Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типы и конструкции токарных станков.
Токарные станки делятся на универсальные и специализированные. Первые предназначены для выполнения разнообразных операций: обработки резцами наружных и внутренних цилиндрических поверхностей, конических и фасонных поверхностей, торцовых плоскостей, нарезания наружных и внутренних резьб, отрезки, сверления, зенкерования и развертывания отверстий. Специализированные станки используются для обработки определенных деталей, например гладких и ступенчатых валов, различного вида труб, муфт и т. п. Из универсальных станков наиболее широкое распространение получили токарно-винторезные и токарные станки. Последние предназначены для выполнения всех токарных работ, за исключением нарезания резьбы резцами.
Рис. 89. Основные сборочные единицы токарно-винторезного станка мод. 16К.20: 1 — передняя тумба станины, 2— рукоятка поперечной подачи, 3 — фартук, 4 — салазки продольного суппорта (каретка), 5 — рейка, 6 — ходовой вал, 7— ходовой винт, 8— корыто станка, 9 — задний кронштейн, 10 — задняя тумба станины, 11 — плита задней бабки, 12 — направляющие станины, 13 — задняя бабка, 14 — поперечный суппорт, 15 — направляющие поперечного суппорта, 16 — кран охлаждения, 17 — резцедержатель, 18 — верхний суппорт, 19 — шпиндель, 20 — нониус, 21 — передняя бабка (коробка скоростей), 22—гитара, 23—коробка подач
Основной параметр токарных станков — высота центров над станиной. Другим основным параметром токарных станков является наибольшее расстояние между центрами, которое определяет наибольшую длину обрабатываемой детали, причем это расстояние у одних и тех же станков может быть разным. Так, у станков с наибольшим диаметром обрабатываемой заготовки 500 мм расстояние между центрами может быть 700, 1000, 1400 и 2000 м. Токарные станки характеризуются также наибольшей частотой вращения шпинделя, наибольшим диаметром прутка, проходящего через отверстие шпинделя, размером центра шпинделя и мощностью электродвигателя главного привода станка. Основными узлами токарных и токарно-винторезных станков являются: станина; коробка скоростей или передняя бабка; гитара; задняя бабка; каретка или продольный суппорт; поперечный суппорт; поворотный суппорт; фартук; коробка подач (рис. 89).
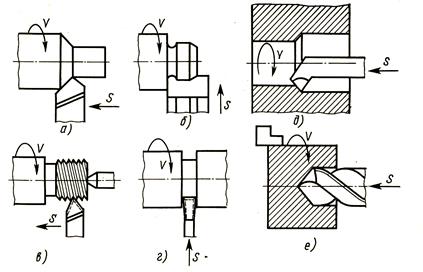
Виды токарной обработки. Наиболее распространенным видом обработки наружных поверхностей тел вращения на токарных станках является обтачивание заготовки при продольном перемещении режущего инструмента (продольное точение, рис. 90, а). Фасонное обтачивание, т. е. обработка поверхностей сложной конфигурации (сферических, конических, бочкообразных и др.) осуществляют: одновременным перемещением режущего инструмента в продольном и поперечном направлениях; с помощью фасонных резцов с поперечной подачей (рис. 90,6); по копиру с использованием гидрофицированного суппорта в крупносерийном производстве. Конические поверхности можно обработать следующими способами: поворотом верхних салазок суппорта на угол, равный половине угла при вершине конуса; смещением центра задней бабки; с помощью копировально-конусной линейки. Нарезание резьбы метрической, дюймовой и др., одно- и многозаходной) на токарных станках производится резцом (рис. 90,в). При обработке ступенчатых валов необходимыми являются операции прорезки канавок и отрезки заготовки (рис. 90,г).
Рис. 90. Основные сборочные единицы токарно-винторезного станка мод. 16К.20: 1 — передняя тумба станины, 2— рукоятка поперечной подачи, 3 — фартук, 4 — салазки продольного суппорта (каретка), 5 — рейка, 6 — ходовой вал, 7— ходовой винт, 8 — корыто станка, 9 — задний кронштейн, 10 — задняя тумба станины, 11 — плита задней бабки, 12 — направляющие станины, 13 — задняя бабка, 14 — поперечный суппорт, 15 — направляющие поперечного суппорта, 16 — кран охлаждения, 17 — резцедержатель, 18 — верхний суппорт, 19 — шпиндель, 20 — нониус, 21 — передняя бабка (коробка скоростей), 22 —гитара, 23 — коробка подач
На токарных станках также осуществляют следующие виды обработки отверстий: растачивание (расточными резцами); нарезание внутренней резьбы (резцами и метчиками); сверление, зенкерование и развертывание (рис. 90,(д и е). Для крепления сверл, метчиков, зенкеров и разверток используют заднюю бабку станка. На токарных станках производят также отделочную обработку поверхностей путем их накатывания с помощью специальных роликов.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-22; просмотров: 199; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.251.155 (0.003 с.) |