
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Задачи курсового проектированияСодержание книги
Поиск на нашем сайте Задачи курсового проектирования
Курсовой проект является завершающим этапом изучения МДК 01.02 «Техническое обслуживание и ремонт автомобильного транспорта» и предназначен для закрепления и углубления знаний по технологии и организации технического обслуживания и текущего ремонта подвижного состава в АТП. Курсовое проектирование ставит перед студентами следующие основные задачи: - систематизация, закрепление и углубление теоретических знаний и практических навыков, полученных при изучении предмета; - усвоение основ проектирования и технологических расчетов зон по ТО, диагностики и ТР подвижного состава в АТП; - умение правильно выбрать метод организации производства и его обоснование для конкретных условий; - умение пользоваться технической и нормативно-справочной литературой, нормативными материалами и стандартами;
Требования, предъявляемые к курсовому проекту
Проект по степени сложности должен соответствовать теоретическим знаниям, полученным студентами при изучении междисциплинарного курса и выполняется по индивидуальному заданию. Темы курсового проекта связаны с внедрением перспективных методов организации производства ТО и ТР автомобилей. Заданием на проектирование предусмотрена разработка одного из подразделений, на котором выполняется ТО, диагностика или ТР. Общие указания по оформлению курсового проекта
Курсовой проект состоит из задания, пояснительной записки и графической части (планировка объекта проектирования). По своему содержанию пояснительная записка должна состоять из следующих разделов: Введение; 1. Общая часть 1.1 Характеристика объекта проектирования и анализ его работы 2. Расчетно-технологическая часть 2.1 Расчет годовой производственной программы 2.2 Расчет числа постов, линий для зон ТО, ТР, диагностирования 2.3 Выбор и обоснование метода организации технологического процесса ТО и ТР 2.4 Распределение рабочих по постам специальности, квалификации и рабочим местам. 2.5 Определение количества постов, линий ТО, ТР диагностирования 2.6 Подбор технологического оборудования. 2.7 Расчет производственных площадей. 3. Организационная часть 3.1 Схема технологического процесса. 3.2 Выбор и обоснование режима труда и отдыха 4. Разработка технологии ремонта, монтажа, демонтажа, детали, узла, агрегата 4.1 Краткое описание назначения, устройства и работы узла детали агрегата 4.2 Разработка прогрессивного технологического процесса сборочно-разборочных работ, ремонта детали, узла, агрегата. 4.3 Расчет технологических норм времени 5. Конструкторская часть (назначение, устройство и работа приспособления, его достоинства и недостатки, техника безопасности при работе с приспособлением, инструкция по эксплуатации) 6. Санитарно-гигиенические факторы условий труда 6.1 Условия освещенности 6.2 Вентиляция Помещения 6.3 Защита от шума ультразвука и вибрации 7. Безопасные условия труда, экологическая и пожарная безопасность 8. Заключение; Список литературы Пояснительная записка объемом не менее 35 печатается на бумаги формата А4 (210 х 297) и заполняется согласно требованиям ГОСТ 2.105-95. Сокращение слов не допускается, за исключением общепринятых сокращенных обозначений по ГОСТ 2.316-79. Формулы и нормативные материалы, используемые в записке, должны иметь ссылку на источник, откуда они заимствованы; ниже формул поясняются символы и их числовые значения. После подстановки в формулу числовых величин следует, не производя сокращений, писать ответ. Листы пояснительной записки нумеруют, начиная с титульного листа. Графическая часть проекта выполняется на чертежной бумаге формата А1 (594 х 841) в соответствии с требованиями стандартов ЕСКД. В графической части выполняется планировка производственного подразделения в соответствии с заданием на проектирование. На планировке должны быть показаны размеры помещения, условные обозначения расположения оборудования и рабочих мест, монтажно-установочные размеры, условные обозначения точек подвода коммуникаций (электроэнергии, воды, пара, сжатого воздуха и т.п.) в соответствии с требованиями стандартов, строительных норм и правил (СНиП). Литература:
1. Положение о техническом обслуживании и ремонте подвижного состава автомобильного транспорта. М., Транспорт, 1988 2. Суханов Б.Н., Борзых И.О., Бедарев Ю.Ф. Техническое обслуживание и ремонт. Пособие по дипломному проектированию. М., Транспорт, 1991 3. Картатов В.П. Технологическое проектирование автотранспортных предприятий. М., Транспорт, 1981 4. Крамаренко Г.В. Техническая эксплуатация автомобилей. М., Транспорт, 1983 5. Клейнер Б.С., Тарасов В.В., Техническое обслуживание и ремонт. Организация и управление. М., Транспорт, 1986 6. Барашков И.В., Звонков Б.П. Организация технического обслуживания автомобилей в колхозах и совхозах. М., Колос, 1981 7. Афанасьев Л.Л. Гаражи и станции технического обслуживания автомобилей. Альбом чертежей. М., Транспорт, 1980 8. Общесоюзные нормы технологического проектирования предприятий автомобильного транспорта. ОНТП-01-86, Минавтотранс, 1990 9. Руководство по диагностике технического состояния подвижного состава автомобильного транспорта РД-200-РСФСР-15-0150-84. М., НИИАТ, Минавтотранс, 1982 10. Правила безопасности при ремонте и техническом обслуживании машин и оборудования в Системе Госагропрома СССР, ВНИИОТ Госагропрома СССР, М., 1988 11. Краткий автомобильный справочник. М., Транспорт, 1994 12. Епифанов Л.И., Епифанова Е.А. Техническое обслуживание и ремонт автомобилей. М., Форум – Инфра. М, 2001 13. Ремонт автомобилей. Под ред. С.И. Румянцева. - М.: Транспорт, 1988 14. Карагодин В.И., Митрохин Н.Н. Ремонт автомобилей. - М.: Мастерство, 2001 15. Матвеев В.А., Пустовалов И.И. Техническое нормирование ремонтных работ в сельском хозяйстве. - М.: Колос, 1979 16. Дюмин И.Е., Трегуб Г.Г. Ремонт автомобилей. - М.: Транспорт, 1995 17. Справочник технолога авторемонтного производства. Под ред. А.Г. Малышева. - М.: Транспорт, 1977 18. Верещак Ф.П., Абелевич III.А. Проектирование авторемонтных предприятий. - М.: Транспорт, 1973 19. Клебанов Б.В. Проектирование производственных участков авторемонтных предприятий. - М.: Транспорт, 1975 20. Липкинд А.Г. и др. Ремонт автомобиля ЗИЛ-130. - М.: Транспорт, 1978 21. Суханов B.Н. и др. Техническое обслуживание и ремонт автомобилей. Пособие по курсовому и дипломному проектированию. - М.: Транспорт, 1985. 22. Кудрявцева А.А. Карты дефектации по ремонту автомобилей. - Н. Новгород, 1993. 23. Ремонт автомобилей и двигателей. Методика выполнения курсового проекта. - Н. Новгород, 1999. 24. Оформление пояснительной записки и графической части дипломного проекта. Методические рекомендации. М., 2002 Введение В этом разделе должно быть дано обоснование необходимости выполнения технологических разработок по объекту проектирования. Материал раздела рекомендуется излагать в следующей последовательности: - задачи, стоящие перед автомобильным транспортом; - значение ТО, диагностики и ремонта в обеспечении высокой технической готовности подвижного состава; - задачи, стоящие перед технической службой АТП; - цель проекта. Показать значимость проектных разработок по объекту проектирования; - задача проекта. Дать решение тех вопросов, которые являются составными частями курсового проекта.
ПРОЦЕССА ТО И ТР В данном параграфе следует обосновать один из методов организации технологического процесса ТО и ремонта подвижного состава АТП и кратко раскрыть его сущность. При выборе метода организации технологического процесса ТО автомобилей, определяющим критерием является сменная (суточная) программа по ЕО, ТО-1 и ТО-2. В зависимости от ее величины может быть принят метод универсальных постов или метод специализированных постов (проездного или тупикового типа). По рекомендации НИИАТ, техническое обслуживание целесообразно организовать на специализированных постах поточным методом (с внедрением в технологический процесс конвейеров для передвижения автомобилей с поста на пост: для ЕО – непрерывного действия, для ТО – периодического), если сменная программа составляет не менее: --- для ЕО – 50 и более обслуживаний; --- для ТО-1 – 12-15 и более обслуживаний; --- для ТО-2 – 5-7 и более обслуживаний. В противном случае должен быть применен либо метод тупиковых специализированных постов, либо метод универсальных постов. При выборе метода следует иметь в виду, что наиболее прогрессивным методом является поточный, т.к. он обеспечивает повышение производительности труда вследствие специализации постов, рабочих мест и исполнителей, создает возможность для более широкой механизации работ, способствует повышению трудовой и технологической дисциплины, обеспечивает непрерывность и ритмичность производства, снижает себестоимость и повышает качество обслуживания, способствует улучшению условий труда и сокращению производственных площадей. Технологический процесс текущего ремонта автомобилей может быть организован методом универсальных или специализированных тупиковых постов. Метод специализированных постов находит все большее распространение на АТП, т.к. позволяет максимально механизировать трудоемкие процессы ремонта, снизить потребность в однотипном оборудовании, улучшить условия труда исполнителей работ, использовать менее квалифицированных рабочих, повысить качество ремонта и производительность труда. Технологический процесс диагностики организуется только методом универсальных или специализированных тупиковых постов. ОРГАНИЗАЦИОННАЯ ЧАСТЬ
План технологических операций При выполнении данного раздела следует определить последовательность выполнения операций, подобрать оборудование, приспособления, режущий и измерительный инструмент. Для восстановления деталей применяют разные виды технологии: подефектную. жесткофиксированную, маршрутную и т.п. Маршрутная технология характеризуется технологическим процессом на определенную совокупность дефектов у данной детали. Таким образом, восстановление детали может производиться несколькими технологическими процессами в зависимости от сочетания дефектов. Этот способ имеет наибольшее распространение в авторемонтном производстве, его и следует принять при выполнении курсового проекта. Маршрут ремонта должен предусматривать технологическую взаимосвязь сочетаний дефектов со способами их устранения. Для составления маршрутной карты подготовительным этапом является план технологических операций. Рекомендуемая последовательность составления плана операций: ü проанализировать операции во всех схемах технологического процесса восстановления детали. Выявить подготовительные операции, одноименные операции, операции, связанные с нагревом или пластическим деформированием детали и т.п.; ü объединить операции, связанные общностью оборудования технологического процесса; ü выявить операции восстановления базовых поверхностей; ü распределить операции в технологической последовательности, начиная с подготовительных операций, восстановления базовых поверхностей, операций по восстановлению геометрических осей, операций, связанных с нагревом детали (сварка, наплавка, пайка и т.п.), а затем все остальные операции с учетом установочной базы и др. На все выявленные (указанные в задании) дефекты детали составляется единый план, имеющий общую (сквозную) нумерацию операций. При составлении плана желательно использовать наименьшее количество операций, обеспечивающих наилучшее качество восстанавливаемых деталей. Каждая последующая операция должна обеспечивать сохранность качества рабочих поверхностей детали, достигнутого в предыдущих операциях. После определения технологической последовательности для каждой операции следует подобрать основное оборудование, приспособления и инструмент. Оборудование следует подбирать из каталогов ремонтного оборудования, каталогов металлорежущих станков, каталогов сварочного и наплавочного оборудования. Можно использовать данные учебной и справочной литературы по ремонту автомобилей (1, 2, 4, 5, 7). Приспособления. В соответствующей графе плана операций следует указать необходимость наличия приспособления и цель (установка, крепление, выверка точности и т.д.). При применении приспособлений, входящих в комплект основного оборудования, в соответствующей графе плана его указывать не следует (например, станочные тиски). Инструмент рабочий следует подбирать с учетом вида обработки, необходимой точности и чистоты поверхности, а также с учетом материала обрабатываемой детали и т.д. В графе плана указать тип инструмента и материал режущей части. При выборе материала режущей части лезвийного инструмента учесть материал обрабатываемой детали и состояние ее поверхности, а также твердость поверхности. Инструмент измерительный следует выбирать с учетом формы поверхности и точности ее обработки. План технологической операции выполнить в табличной форме. Пример выполнения плана операций для восстановления кулака поворотного автомобиля ЗИЛ-431410.
Таблица 14 План технологических операций
Расчет освещения
На объекте проектирования следует принять тот или иной тип освещения в соответствии со СНиП 11-4-79 и установить нормы освещенности. Расчет естественного освещения сводится к определению числа окон при боковом освещении.
Световая площадь оконных (световых) проемов рассчитывается по формуле: F ок = F пола ∙ α, м2; (6.1) где F пола – площадь пола участка, м2; α – световой коэффициент. Таблица 15 Значение светового коэффициента
Расчет искусственного освещения сводится к расчетам световой мощности ламп в светильниках, количества и типа светильников, рациональному размещению светильников по объекту проектирования (в виде схемы). Общая световая мощность ламп рассчитывается по формуле: W осв = R ∙ Q ∙ F уч, (6.2) где R – нормируемая освещенность, Вт/(м2∙ч), (принимается для укрупненных рас- Q – продолжительность работы электрического освещения в течении года, ч (принимается в среднем 2100 ч для местностей, расположенных на широте 40-60° F уч – площадь пола участка, м2. Количество светильников рассчитывается по формуле:
(6.3)
где Р – мощность одной лампы в светильнике, Вт; n – количество ламп в светильнике. Таблица 16 Типы светильников, для напряжения 220 В
Рис.5.1.Схема расположения светильников типа «ШАР»
6.2 Расчет вентиляции При механической вентиляции для воздухообмена используется электрическая энергия, приводящая в действие вентиляторы. Механическая вентиляция позволяет поддерживать в рабочих помещениях постоянную температуру и влажность воздуха, удалять из помещений вредные вещества. При расчете вентиляции определяется необходимый воздухообмен и подбирается тип вентилятора. Исходя из объема производственного помещения и кратности обмена воздуха, производительность вентилятора рассчитывается по формуле: W = Y ∙ К, м3; (6.4) где Y – объем производственного помещения, м3; К – кратность обмена воздуха, ч-1. Для различных производственных помещений кратность воздухообмена может быть принята по таблице 16. Таблица 16. Требуемая кратность воздухообмена К для производственных помещений
Определив производительность вентилятора, следует подобрать его тип по таблице 5.5. Таблица 17 Вентиляторы
Техника безопасности В данном разделе проекта должны быть разработаны требования по обеспечению безопасных приемов труда на объекте проектирования. При выполнении раздела рекомендуется использовать литературу по предмету «охрана труда». В разделе следует решить задачи: · общая характеристика организации работы по охране труда: - ответственность за соблюдение правил по охране труда, - виды инструктажей, - порядок их проведения. · По объекту проектирования отразить: - требования по ТБ при выполнении работ, - требования к инструменту, приспособлениям, технологическому оборудованию, - требования ТБ к помещению.
Заключение. В заключении необходимо указать перечень основных задач, решенных по объекту проектирования и сделать вывод о том, какое влияние могут оказать полученные результаты на повышение технической готовности подвижного состава и эффективность работы технической службы АТП.
Методически указания ЦУП | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ООУ | ООАИ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



| Начальник комплекса РУ |
| Комплекс РУ |
| Участок по ремонту ДВС |
| Исполнители работ участка по ремонту двигателей |
Рис.3.2.Схема управления моторным участком АТП
Приложение 6
| Контрольно-технический пункт |
| Зона уборочно-моечных работ |
| Зона ожидания ТО – ТР |
| Контрольно-диагностические работы |
| Крепежные работы |
| Регулировочные работы |
Зона ТО-1
| Электротехнические работы |
| Шинные работы |
| Смазочные работы |
| Контроль ОТК |
| Хранение автомобилей |
Рис.4.1.Схема технологического процесса ТО-1 автомобилей
Приложение 7
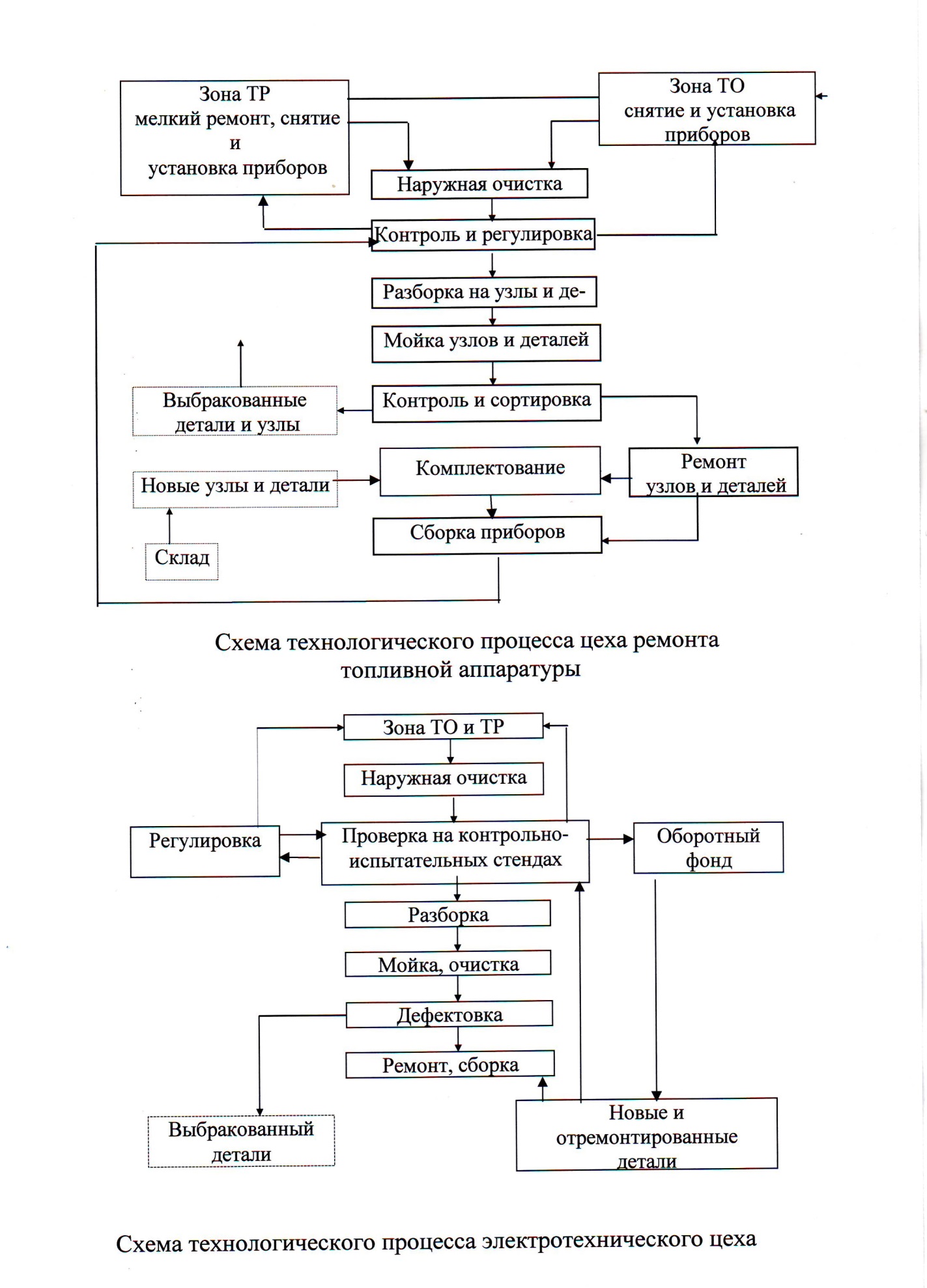
Рис.5.1.Схемы технологических процессов
Приложение 8
А
£
Тм.с. Тр.л. Тм.с.
0 8 16 24
| Рабочие смены | 3 смена | 1 смена | 2 смена |
| Зона ЕО | (((((((((((((((((((((((((((((( | ((((((((((((((((((((((((((((( | |
| Зона ТО-1 | ))))))))))))))))))))))))))))) | ||
| Зона ТО-2 | (((((((((((((((((((((((((((((( | ||
| Зона Д-1 | ))))))))))))))))))))))))))))) | ||
| Зона Д-2 | (((((((((((((((((((((((((((((( | ||
| Зона ТР | )))))))))))))))))))))))))))))) | ))))))))))))))))))))))))))))) | |
| Склады | (((((((((((((((((((((((((((((( | ((((((((((((((((((((((((((((( | |
| Ремонтные цеха | )))))))))))))))))))))))))))))) | ||
| Автомобили на линии | ((((( | (((((((((((((((((((((((((((((( | ((((( |
Рис.6.1.Совмещенный график работы автомобилей на линии и производственных подразделений АТП (возможный вариант)
Годовые фонды времени производственных рабочих (по ОНТП-01-91)
| Наименование профессий работающих | Годовой фонд времени рабочих, ч | |
| Номинальный (Фрм) | Эффективный (Фпр) | |
| Водитель автобуса, грузового автомобиля грузоподъемностью 3 т и более, внедорожного автомобиля-самосвала; кузнец-рессорщик, медник, газоэлектросварщик, слесарь по ремонту приборов системы питания ДВС, работающих на этилированном бензине, вулкани- заторщик, аккумуляторщик | 2010 | 1730 |
| Маляр | 2010 | 1760 |
| Все остальные | 2010 | 1780 |
Приложение 9
Технологические карты
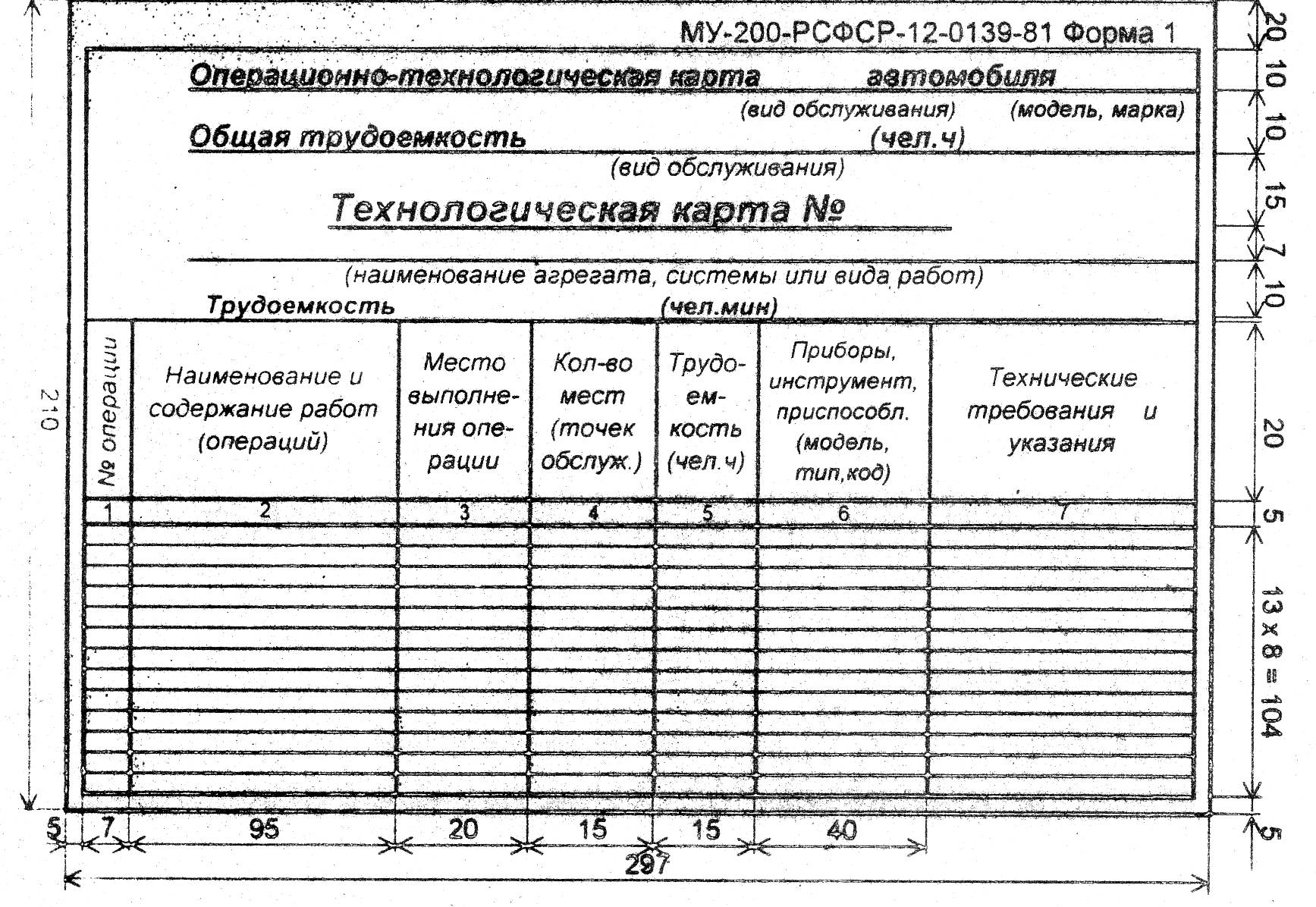
Операционно-технологическая карта отражает последовательность операций технологического процесса ТР топливной аппаратуры, вулканизационные, шинные, аккумуляторные, столярные, и других работ на соответствующих участках АТП.
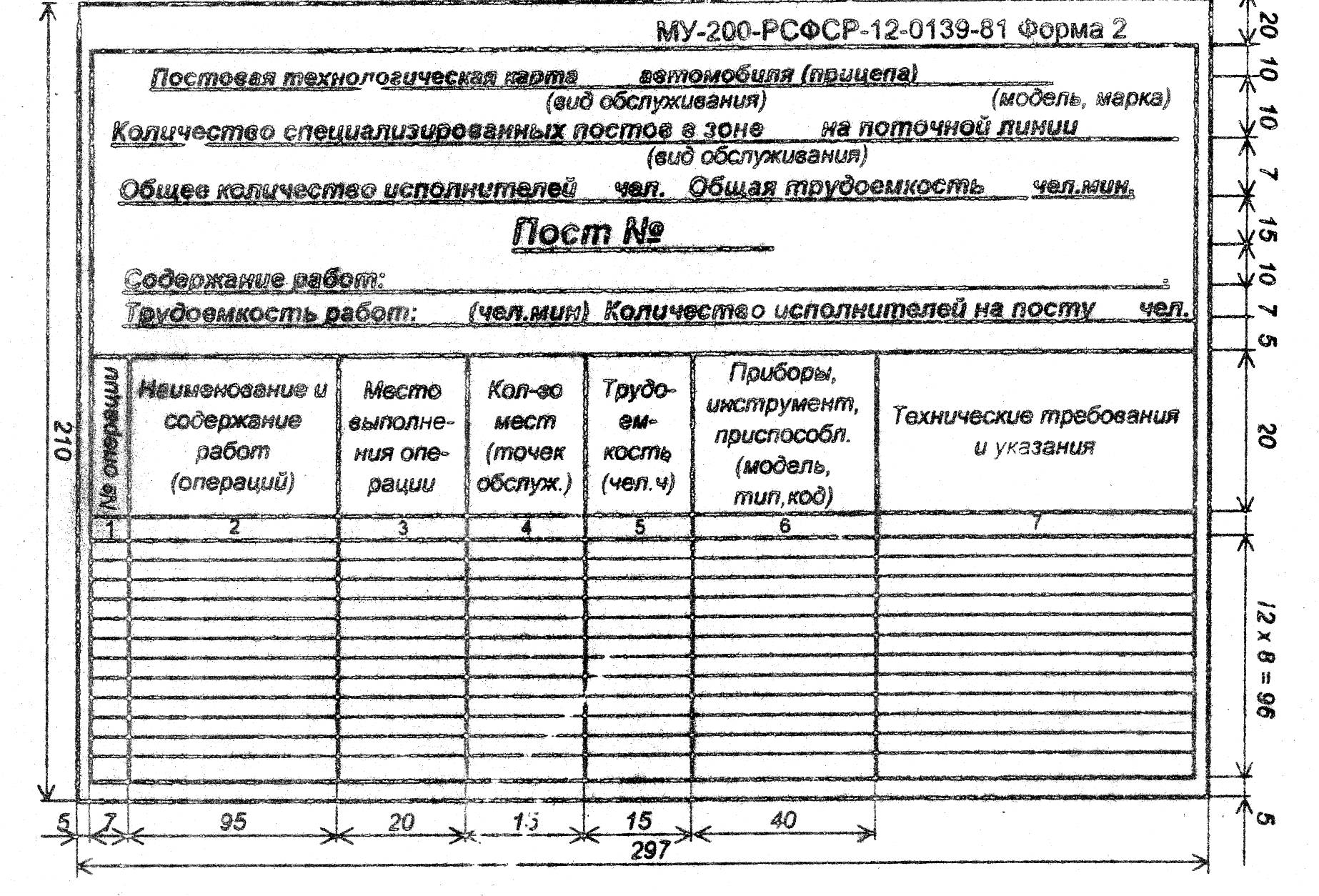
Постовая технологическая карта отражает последовательность операции технического обслуживания, диагностики, текущего ремонта по агрегату (агрегатам) или системам (системе) автомобиля, которые выполняются на одном из постов ТО, диагностики или ТР.
Приложение 10
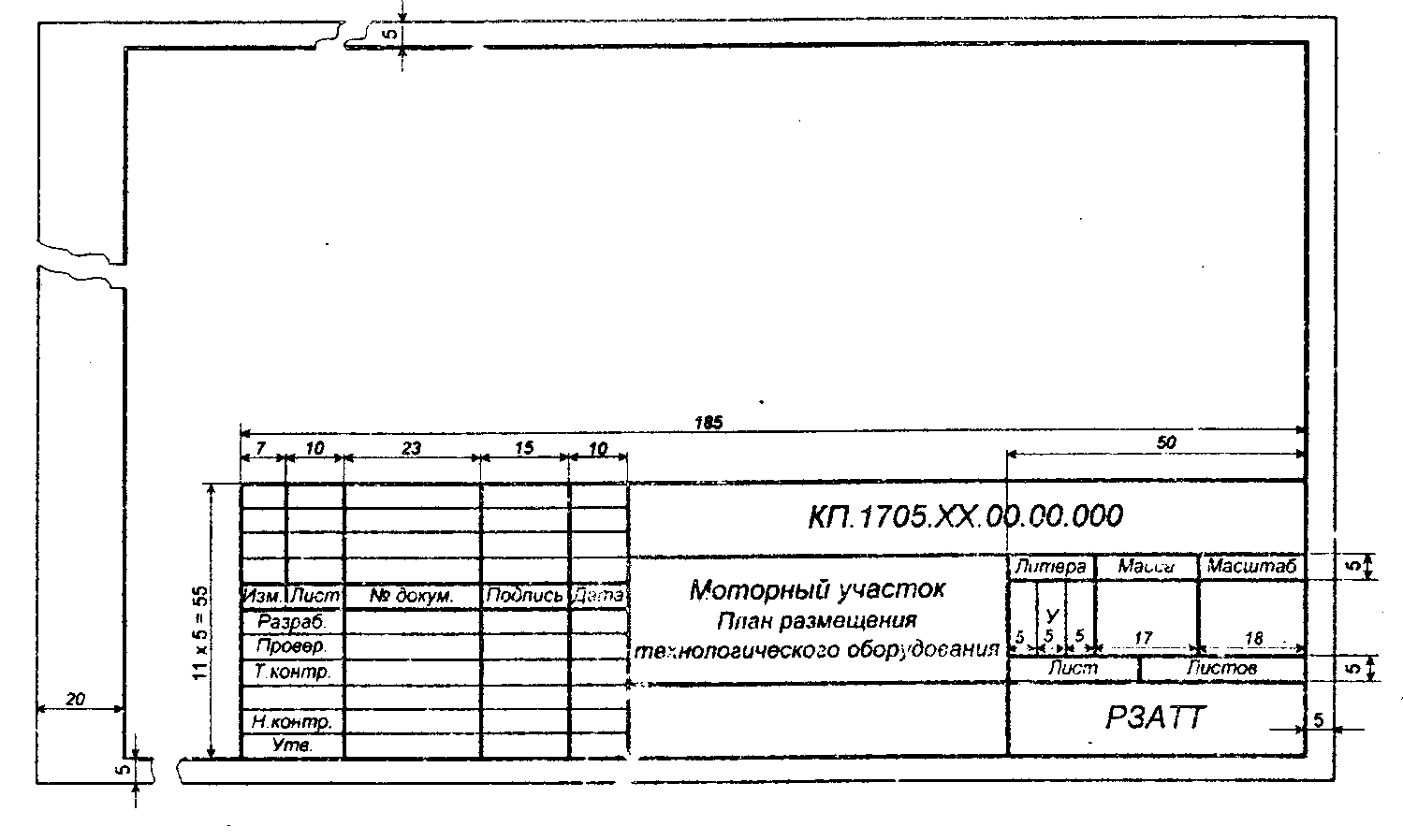
Основная надпись по ГОСТ 2.104-68 (угловой штамп), который проставляется в правом нижнем углу формата А1 графической части проекта.
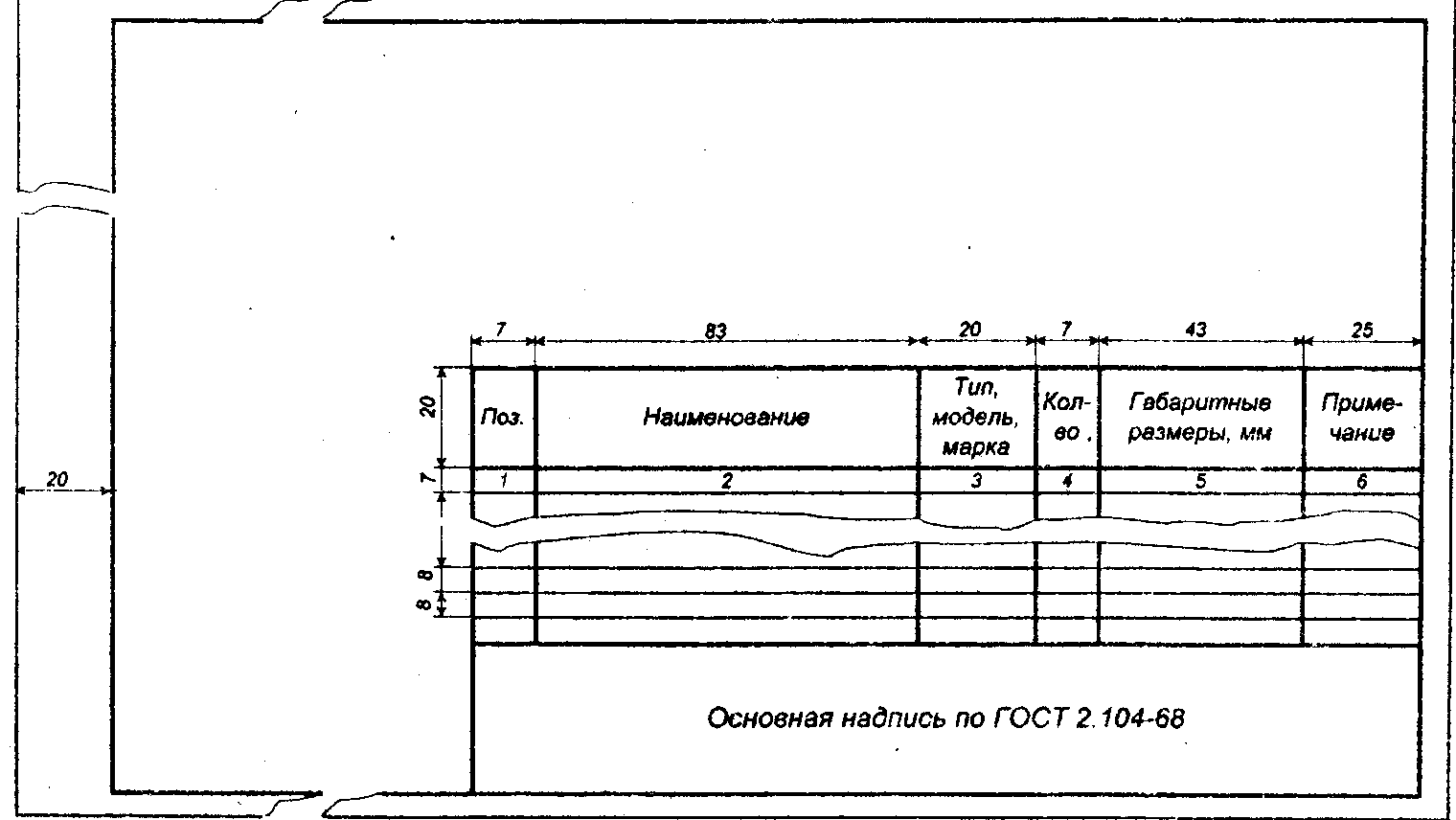
Спецификация технологического оборудования и организационной оснастки. Выполняется над основной надписью (угловым штампом) на листе формата А1.
Приложение 11
Коэффициенты неравномерности загрузки постов ТО и ТР, Кн
| Типы рабочих постов | Коэффициенты неравномерности загрузки постов | ||||
|
| Списочное количество подвижного состава АТП | СТОА легковых автомобилей | |||
| До 100 | От 100 до 300 | От 300 до 500 | городские | дорожные | |
| Посты ЕО | 1,20 | 1,15 | 1,12 | 1,05 | 1,15 |
| Посты ТО-1, ТО-2, Д-1, Д-02 | 1,10 | 1,09 | 1,08 | 1,10 | --- |
| Посты ТР, регулировочные и разборочно-сборочные | 1,15 | 1,12 | 1,10 | 1,15 | 1,25 |
| Сварочно-жестяницкие, маляр-ные, деревообрабатывающие | 1,25 | 1,20 | 1,17 | 1,10 | --- |
Коэффициенты использования рабочего времени постов, Ки
| Типы рабочих постов | Коэффициент использования рабочего времени постов при числе смен работы в сутки | ||
| одна | две | три | |
| Посты ежедневного обслуживания ---уборочных работ ---моечных работ | 0,98 0,92 | 0,97 0,90 | 0,95 0,87 |
| Посты ТО-1 и ТО-2 ---на поточных линиях ---индивидуальные посты | 0,93 0,98 | 0,92 0,97 | 0,91 0,96 |
| Посты Д-1 и Д-2 | 0,92 | 0,90 | 0,87 |
| Посты ТР ---регулировочные, разборочно-сборо чные (не оснащенные специальным оборудованием), сварочно-жестяниц-кие, шиномонтажные, деревообрабаты вающие ---разборочно-сборочные (оснащен-ные специальным оборудованием ---окрасочные | 0,98 0,93 0,92 | 0,97 0,92 0,90 | 0,96 0,91 0,87 |
ДЛЯ ЗАМЕТОК
|
| Поделиться: |



