Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологія розрядки температурних напружень ⇐ ПредыдущаяСтр 5 из 5
Технологія розрядки температурних напружень Підготовка перед виконанням робіт з розрядки температурних напружень: - вибір часу робіт з урахуванням мети розрядки, розрахункових температурних закріплень пліті, поїзної обстановки, зайнятості керівників робіт, завантаження техніки. При великій кількості плітей, що укладаються з тимчасовим закріпленням при не розрахункових температурах, зміні розрахункових інтервалів у випадках підвищення швидкості руху поїздів і інших випадках складають календарні графіки розрядок на всю дистанцію, дільницю.
- розрахунки очікуваних скорочень або подовжень кожної пліті, на якій планують розрядку; - підготовку зрівнювальних рейок з необхідними стандартними вкороченнями або подовженнями (12,38 м; 12,42 м; 12,46 м; 12,54 м; 12,58 м; 12,62 м) та розвезення їх по місцю робіт; - підготовку допоміжного обладнання для екстрених заходів у випадку необхідності (бензорізка, газорізка) виправка стикових з’єднувачів, зрізання з’єднувачів або клемних болтів; - підготовку обладнання для більш повного або примусового зняття напружень або штучного їх створення (циліндричні або підвісні ролики, ковзкі пари підкладок, ударні або вібраційні пристрої та ін.); - підготовку транспортних і механічних засобів (дрезини, мотовози, візки на рейковому ходу, автотранспорт, пересувні електростанції та зварювальні апарати тощо); - інструктаж і навчання керівників робіт і виконавців про порядок і технологію робіт, розподілення обов’язків.
Технологія і спосіб розрядки температурних напружень безстикової колії залежить від довжини рейкових плітей, наявності робочої сили, тривалості "вікна" й технічних засобів, що використовуються при розрядці температурних напружень. Технологія розрядки температурних напружень з використанням пристрою з підвісними роликами наступна: роботи діляться на підготовчі і основні. Підготовчі роботи виконують при встановленій швидкості руху поїздів. Основні роботи проводять без перерви руху поїздів при обмеженні швидкості руху по ділянці робіт: до 25 км/год при ослаблених гайках клемних болтів і рейкових вкладишах з інвентарними накладками; до 60 км/год після вилучення рейкових вкладишів, заміни інвентарних накладок типовими, зболчуванні стиків на всі шість болтів і закріпленні гайок клемних болтів на кожній третій шпалі.
Після виконання всіх робіт, передбачених технологічним процесом, та перевірки стану колії на всій ділянці робіт попередження, що видане у зв'язку з розрядкою напружень, відміняють. Підготовчі роботи виконуються напередодні на протязі одного дня бригадою з шести монтерів. В цей день монтери колії очищують від бруду та засмічувачів скріплення, вирізають (при необхідності) баласт з-під підошви рейки в місцях встановлення пристрою з підвісними роликами.
Розрахункові створи розмічають через 50 м по всій довжині плітей, починаючи від їх середини в обидва боки. При цьому, на підошву рейок наносять розрахункові та деформаційні риски і поряд з ними записують розрахункові деформації вказаних відрізків плітей. Також розмічають кожну 15-у шпалу для встановлення пристрою з підвісними роликами. На дрезині ДГКУ монтери підвозять зі стелажу рейки для заміни в зрівнювальному прольоті, а з контейнерів доставляють пристрої з підвісними роликами, розкладають і встановлюють їх на кожній 15-й шпалі (рис. 4.4) наступним чином: знімають клеми, на клемні болти надівають додаткові двовиткові шайби. Після чого на них встановлюють пари коромисел, затягують фіксуючі гайки клемних болтів до повного зжимання шайб і під підошву рейки встановлюють осі роликів з трубками. Потім фіксуючі гайки відкручують на 5-6 обертів і ролики автоматично піджимаються під підошву рейки пружними шайбами.
Рис. 4.4 Встановлені підвісні ролики
Основні роботи виконують на протязі одного дня бригадою у складі 30 монтерів колії на ділянці протяжністю 850 м. Після огородження місця робіт сигналами зупинки і встановлення в місцях заміни обвідних перемичок 30 монтерів колії міняють примикаючі до рейкових плітей зрівнювальні рейки, встановлюють інвентарні накладки з боку пліті та рейкові вкладиші (рис. 6.4). Потім 26 монтерів колії чотирма групами по обох рейкових нитках, рухаючись від кінців плітей до їх середини, виконують суцільне ослаблення гайок клемних болтів і пристроїв на 5-6 обертів. По мірі звільнення рейкових плітей від закріплення вони автоматично вивішуються на роликах пристроїв, підошва рейок пружно відокремлюється від прокладок, здійснюється вільне знімання напружень. По мірі подовження (вкорочення) пліті 4 монтери колії встановлюють для пропуску поїздів рейкові вкладиші, а після повної розрядки міняють інвентарні накладки на типові, знімають обвідні перемички.
Рухаючись від середини до кінців плітей чотирма групами 26 монтерів колії закріплюють гайки клемних болтів на кожній третій шпалі. Для контролю рівномірності зняття напружень в рейкових плітях металевою лінійкою вимірюють фактичні деформації по розміченим створам і по кінцям плітей, а потім співставляють ці величини з розрахунковими. Після обідньої перерви 10 монтерів колії знімають пристрої з підвісними роликами та встановлюють клеми з докручуванням гайок, 20 монтерів колії закріплюють гайки клемних болтів на пропущених шпалах, що залишились з незакріпленими клемами. В кінці робочого дня усі монтери колії підтягують гайки стикових і клемних болтів на плітях і замінених зрівнювальних рейках, прибирають рейки на стелажі, а пристрої з підвісними роликами в контейнери. В табл. 4.2 наведений перелік необхідних машин, механізмів і колійного інструменту для виконання розрядки температурних напружень безстикової колії з використанням пристроїв з підвісними роликами. Основна перевага наведеної технології в тому, що залишкові напруження в рейкових плітях знімаються найбільш повно завдяки сполученню двох одночасно діючих факторів: роликів, що знижують тертя по підошві рейок в 10 разів, і динамічних силових діянь від коліс рухомого складу графікових поїздів, що проходять по звільненій від закріплення рейковій пліті.
Табл. 4.2 Перелік машин, механізмів і колійного інструменту для розрядки температурних напружень
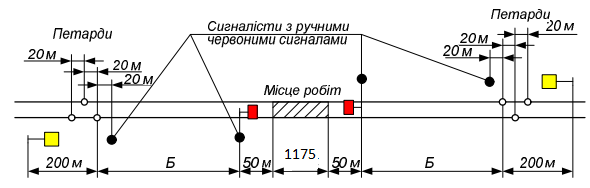
Схема огородження місць виконання робіт, що вимагають зупинки поїздів, на перегоні при фронті робіт більше 200 мна одноколійній ділянці
|
||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 770; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.210.18 (0.01 с.) |