Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Электроконтактное напекание порошка.Содержание книги
Поиск на нашем сайте
Схема электроконтактного напекания металлических порошков на поверхности деталей разработана ЧИМЭСХ.
Рисунок 2.2. Схема электроконтактного напекания металлических порошков на поверхности деталей. 1-наплавляемый слой; 2-ролик контактный; 3-порошок металлический; 4-деталь. Оптимальные режимы напекания порошка, обеспечивающие сцепление в пределах 120…150 МН/м2 лежат в пределах: по напряжению – 0,87÷1,35 В на 1 мм толщины слоя, по давлению - 40÷60 МН/м2, по затратам энергии – 2,1 ÷3,2 Вт ч/г. Пористость получаемого слоя на оптимальных режимах 8-12%, твердость 70…82 HRB. Напекание порошка с повышенным содержанием углерода (С=0,84%) проводится по аналогии, что для порошка АП84. При этом сцепление слоя с металлом повышается до 220÷250 МН/м2. Напекание порошка. Сормайт – 1 должно проводится при высоких удельных давлениях (60…80 МН/м2) и пониженных напряжениях (0,73…1,05 В на 1 мм толщины наплавленного слоя). Основное влияние на качество слоя его сцепление с металлом оказывает скорость напекания, влияющая на температурный режим в процессе напекания (2.3.) При напекании на пониженных скоростях 0,12…0,17 м/мин, слой получается весьма плотным (пористость 6÷8%). При повышении скорости напекания на 0,25 м/мин пористость несколько возрастает до 10÷12%, а качество сцепления улучшается в результате уменьшения поверхности окисления детали и порошка в процессе нагрева и формирования слоя [1]. Напекание порошка ведется «узким» роликом 4 мм по винтовой линии или «широким» на всю поверхность напекания с учетом соблюдения вышеприведенных режимов [1,3,15].
Рисунок 2.3. Температура в граничной зоне в зависимости от напряжения холостого хода и скорости напекания.
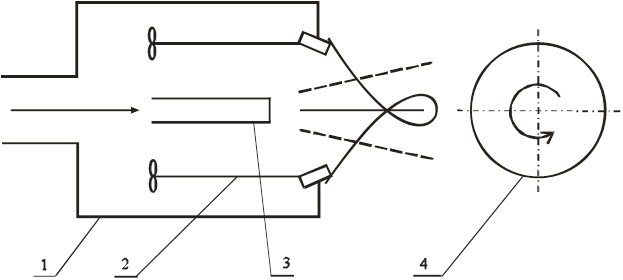
1-Vн = 0,37 м/мин; 2-Vн = 0,25 м/мин; 3-Vн = 0,17 м/мин. Металлизация – один из распространенных способов получения металлических покрытий поверхностей нанесением на эти поверхности расплавленного металла. Сущность процесса в следующем: металл, расплавленный дугой, струей сжатого воздуха (давление до 0,6 МПа) покрывает поверхность восстанавливаемой детали. Процесс дуговой металлизации осуществляется специальным аппаратом – металлизатором (рис. 2.4.).
Рисунок 2.4. Схема металлизатора. 1 – электродная проволока; 2 – сопло; 3 – провода от трансформатора; 4 – деталь.
Аппарат действует следующим образом: с помощью роликов по направляющим наконечникам непрерывно подается две проволоки,, к которым подведен электрический ток. Возникающая между проволоками электрическая дуга расплавляет металл. Одновременно по воздушному соплу в зону дуги поступает сжатый газ под давлением. Большая скорость движения частиц металла (120… 300 м/с) и незначительное время налета, исчисляемое тысячами долями секунды, обуславливает в момент удара его пластическую деформацию, заполнение частицами неровностей и пор поверхности детали, сцепление частиц между собой и с поверхностью, в результате чего образуется сплошное покрытие. Толщина наплавляемого слоя от нескольких микронов до 10 мм и более. Питание электрометаллизатора осуществляется либо от специальных трансформаторов с дополнительными отводами от витков вторичной обмотки, допускающие напряжение дуги 20 – 55 В (с промежутком через 4 – 5 В) при токе не менее 250 А. Рекомендуемые материалы электродной проволоки: сталь 45, Нп – 30 ХГСА. Металлизация обеспечивает высокую твердость напыленного слоя. Однако, применяя металлизацию, необходимо учитывать, что нанесенный слой не повышает прочности детали. По этому применять металлизацию для восстановления деталей с ослабленным сечением не следует. Кроме этого необходимо знать, что сцепляемость напыленного слоя с осн6овным металлом недостаточно [2,3,14].
|
||||
|
|
Последнее изменение этой страницы: 2020-03-26; просмотров: 196; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.69.109 (0.006 с.) |