Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация моделей отечественных учпу
Буква в начале модели - тип системы: П – позиционная Если впереди буквы стоит цифра – это модификация системы. Первая цифра после буквы – общее число управляемых по программе координат. Буквы в конце марки: М – инструментальный магазин Индексация станков с ЧПУ: Ц – цикловое управление Модели УЧПУ импортного производства, применяемые с отечественным оборудованием FANUC Япония, BOSCH Германия, SIEMENS Германия, SINUMERIK Германия, HORIZON Италия, VEKTOR Италия и др.
Программирование обработки на станках с ЧПУ
Основные схемы резания 1 Петля – по окончании р.х. резец отводится от обрабатываемой поверхности на небольшое расстояние и возвращается обратно на х.х. Применение: А) Многопроходная обработка открытых поверхностей. 2 Зигзаг – многопроходная обработка на прямой и обратной подаче (для открытых поверхностей) 3 Спуск – для отрезных и канавочных резцов, обработка с радиальной подачей. У отрезного резца вершина (точка Р) указывается слева.
Основные функции 1. Подготовительные функции – G коды: G00 – х.х. 2. Вспомогательные функции – М коды: М00 – программируемый останов вращения шпинделя Порядок записи кадров УП 1. № кадра 2. G код. В одном кадре м.б. до трех G кодов из одной группы, непротиворечащих др. др. 3. X, Y, Z – размерные перемещения 4. I, J, K – параметры интерполяции или шаг резьбы 5. F – функция подачи. М.б. в мм/об или в мм/мин. Указывается в кадре, где начинается линейное перемещение инструмента (G00 или G01)
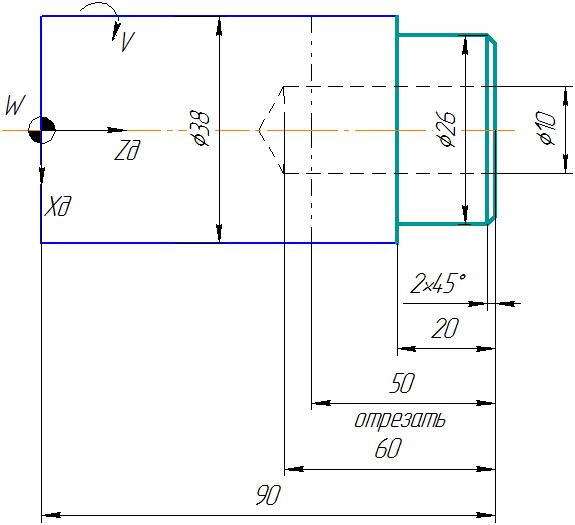
6. S – функция главного движения, об/мин или м/мин. Указывается в первом кадре или кадре, где происходит смена инструмента. 7. Т – функция инструмента 8. М – вспомогательная функция. В одном кадре м.б. до трех функций, не противоречащих др. др. Правила заполнения операционных карт 1. Деталь вычерчивается в прямоугольной системе координат в масштабе 1:1 с указанием всех размеров, необходимых для программирования (в т.ч. расстояния между системами координат). Указывают направления и наименования осей, точки W, М, Р. 2. Указывают места закрепления, направление подачи и главного движения. 3. Инструмент схематично в правом нижнем углу. 4. Наносят траекторию движения инструмента стрелками р.х. и х.х. 5. Таблицу с координатами опорных точек по возможности размещают в зоне технических требований. Ноль станка связывают со шпинделем (чаще всего) или размещают в свободной зоне, совмещая с СКИ. Ноль детали размещают на оси симметрии детали, на одном из крайних торцев. Все программируемые перемещения отсчитывают от ноля детали, поэтому необходимо совмещать W и М. Ось Z связывают с осью симметрии, положительное направление – вправо. Ось Х связывают с базовой установочной поверхностью и направляют вдоль торца, положительное направление – вниз. Направления осей СКС и СКИ соответствуют СКД. Координата Х м.б. задана в диаметральных размерах (чаще всего) или в радиальных в зависимости от системы ЧПУ.
Пример составления маршрута обработки
Заготовка – пруток ф 38 мм. Закрепление в трехкулачковом патроне.
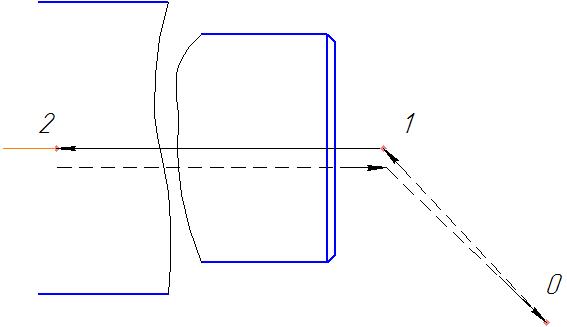
Будем считать, что торец предварительно подрезан. 1 ПВ Установить, закрепить Для каждого ТП используем разный инструмент: · Т01 - Резец проходной · Т02 - Сверло · Т03 - Резец отрезной Припуск на обработку ф26 мм: Z = 0,5 (38-26) = 6 мм Обработку ведем за три р.х., снимая по 2 мм. Составляем циклограммы инструментов: Т01
Т02 Т03
Рассчитаем координаты опорных точек. Программируем перемещения по оси Х в радиусах.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 259; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.227.0.192 (0.009 с.) |