Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор средств технологического оснащения.Содержание книги
Поиск на нашем сайте Выбор технологических баз В процессе обработки заготовка должна занимать определенное положение относительно станка, инструмента и приспособления. Одной из причин, обуславливающих неточность размеров и отклонение взаимного положения обрабатываемых поверхностей, является неправильная установка заготовки на станке или в приспособлении. Выбор технологических баз является одним из ответственных этапов проектирования технологических процессов механической обработки. Технологической базой называют поверхность, определяющую положение детали или сборочной единицы в процессе их изготовления. То есть в процессе обработки относительно технологических баз формируются все поверхности детали, поэтому эти базы влияют на точность обработки. [2] При выборе технологических баз для обработки заготовок следует использовать принцип совмещения (единства) баз, когда в качестве технологических баз принимают поверхности, являющиеся конструкторскими и измерительными базами. Наибольшая точность может быть достигнута в том случае, когда все эти базы совпадают. За основные технологические базы у деталей класса «диски» принимаются торец наибольшего размера и отверстие, причем отверстие является двойной опорной базой (скрытой), а торец – установочной. Базы, используемые на первой операции, называются черновыми. В нашем случае, черновой базой на первой токарной операции является торец и наружная цилиндрическая поверхность заготовки. Рассмотрим пример выбора технологических баз для обработки детали «Опора» в самоцентрирующемся трехкулачковом патроне.
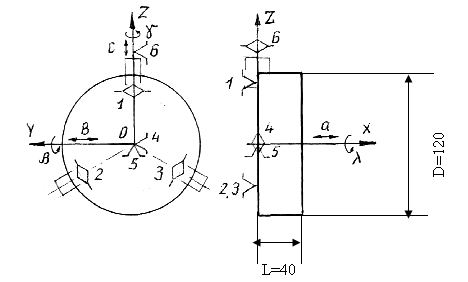
Рисунок 5 – Теоретическая схема базирования детали «Опора» с использованием двойной опорной базы (скрытая база) В данном случае торец диска, определяемый координатной плоскостью YOZ, является установочной базой, на которой располагаются три опорные точки Т1, Т2, Т3, отнимающие у детали три степени свободы - возможность перемещения в направлении оси X, (параметр a) и возможность поворота вокруг осей Y и Z (параметры β и γ). При одновременном перемещении в направлении центра трех самоцентрирующихся кулачков, происходит совмещение центра устанавливаемой детали с центром патрона. В результате у детали отнимается две степени свободы - перемещение в направлении оси Y (параметр b - опорная точка Т4) и перемещение в направлении оси Z (параметр c - опорная точка Т5). Таким образом, центр диска выполняет роль двойной опорной базы. Базирующая поверхность, на которой располагаются две опорные точки, отнимающая у детали две степени свободы – два смещения в направлении двух координатных осей, называется двойной опорной базой. Для лишения детали оставшейся степени свободы - возможности вращения λ вокруг оси X используется опорная база - координатная плоскость, XOZ на которой располагается точка Т6. [3] Далее представим схемы базирования детали «Опора».
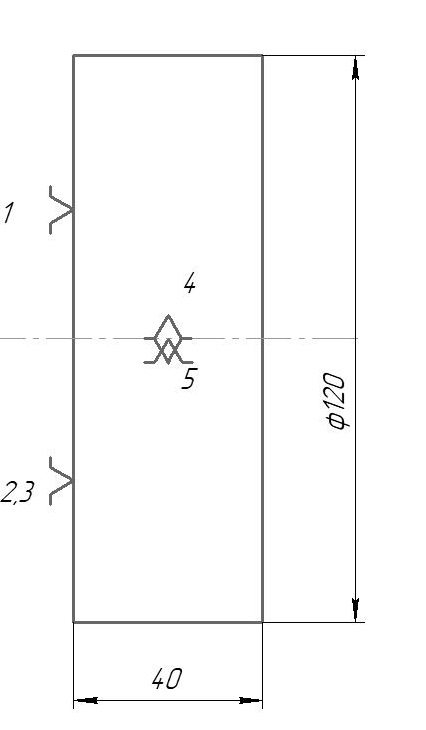
Рисунок 6 – Схема базирования заготовки в 010 токарной операции
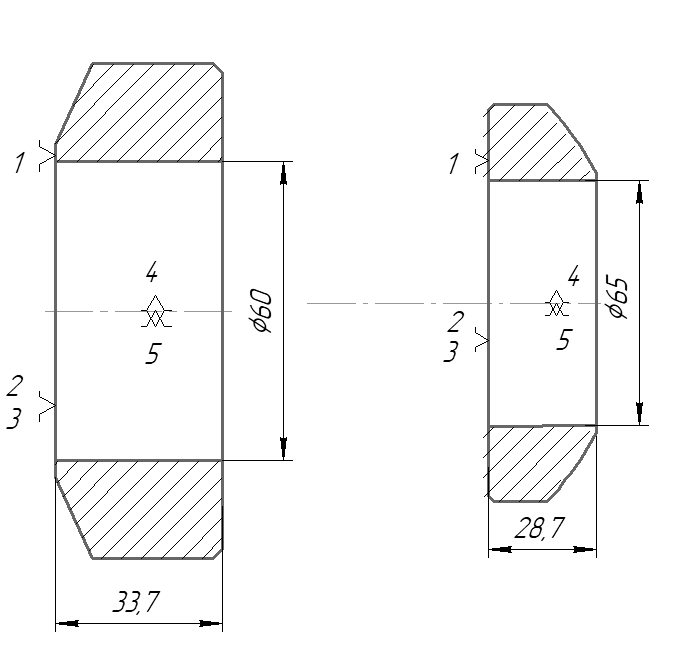
Рисунок 7 – Схема базирования детали в 025 токарной операции
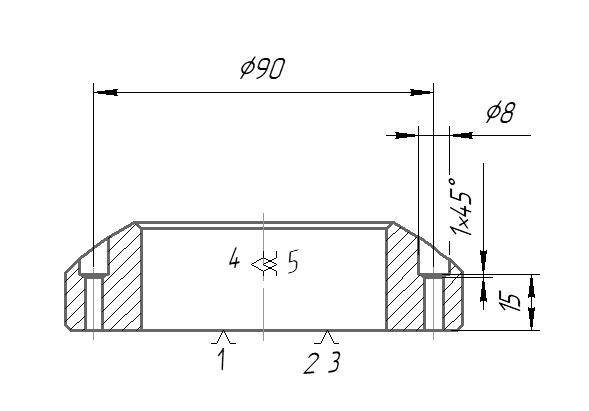
Рисунок 8 – Схема базирования детали при обработке резьбовых отверстий
Деталь «Опора» базируется, выдерживая принцип совмещения (единства) баз, то есть технологическая, конструкторская и измерительная базы совпадают.
|
||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 209; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.009 с.) |