Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Разработка технологического процесса восстановления выпускного клапана автомобиля газ 69аСодержание книги
Поиск на нашем сайте
Разработка технологического процесса восстановления выпускного клапана автомобиля ГАЗ 69А
выпускной клапан восстановление дефект Введение
Повышение качества ремонта машин при одновременном снижении его себестоимости - главная проблема ремонтного производства. В структуре себестоимости капитального ремонта машин 60…70% затрат приходится на покупку запасных частей, которые даже в условиях рынка остаются дефицитными при росте цен. Основной путь снижения себестоимости ремонта машин - восстановление, повторное использование изношенных деталей, так как себестоимость восстановления большинства деталей, как правило, не превышает 20…60% цены новой детали. Кроме того, восстановление деталей - один из основных путей экономии материально - сырьевых и энергетических ресурсов, решение экологических проблем, так как затраты энергии, металлов и других материалов в 25…30 раз меньше, чем затраты при изготовлении новых деталей. В процессе восстановления детали можно не только снизить себестоимость ремонта машин, но и во многих случаях повысить его качество, так как многие из способов значительно упрочняют восстановленные поверхности, повышают их износостойкость.
Конструктивно-технологический анализ выпускного клапана Назначение выпускного клапана и технологический процесс его изготовления
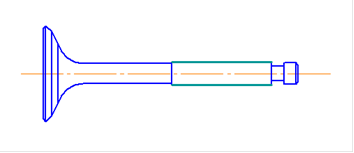
Рисунок 1. Эскиз выпускного клапана
Клапаны механизма газораспределения предназначены для герметизации цилиндра двигателя при тактах сжатия и рабочего хода и соединения его с трубопроводами впускной и выпускной системы при тактах впуска или выпуска в процессе газообмена. Выпускной клапан предназначен для выпуска отработавших газов. Клапаны изготавливаются из легированных сталей с высоким содержанием хрома и никеля. Клапаны изготавливают штамповкой, заготовкой является стальной пруток. Деталь подвергается механической обработке, обеспечивающая шероховатость в местах сопряжения с направляющей втулкой и седлом клапана. Затем деталь закаляют и отпускают на длине 3-5 мм от торца. Поверхность, сопряженную с направляющей втулкой хромируют на глубину 0,002-0,006 мм. Твердость закаленного слоя на поверхности HRC 45, не менее. Общие операции при изготовлении: 1) Заготовка - круглый прокат. 2) Базирование - за стержень клапана. ) Черновая и чистовая обработка поверхностей: под направляющую втулку; фаски клапана; стержня клапана.
Анализ условий работы выпускных клапанов газораспределения
Выпускной клапан устанавливается в направляющую втулку,которая в свою очередь установлена в головке блока цилиндров. Условия работы клапанов: большие динамические нагрузки; высокие скорости перемещения; неравномерный нагрев отдельных участков; повышенная коррозионно-активная среда; В процессе работы выпускной клапан подвергается следующим видам изнашивания: - износ стержня клапана по диаметру; износ или выгорание рабочей фаски клапана; износ торца стержня клапана;
Анализ дефектов выпускного клапана и возможных технологических способов восстановления
Деталь имеет дефект - износ стержня клапана по диаметру. Износ появляется из-за трения в сопряжении «клапан-направляющая втулка» во время открытия и закрытия клапана. Данный износ можно восстановить следующими способами: . Хромированием; . Железнением (осталиванием); . Обработкой под ремонтный размер; Выбор технологических баз для обработки
Точность при механической обработке при восстановлении детали зависит от правильного выбора технологических баз. В качестве технологических баз используют поверхности, которые в процессе эксплуатации не изнашиваются. В нашем случае базой будет являться наружная цилиндрическая поверхность стержня клапана.
Заключение
В процессе выполнения работы был разработан технологический процесс восстановления шатуна и произведена технико-экономическая оценка процесса восстановления шатуна, по результатам которой можно сделать вывод о целесообразности применения выбранного способа восстановления на авторемонтном предприятии. Данный способ восстановления является наиболее приемлемым для данных типов износов т.к. процесс осталивания имеет высокую точность и можно получить поверхности, которые не требуют дальнейшей термической обработки. Покрытия, полученные осталиванием, имеют более высокие физико-механические свойства по сравнению с покрытиями нанесенными другими способами и форма деталей после покрытия копируют форму готовой детали, что уменьшает металлоемкость восстановления. Библиографический список
1. Курчаткин В.В. Надежность и ремонт машин.-М: Колос, 2000-776 с. . Ульман И.Е., Герштейн И.М., Нассонов В.С., и др Ремонт машин:. - М.: КОЛОС, 1967. - 504 с. . Ульман И. Е., Игнатьев И.С., Борисенко В.А. и др Техническое обслуживание и ремонт машин /.; Под общ. ред. И. Е. Ульмана. - М.: Агропромиздат, 1990. - 399 с.: ил. . Воловик Е. Л. Справочник по восстановлению деталей. - М.: Колос,1981. - 351 с., ил. . Серый И.С., Смелов А.П., Курсовое и дипломное проектирование по надежности и ремонту машин /- 4-е изд., перераб. И доп. - М.: Агропромиздат, 1991. - 184 с.: ил. . Канарчук В.Е. и др. Восстановление автомобильных деталей. Технология и оборудование. Учебное пособие для вузов.-М.: Транспорт, 1995-303 с. . Тельнов Н.Ф. Ремонт машин - М.: Агропромиздат, 1992. 560 с.: ил. . Матвеев В.А., Пустовалов И.И.: Техническое нормирование ремонтных работ в сельском хозяйстве. - М.:Колос-1979. Разработка технологического процесса восстановления выпускного клапана автомобиля ГАЗ 69А
выпускной клапан восстановление дефект Введение
Повышение качества ремонта машин при одновременном снижении его себестоимости - главная проблема ремонтного производства. В структуре себестоимости капитального ремонта машин 60…70% затрат приходится на покупку запасных частей, которые даже в условиях рынка остаются дефицитными при росте цен. Основной путь снижения себестоимости ремонта машин - восстановление, повторное использование изношенных деталей, так как себестоимость восстановления большинства деталей, как правило, не превышает 20…60% цены новой детали. Кроме того, восстановление деталей - один из основных путей экономии материально - сырьевых и энергетических ресурсов, решение экологических проблем, так как затраты энергии, металлов и других материалов в 25…30 раз меньше, чем затраты при изготовлении новых деталей. В процессе восстановления детали можно не только снизить себестоимость ремонта машин, но и во многих случаях повысить его качество, так как многие из способов значительно упрочняют восстановленные поверхности, повышают их износостойкость.
|
||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 296; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.10.139 (0.005 с.) |