Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обзор типов магнитопроводов, и конструктивных и технологических особенностейСодержание книги
Поиск на нашем сайте
Для увеличения индуктивности катушек и изменения ее в некоторых пределах применяют магнитопроводы — сердечники. Магнито-проводы предназначены для проведения магнитного потока, возбуждаемого электрическим током, проходящим через обмотку катушки.
а) б) Рис. 1.1. Ленточные магнитопроводы. а — броневой; б — стержневой; в — тороидальный. Магнитопроводы изготовляют из металлических и неметаллических ферромагнитных материалов. Качество магнитопроводов определяется свойствами магнитных материалов, конструкцией и применяемой изоляцией. Магнитопроводы для силовых, низкочастотных трансформаторов и дросселей могут быть навитыми из лент (рис. 6-1) или собранными из пластин (рис. 6-2). Те и другие магнитопроводы могут быть по форме П-образными, Ш-образными и О-образными.
а) Рис. 1.2. Пластинчатые магнитопроводы. а — броневой; б — стержневой. В настоящее время в радиоэлектронной аппаратуре пластинчатые магнитопроводы вытесняются ленточными, так как последние отличаются следующими достоинствами: полностью используются магнитные свойства материала благодаря направлению магнитного потока вдоль проката; значительно ниже потери на вихревые токи, так как можно применять материал более тонкий; уменьшаются массы и габариты; отпадает необходимость в дорогостоящих штампах и прессах, в крепежных деталях (шпильках, скобах и изоляционных прокладках); снижается трудоемкость при изготовлении и расширяется возможность применения механизации и автоматизации производства. Ленточные магнитопроводы могут быть тороидальными неразрезными и разрезными, последние более удобны, так как можно применять катушки обычной конструкции. Разрезные магнитопроводы собирают с катушкой и стягивают хомутом или скобой. О-образные магнитопроводы получают навивкой ленты на оправку или сборкой штампованных кольцевых пластин. Собранный 0-образный магнитопровод изолируют и укладывают на него тороидальную обмотку. В О-образ-ных магнитопроводах нет потока рассеяния и приложенное поле полностью используется для трансформации энергии. Для катушек индуктивности и дросселей высокой частоты магни-топроводы формуют из магнитодиэлектриков или ферритов. Формы таких магнитопроводов могут быть самыми разнообразными, наиболее типичные из них представлены на рис. 6-3. Материалы магнитопроводов должны обеспечивать связь между первичной и вторичными обмотками трансформатора, эта связь зависит от магнитной проницаемости. От материала зависят масса и габариты магнитопровода, для силовых трансформаторов лучше применять материалы с большой рабочей индукцией В = 1 200 + + 1 500 ее.
Качество магнитного материала характеризуется потерями энергии, которые складываются из потерь на вихревые токи, гистерезис и последствие. Потери на вих-
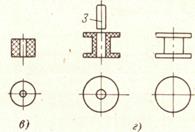
Рис. 1.3. Прессованные магнитопроводы. а и б — замкнутые магнитопроводы; в — цилиндрический магнитопровод с отверстием; г — магнитопроводы шпулевидной формы; д — цилиндрические магнитопроводы (/ —- половинки магнитопроводов; 2 — подстроечники с резьбой; 3 — гладкий подстроечник; 4 — подстроечник с латунным стержнем). ревые токи зависят от удельного сопротивления. Для уменьшения потерь на вихревые токи вводят в сталь кремний, благодаря этому удельное сопротивление возрастает, кроме того, потери уменьшаются с уменьшением толщины листа. Следует учитывать и экономические соображения: чем тоньше лист, тем выше его стоимость. Для ленточных и пластинчатых магнитопроводов применяют электротехническую сталь и железо-никелевые сплавы. Электротехнические стали — кремнистые стали марок ЭП, Э12, Э13, Э21, Э22, Э41—Э48, Э310 и др. выпускаются в виде листов и лент толщиной от 0,08 до 0,5 мм. Кремния в сталь вводят до 4,8%, так как большое количество кремния резко повышает хрупкость стали. В обозначениях марок этих сталей в соответствии с ГОСТ: Э — электротехническая сталь, первая цифра показывает процентное содержание кремния, вторая — пдтери в материале, индукцию и магнитную проницаемость: 1 — нормальные, 2 — пониженные, 3 — низкие, 4 — нормальные потери при частоте 400 гц, цифры 5, 6, 7 и 8 характеризуют магнитную проницаемость в различных полях. Третья цифра 0 указывает на специальную обработку стали. Такая обработка состоит из холодного проката с периодическим отжигом, В результате такой обработки кристаллы стали ориентируются по направлению проката! что приводит к анизотропии индукции, т. е. к односторонней ее направленности. Электротехнические стали с ориентированными кристаллами называют тексту-рованными, они обладают лучшими магнитными свойствами, благодаря чему их применяют для магнитопроводов, работающих в слабых магнитных полях. Горячекатаные стали применяются для магнитопроводов трансформаторов и дросселей, работающих при низких частотах, так как с ростом рабочей частоты увеличиваются потери. Железо-никелевые сплавы или пермаллои представляют сплавы с высокой проницаемостью и низкой коэрцитивной силой, в состав которых входит никель и железо. Железо-никелевые сплавы по содержанию никеля делятся на низконикелевые, содержащие до 55%, и высоконикелевые — до 80%. Высоконикелевые отличаются более высокой магнитной проницаемостью. Недостатком пермаллоев являются высокая чувствительность к механическим воздействиям и скорости охлаждения после отжига. Для улучшения свойств этих сплавов в них добавляют молибден, хром, кремний (0,02—2,5%). Выпускают пермаллои в виде листов толщиной от 0,1—0,5 мм и лент толщиною от 0,05—0,35 мм. В обозначение пермаллоев входят цифры, показывающие процент содержания никеля, буквы указывают название металлов, входящих в сплав: Н — никель, М — молибден, X •— хром, С — кремний, А — алюминий; П — обозначает прямую петлю гистерезиса. Например, высоколегированные сплавы 79НМ, 80НХС и низколегированные сплавы 38НС, и нелсгированные сплавы 45Н (сплавы, в которые входят только железо и никель), сплав 50НП с прямоугольной петлей гистерезиса.
4. Получение заготовки для витого сердечника Так как большинство предприятий изготавливает магнитопроводы небольшими партиями и только для собственных нужд, то заранее предусмотреть потребность в ленте определенной ширины очень трудно. Для изготовления магнитопроводов чаще всего употребляют ленту следующих размеров (в мм): Толщина Ширина 0,02—0,05.......................................4; 5; 10; 15; 20 Наилучшим способом снятия заусенцев является электролитическое полирование ленты, которое не деформирует и не ухудшает ее магнитных свойств; при некоторых условиях магнитные характеристики лент даже улучшаются. Электрополирование торцов ленты производится на переменном токе промышленной частоты 50 Гц в фосфорно-серно-хромовом электролите при следующем режиме: Температура электролита..................................25° С Плотность тока на ленте.............................................75—100 а/дм2 Напряжение на ванне............................................................8—20 В Время пребывания каждой точки ленты в ванне................20—30 сек
Ленту, сматываемую с бобины, протягивают сначала через ванну электрополирования, погружая одним торцом в электролит на глубину 1-1,5 мм, затем через промывочную камеру и сушилку (обдувка подогретым до 60° С сжатым воздухом) и наматывают, на другую бобину. После работки одного торца ленты бобины с лентой переворачивают на 180° и об рабатывают второй торец. Установка позволяет полировать параллельно бобин лент.
|
||||||
|
|
Последнее изменение этой страницы: 2019-04-27; просмотров: 235; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.23.123 (0.007 с.) |