
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Выбор метода получения и проектирования заготовкиСодержание книги
Поиск на нашем сайте Заготовкой в машиностроении называют предмет труда, из которого изменением формы, размеров, свойств поверхностей и (или) материала изготавливают деталь. Заготовительное производство является неотъемлемой начальной фазой любого машиностроительного производства, образуя первый технологический передел. Главной задачей при изготовлении заготовок является приближение их по форме к готовым деталям. Правильный выбор заготовки можно осуществить лишь в результате технико-эномических расчетов. При этом сравнивают два и более возможных варианта получения и последующей обработки заготовки и выбирают наиболее экономичный для данных условий производства, при котором обеспечивается наименьшая себестоимость полученной готовой детали. Количество одновременно изготовляемых заготовок и периодичность их выпуска в значительной степени предопределяют затраты на производство и уровень его технологического оснащения. Проектирование заготовок выполняется в следующей последовательности: определяется вид исходной заготовки (прокат, штамповка, отливка); разрабатывается технологический маршрут механической обработки заготовки; определяется (рассчитывается) операционный и общий припуски на все обрабатываемые поверхности; на чертеже детали вычерчиваются общие припуски на обработку каждой поверхности; назначаются предварительные размеры заготовок и допуски на них. [2] Рассчитаем параметры получения заготовки из листа в соответствии с РД 5Р.9773-79. 1) Расчет припусков заготовки по диаметру. Для определения диаметра заготовки необходимо назначить максимальный диаметр детали. У детали «Опора» номинальный диаметр припуск на черновое точение припуск на чистовое точение Учитывая, что ГОСТ на титановые сплавы ПТ-3В не предусмотрен, величину припусков увеличиваем в 2 раза. Следовательно
2) Расчет припусков заготовки по длине. Для определения длины заготовки необходимо назначить максимальную длину детали. У детали «Опора» номинальная длина припуск на черновое точение припуск на чистовое точение Аналогично величину припусков увеличиваем в 2 раза. Следовательно
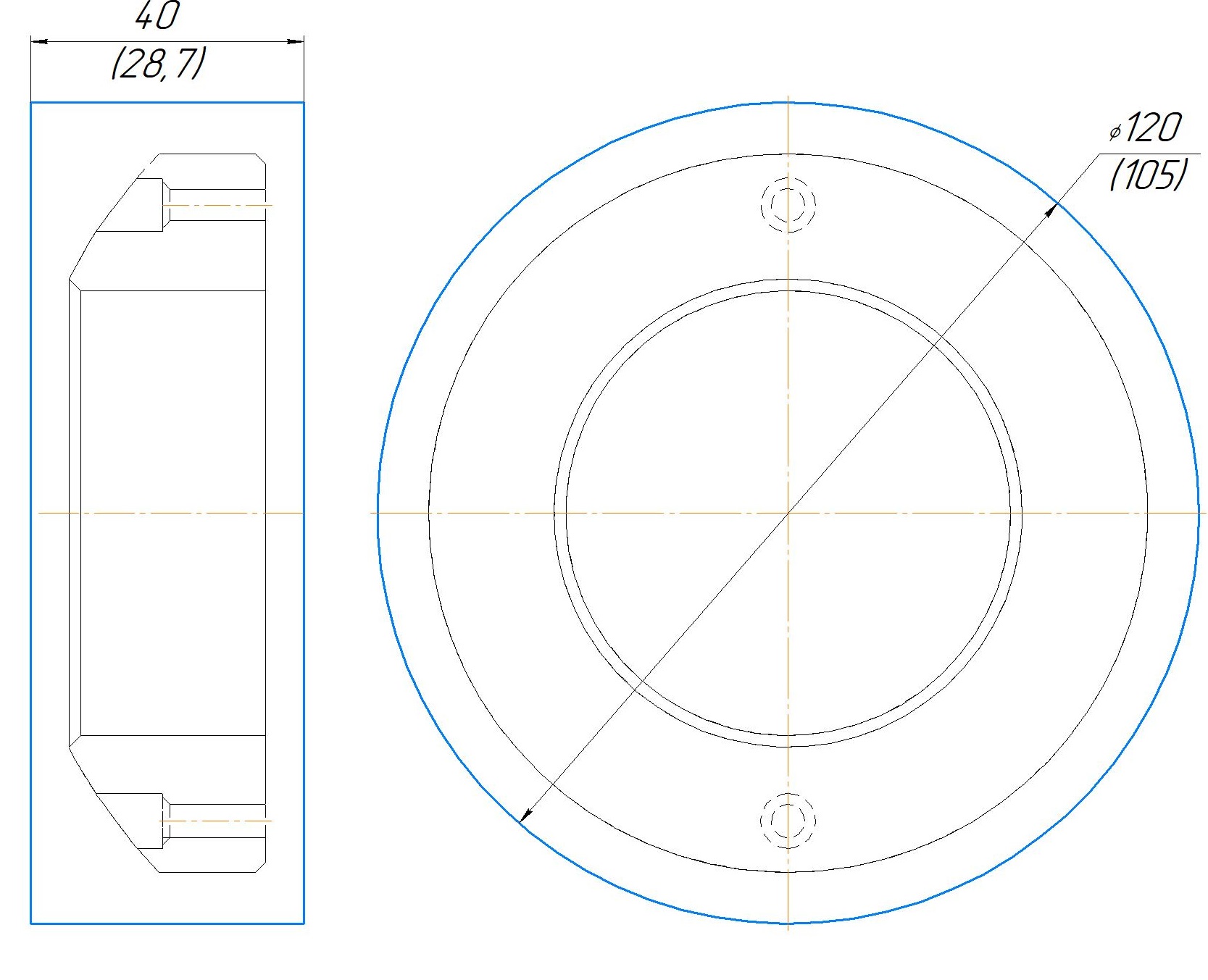
Стандартные размеры заготовки:
Так как
Рисунок 4 – Эскиз заготовки
Рассчитаем объем заготовки по формуле:
Рассчитаем массу заготовки
где
Определим коэффициент использования металла по формуле: КИМ = где Получим КИМ= Заготовку для детали «Опора» будем вырезать газом из листа 40мм.
|
||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 256; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.009 с.) |

 =105 мм с шероховатостью Ra 6.3 мкм. Следовательно, необходимы черновое и чистовое точение:
=105 мм с шероховатостью Ra 6.3 мкм. Следовательно, необходимы черновое и чистовое точение: =3,5 мм
=3,5 мм =1,1 мм.
=1,1 мм. =
=  =28.7 мм с шероховатостью Ra 3,2 мкм. Следовательно, необходимы черновое и чистовое точение:
=28.7 мм с шероховатостью Ra 3,2 мкм. Следовательно, необходимы черновое и чистовое точение: =
= 
 ,
,
 , кг., по формуле
, кг., по формуле ,
, ‒ плотность материала (для сплава ПТ-3В ρ = 0,00445 кг/см3).
‒ плотность материала (для сплава ПТ-3В ρ = 0,00445 кг/см3).
 ,
, - масса детали, кг
- масса детали, кг =0,27.
=0,27.


