
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Назначение и расчет припусков на механическую обработкуСодержание книги
Поиск на нашем сайте
Аналитический расчет диаметральный размер Ø472 Таблица 1.4
Технологический маршрут обработки отверстия Ø472-0,2 состоит из следующих операций: черновое точение и чистовое точение. По таблице 4.7 (стр. 66 [1]) определим суммарное значение пространственных отклонений для различных видов заготовок и механической обработки:
По ГОСТу 7505-89 определяем Таким образом, получим:
Остаточное пространственное отклонение после чернового точения:
где Остаточное пространственное отклонение после чистового точения:
Рассчитанные величины занесем в таблицу 1.4 Погрешность установки:
Рассчитанные величины занесем в таблицу 1.4 Определение величины расчетных припусков На основании записанных в таблице данных производим расчет минимальных значений межоперационных припусков, пользуясь основной формулой:
Минимальный припуск под: § черновое точение
§ чистовое точение
Рассчитанные величины занесем в таблицу 1.4 Расчетный размер рассчитываем по формуле:
§ черновое точение
Рассчитанные величины занесем в таблицу 1.4 Диаметр заготовки:
Допуск на изготовление Минимальные предельные значения припусков Рассчитанные величины занесем в таблицу 1.4
График расположения припусков и допусков
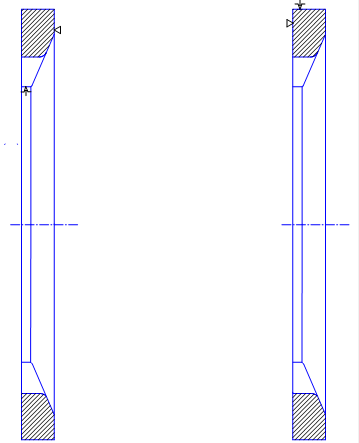
Базирование и закрепление заготовки. Расчет погрешности базирования При обработке заготовки на токарном станке 16К25 базирование и закрепление будем производить по внешней и внутренней поверхности в трехкулачковом самоцентрирующем патроне с упором в торец:
Рис. 1 Закрепление и базирование заготовки
Таким образом, погрешность базирования
Укрупненный анализ технологического процесса
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-26; просмотров: 85; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.48.105 (0.007 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


 - смещение по поверхности разъема штампа. По таблице 17 (стр. 186 [3]) определяем величину
- смещение по поверхности разъема штампа. По таблице 17 (стр. 186 [3]) определяем величину  .
.
 ,
, - коэффициент уточнения формы (стр. 73 [1])
- коэффициент уточнения формы (стр. 73 [1]) ,
, - т.к. заготовка закрепляется в самоцентрирующимся трехкулачковом патроне;
- т.к. заготовка закрепляется в самоцентрирующимся трехкулачковом патроне;





 выбираем по таблице 32 (стр. 192 [3]) в зависимости от квалитета точности.
выбираем по таблице 32 (стр. 192 [3]) в зависимости от квалитета точности. равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения
равны разности наибольших предельных размеров выполняемого и предшествующего переходов, а максимальные значения  - соответственно разности наименьших предельных размеров.
- соответственно разности наименьших предельных размеров.
 , т.к. измерительная и установочная базы совпадают.
, т.к. измерительная и установочная базы совпадают.


