Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Конструктивно-технологический анализ выпускного клапана
Назначение выпускного клапана и технологический процесс его изготовления
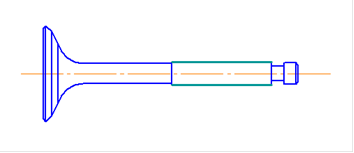
Рисунок 1. Эскиз выпускного клапана
Клапаны механизма газораспределения предназначены для герметизации цилиндра двигателя при тактах сжатия и рабочего хода и соединения его с трубопроводами впускной и выпускной системы при тактах впуска или выпуска в процессе газообмена. Выпускной клапан предназначен для выпуска отработавших газов. Клапаны изготавливаются из легированных сталей с высоким содержанием хрома и никеля. Клапаны изготавливают штамповкой, заготовкой является стальной пруток. Деталь подвергается механической обработке, обеспечивающая шероховатость в местах сопряжения с направляющей втулкой и седлом клапана. Затем деталь закаляют и отпускают на длине 3-5 мм от торца. Поверхность, сопряженную с направляющей втулкой хромируют на глубину 0,002-0,006 мм. Твердость закаленного слоя на поверхности HRC 45, не менее. Общие операции при изготовлении: 1) Заготовка - круглый прокат. 2) Базирование - за стержень клапана. ) Черновая и чистовая обработка поверхностей: под направляющую втулку; фаски клапана; стержня клапана.
Анализ условий работы выпускных клапанов газораспределения
Выпускной клапан устанавливается в направляющую втулку,которая в свою очередь установлена в головке блока цилиндров. Условия работы клапанов: большие динамические нагрузки; высокие скорости перемещения; неравномерный нагрев отдельных участков; повышенная коррозионно-активная среда; В процессе работы выпускной клапан подвергается следующим видам изнашивания: - износ стержня клапана по диаметру; износ или выгорание рабочей фаски клапана; износ торца стержня клапана;
Анализ дефектов выпускного клапана и возможных технологических способов восстановления
Деталь имеет дефект - износ стержня клапана по диаметру. Износ появляется из-за трения в сопряжении «клапан-направляющая втулка» во время открытия и закрытия клапана. Данный износ можно восстановить следующими способами: . Хромированием; . Железнением (осталиванием); . Обработкой под ремонтный размер; Выбор технологических баз для обработки
Точность при механической обработке при восстановлении детали зависит от правильного выбора технологических баз. В качестве технологических баз используют поверхности, которые в процессе эксплуатации не изнашиваются. В нашем случае базой будет являться наружная цилиндрическая поверхность стержня клапана.
Разработка ремонтного чертежа детали
На ремонтном чертеже сплошной толстой (основной) линией обозначают поверхности, подлежащие восстановлению - это поверхность стержня клапана, находящаяся в сопряжении с направляющей втулкой. Технические требования излагаются на поле ремонтного чертежа над основной надписью, группируя вместе однородные и близкие по своему характеру требования, в которых отражены допускаемые отклонения размеров и шероховатости от номинальных, данные о разбросе твердости, наличии пор, раковин, отслоений, прочности сцепления нанесенного слоя и др. Таблица дефектов расположена в левом нижнем углу поля ремонтного чертежа, в которой указываются: номера и наименование дефектов, коэффициенты их повторяемости от общего числа деталей, поступивших на дефектацию и от общего числа ремонтопригодных деталей, основной и допускаемые способы устранения дефектов. Под таблицей дефектов указываются условия и дефекты, при которых деталь не принимается на восстановление. В правом верхнем углу поля чертежа помещаем таблицу категорийных размеров.
Разработка технологического процесса восстановления выпускного клапана
|
|||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 284; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.70.203 (0.004 с.) |