Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Изготовление отливок в песчаных формах
Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Литейные формы изготовляют как из неметаллических материалов (песчаные формы, формы изготовляемые по выплавляемым моделям, оболочковые формы) для одноразового использования, так и из металлов (кокили, изложницы для центробежного литья) для многократного использования. Литье в песчаные формы является самым распространенным способом изготовления отливок. Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта. Литейную форму заливают расплавленным металлом через литниковую систему. Литниковая система – совокупность каналов и резервуаров, по которым расплав поступает из разливочного ковша в полость формы. Основными элементами являются: литниковая чаша 5, которая служит для приема расплавленного металла и подачи его в форму; стояк 6 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 12, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 13 – один или несколько, через которые расплавленный металл подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служат прибыли или выпор 4. Для вывода газов предназначены и вентиляционные каналы 9.
Рис. Литейная форма
Разновидности литниковых систем представлены на рис.
Рис. Разновидности литниковых систем Достоинствами системы являются: малый расход металла; конструкция проста и легко выполнима при изготовлении форм; подача расплава сверху обеспечивает благоприятное распределение температуры в залитой форме (температура увеличивается от нижней части к верхней), а следовательно, и благоприятные условия для направленной кристаллизации и питании отливки. Недостатки: падающая сверху струя может размыть песчаную форму, вызывая засоры; при разбрызгивании расплава возникает опасность его окисления и замешивания воздуха в поток с образованием оксидных включений; затрудняется улавливание шлака.
Машинная формовка Используется в массовом и серийном производстве, а также для мелких серий и отдельных отливок. Повышается производительность труда, улучшается качество форм и отливок, снижается брак, облегчаются условия работы. По характеру уплотнения различают машины: прессовые, встряхивающие и другие. Уплотнение прессованием может осуществляться по различным схемам, выбор которой зависит от размеров формы моделей, степени и равномерности уплотнения и других условий. В машинах с верхним уплотнением уплотняющее давление действует сверху. Используют наполнительную рамку.
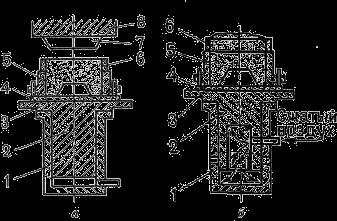
При подаче сжатого воздуха в нижнюю часть цилиндра 1 прессовый поршень 2, стол 3 с прикрепленной к нему модельной плитой 4 с моделью поднимается. Прессовая колодка 7, закрепленная на траверсе 8 входит в наполнительную рамку 6 и уплотняет формовочную смесь в опоке 5. После прессования стол с модельной оснасткой опускают в исходное положение.
Рис. Схемы способов уплотнения литейных форм при машинной формовке
а – прессованием; б – встряхиванием У машин с нижним прессованием формовочная смесь уплотняется самой моделью и модельной плитой. Уплотнение встряхиванием происходит в результате многократно повторяющихся встряхиваний. Под действием сжатого воздуха, подаваемого в нижнюю часть цилиндра 1, встряхивающий поршень 2 и стол с закрепленной на нем модельной плитой 4 с моделью поднимается на 30…100 мм до выпускного отверстия, затем падает. Формовочная смесь в опоке 5 и наполнительной рамке 6 уплотняется в результате появления инерционных сил. Способ характеризуется неравномерностью уплотнения, уплотнение верхних слоев достигается допрессовкой.
§ 3 Специальные способы литья. В современном литейном производстве все более широкое применение получают специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие.
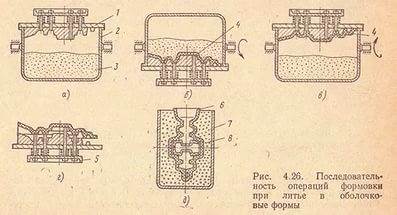
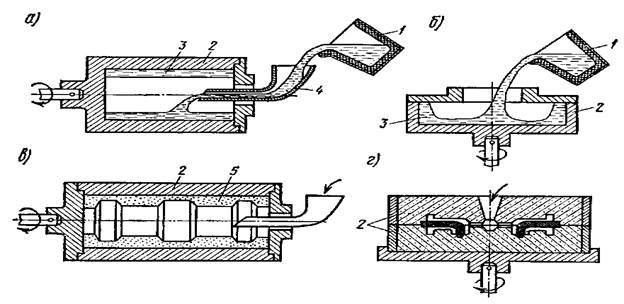
Эти способы позволяют получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключают ее, что обеспечивает высокую производительность труда. Каждый специальный способ литья имеет свои особенности, определяющие области применения. Литье в оболочковые формы Литье в оболочковые формы – процесс получения отливок из расплавленного металла в формах, изготовленных по горячей модельной оснастке из специальных песчано-смоляных смесей. Формовочную смесь приготовляют из мелкого кварцевого песка с добавлением термореактивных связующих материалов. Металлическую модельную плиту 1 с моделью нагревают в печи до 200…250 0C. Затем плиту 1 закрепляют на опрокидывающемся бункере 2 с формовочной смесью 3 (риса) и поворачивают на 180 0 (рис..б). Формовочную смесь выдерживают на плите 10…30 секунд. Под действием теплоты, исходящей от модельной плиты, термореактивная смола в приграничном слое расплавляется, склеивает песчинки и отвердевает с образованием песчано-смоляной оболочки 4, толщиной 5…15 мм. Бункер возвращается в исходное положение (рис. В), излишки формовочной смеси осыпаются с оболочки. Модельная плита с полутвердой оболочкой 4 снимается с бункера и прокаливается в печи при температуре 300…350?C, при этом смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели с помощью выталкивателей 5 (рис..г). Аналогичным образом получают вторую полуформу. Для получения формы полуформы склеивают или соединяют другими способами (при помощи скоб).
Рис. Технологические операции формовки при литье в оболочковые формы Литье в металлические формы Литье в металлические формы (кокили) получило большое распространение. Этим способом получают более 40% всех отливок из алюминиевых и магниевых сплавов, отливки из чугуна и стали. Литье в кокиль – изготовление отливок из расплавленного металла в металлических формах-кокилях. Формирование отливки происходит при интенсивном отводе теплоты от расплавленного металла, от затвердевающей и охлаждающейся отливки к массивному металлическому кокилю, что обеспечивает более высокие плотность металла и механические свойства, чем у отливок, полученных в песчаных формах.
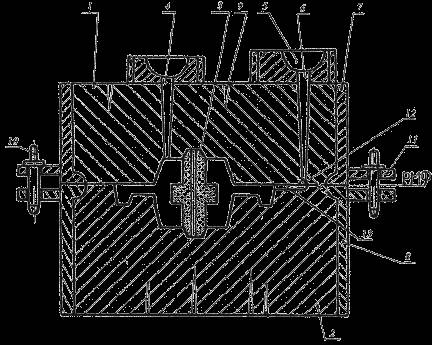
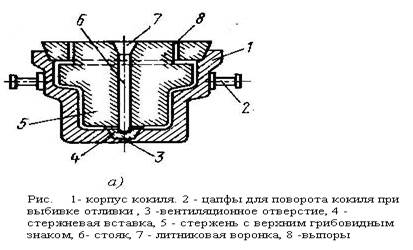
Рабочую поверхность кокиля с вертикальной плоскостью разъема,, предварительно нагретую до 150…180 C покрывают из пульверизатора слоем огнеупорного покрытия толщиной 0,3…0,8 мм. Покрытие предохраняет рабочую поверхность кокиля от резкого нагрева и схватывания с отливкой. Покрытия приготовляют из огнеупорных материалов (тальк, мел, графит), связующего материала (жидкое стекло) и воды Затем с помощью манипулятора устанавливают песчаный стержень 6, с помощью которого в отливке выполняется полость Половинки кокиля соединяют и заливают расплав. После затвердевания отливки и охлаждения ее до температуры выбивки кокиль раскрывают и протягивают вниз металлический стержень. Отливкаудаляется манипулятором из кокиля Отливки простой конфигурации изготовляют в неразъемных кокилях, несложные отливки с небольшими выступами и впадинами на наружной поверхности – в кокилях с вертикальным разъемом. Крупные, простые по конфигурации отливки получают в кокилях с горизонтальным разъемом. При изготовлении сложных отливок применяют кокили с комбинированным разъемом.
Расплавленный металл в форму подводят сверху, снизу (сифоном), сбоку. Для удаления воздуха и газов по плоскости разъема прорезают вентиляционные каналы. Все операции технологического процесса литья в кокиль механизированы и автоматизированы. Используют однопозиционные и многопозиционные автоматические кокильные машины. Литье в кокиль применяют в массовом и серийном производствах для изготовления отливок из чугуна, стали и сплавов цветных металлов с толщиной стенки 3…100 мм, массой от нескольких граммов до нескольких сотен килограммов. Литье в кокиль позволяет сократить или избежать расхода формовочных и стержневых смесей, трудоемких операций формовки и выбивки форм, повысить точность размеров и снизить шероховатость поверхности, улучшить механические свойства. Недостатки кокильного литья: высокая трудоемкость изготовления кокилей, их ограниченная стойкость, трудность изготовления сложных по конфигурации отливок. Изготовление отливок центробежным литьем При центробежном литье сплав заливается во вращающиеся формы. Формирование отливки осуществляется под действием центробежных сил, что обеспечивает высокую плотность и механические свойства отливок. Центробежным литьем изготовляют отливки в металлических, песчаных, оболочковых формах и формах для литья по выплавляемым моделям на центробежных машинах с горизонтальной и вертикальной осью вращения. Металлические формы изложницы изготовляют из чугуна и стали. Толщина изложницы в 1,5…2 раза больше толщины отливки. В процессе литья изложницы снаружи охлаждают водой или воздухом. На рабочую поверхность изложницы наносят теплозащитные покрытия для увеличения срока их службы. Перед работой изложницы нагревают до 200 0C. Схемы процессов изготовления отливок центробежным литьем представлены на рисунке.
Рис. Схемы процессов изготовления отливок центробежным литьем При получении отливок на машинах с вращением формы вокруг вертикальной оси (рис.) металл из ковша 1 заливают во вращающуюся форму 2, укрепленную на шпинделе 1, который вращается от электродвигателя. Под действием центробежных сил металл прижимается к боковой стенке изложницы. Литейная форма вращается до полного затвердевания отливки. После остановки формы отливка 3 извлекается.
Отливки имеют разностенность по высоте – более толстое сечение в нижней части. Применяют для получения отливок небольшой высоты – коротких втулок, колец, фланцев. Центробежным литьем изготавливают отливки из чугуна, стали, сплавов титана, алюминия, магния и цинка (трубы, втулки, кольца, подшипники качения, бандажи железнодорожных и трамвайных вагонов). Масса отливок от нескольких килограммов до 45 тонн. Толщина стенок от нескольких миллиметров до 350 мм. Центробежным литьем можно получить тонкостенные отливки из сплавов с низкой текучестью, что невозможно сделать при других способах литья. Недостаток: наличие усадочной пористости, ликватов и неметаллических включений на внутренних поверхностях; возможность появления дефектов в виде продольных и поперечных трещин, газовых пузырей. Преимущества – получение внутренних полостей трубных заготовок без применения стержней, экономия сплава за счет отсутствия литниковой системы, возможность получения двухслойных заготовок, что получается поочередной заливкой в форму различных сплавов (сталь – чугун, чугун – бронза). Используют автоматические и многопозиционные карусельные машины с управлением от ЭВМ.
Литье под давлением Литьем под давлением получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирование отливки осуществляют под давлением.Отливки получают на машины литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально.
Перед заливкой пресс-форму нагревают до 120…320 0C. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки. Воздух и газы удаляются через каналы, расположенные в плоскости разъема пресс-формы или вакуумированием рабочей полости перед заливкой металла. Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг.
|
||||||||
|
|
Последнее изменение этой страницы: 2020-11-11; просмотров: 88; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.188.218.184 (0.019 с.) |