Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Работа в программе симуляторе STEPPER CNC (токарный)Содержание книги
Поиск на нашем сайте
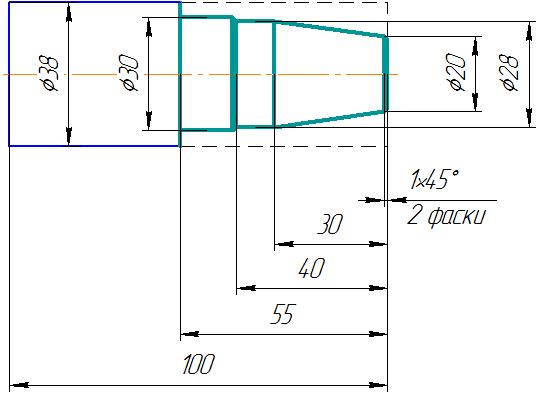
Программа STEPPER CNC имеет два режима: · Имитатор · Станок Посмотреть: · главное меню (токарный станок) · панель инструментов · Панель управления (режимы: ручной и автоматический) Осуществить: · Выбор заготовки · Выбор инструмента · Ноль станка · Ноль детали G92 1 Назначение Ноля станка В данной системе считается, что станок не настроен. Применяется плавающий ноль и задать его можно в произвольном месте относительно базовой точки. Базовая точка находится на пересечении оси шпинделя и плоскости торцев кулачков. Смещение зададим как ∆Ζ = 10 мм и ∆Х = 10 мм Длина заготовки 100 мм. Zноля станка = 100 + 10 = 110 мм Rзаг = ½ 38 = 19 мм Хноля станка = 19 + 10 = 29 мм Токарный станок → ноль станка → вводим 29 и 110 2 Определение Ноля детали (G 92) Ноль детали назначается технологом, относительно этой точки пишется УП. Ноль детали д.б. привязан к нолю станка. Т.к. СКС главная система, то определять координату ноля детали будем вычитанием: Zноля детали = - 29 мм Хноля детали = -110 мм 3 Задание размеров заготовки Токарный станок → выбор заготовки → Д=38 мм, Н=100 мм 4 Выбор режущего инструмента Токарный станок → инструмент → список инструмента → 1 контурный левый установленный по Х → поз. 1 (правой кнопкой) 11 сверло Д=10 → поз.2 6 канавочный установленный по Х → поз.3 → установка инструмента → сохранить → закрыть 5 В «Блокноте» запишем УП → сохранить как → загрузка программы → открыть → загрузить → запуск УП №10 G90 М04 S1000
№170 G00 X39. Z110.
ПР01 Разработка УП для обработки вала на токарном станке с ЧПУ Исходные данные: чертеж детали
Выполнение работы 1 Маршрут обработки Заготовка – пруток. Оборудование – токарный станок с ЧПУ, закрепление – в трехкулачковом патроне. 1ПВ установить, закрепить заготовку 2 Траектория движения инструмента
3 Координаты опорных точек
4 УП обработки №01 G90 S1000 M04
Работа в симуляторе STEPPER CNC (фрезерный)
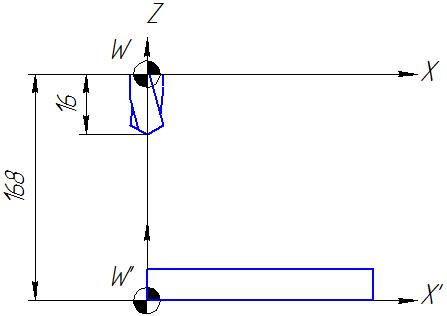
Посмотреть: главное меню → фрезерный станок → (размеры заготовки; инструмент) Ноль станка – фиксированный. Необходимо привести СКД к СКС, используя функцию G92. Для этого смещаем ось Х относительно оси Z, учитывая длину вылета инструмента.
Zноля детали = - 168 + 16 = - 152 мм
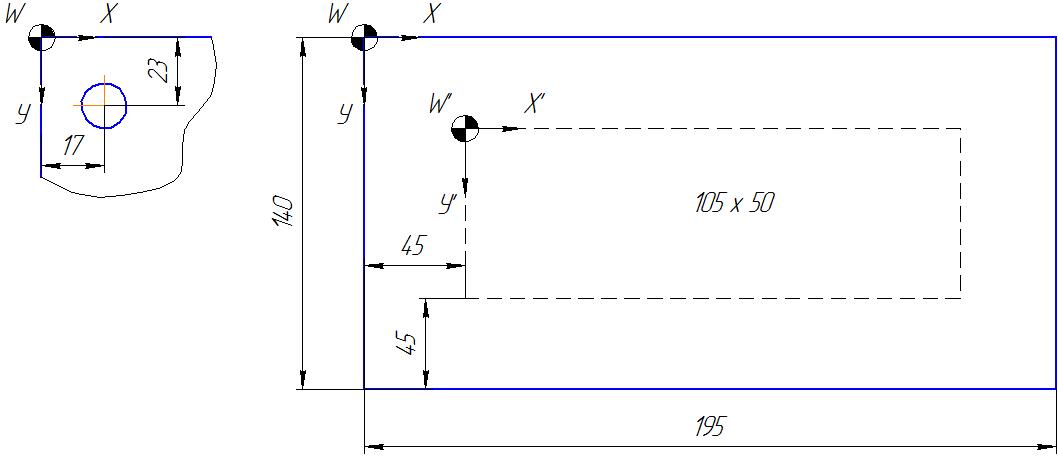
Пример составления маршрута обработки Заготовка: 140 х 195 х 25 мм. Установка – по плоскости и отверстиям. Закрепление – винтовым зажимом. Диаметр фрезы – 6 мм Для демонстрации работы станка, настраиваем ноль станка с учетом мест закрепления и вылета инструмента из шпинделя: Хо.ст.=45 мм, Уо.ст.=45 мм, Zо.ст.= - 95 мм
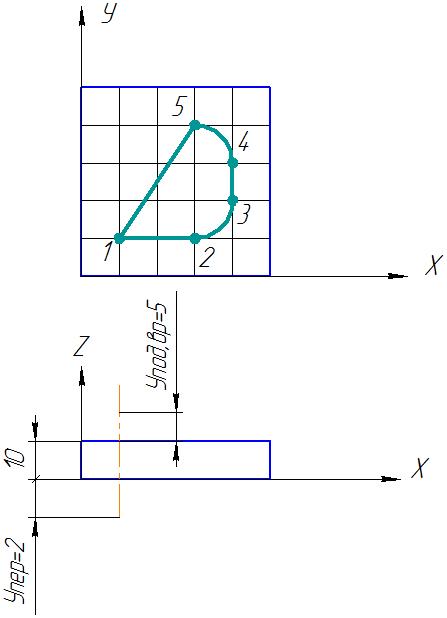
Пример работы в программе 1 Установим инструмент: Т11 (Д=6 мм, вылет из шпинделя 40 мм) 2 Зададим параметры заготовки: Х х У х Z = 50х50х10 мм 3 Назначим ноль детали: Хо.д. = 0, Zо.д. = -168+40 = - 128 мм
Ход по оси Z = 12 мм (сквозная обработка) №01 G90 T11 S1000 M03
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 1303; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.163.23 (0.01 с.) |