня и проверочной линейки, накладываемой вдоль и поперек фундамента. Уклон планок  выполняется в наружную сторону для возможности установки компенсирующих прокладок (см. рис.11.1, сечение Г-Г).
выполняется в наружную сторону для возможности установки компенсирующих прокладок (см. рис.11.1, сечение Г-Г).