Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Калибры гладкие предельные для контроля цилиндрических и плоскопараллельных элементов изделийСодержание книги
Поиск на нашем сайте
1. ПРИНЦИП ПРИМЕНЕНИЯ ПРЕДЕЛЬНЫХ КАЛИБРОВ
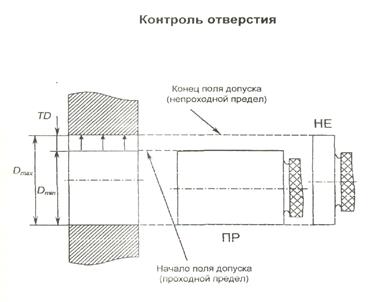
Для контроля каждого элемента изделия необходимы два калибра: проходной (ПР) и непроходной (НЕ). Проходной калибр для размеров 1 мм и более должен проходить в отверстие или по валу под действием собственной силы тяжести или усилия, примерно равного ей, но не менее 1Н (100 грамм), а непроходной не должен проходить (допускается небольшое "закусывание" непроходного калибра - до 1,5 мм от фаски, в отдельных случаях до 0,5 длины его рабочей части). Для калибров с размерами менее 1 мм усилие измерения не должно превышать 1Н Рабочую часть проходного калибра желательно смазывать техническим вазелином, с последующей протиркой насухо (без промывки). Проходной калибр проверяет начало поля допуска элемента изделия, непроходной - его конец (рис. 27, 28).
Рис.27
Если пробка ПР не проходит в отверстие, это означает, что действительный контур (размер) отверстия меньше наименьшего предельного контура (размера) отверстия, т.е. имеет место брак "минус" (отверстие меньше, чем нужно). Чаще всего, это брак исправимый. Если пробка НЕ проходит в отверстие, это означает, что действительный контур (размер) отверстия больше наибольшего предельного контура (размера) его, т.е. имеет место брак "плюс" (отверстие больше, чем нужно, "провалено"). Чаще всего, это -неисправимый брак (окончательный). Если скоба (кольцо) ПР не проходит по валу, это означает, что действительный контур (размер) вала больше наибольшего предельного контура (размера) вала, т.е. имеет место брак "плюс" (вал больше, чем нужно). Чаще всего, это брак исправимый. Если скоба (кольцо) НЕ проходит по валу, это означает, что действительный контур (размер) вала меньше наименьшего предельного контура (размера) вала, т.е. имеет место брак "минус" (вал меньше, чем нужно, "провален"). Чаще всего, это неисправимый брак (окончательный).
Рис.28
2. ПРИНЦИПЫ КОНСТРУИРОВАНИЯ КАЛИБРОВ
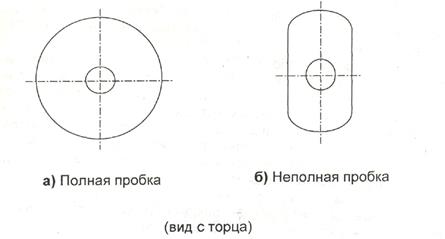
Калибры могут иметь разную конструкцию. Калибры подразделяются, прежде всего, на полные и неполные. Полный калибр в поперечном сечении рабочей части имеет ту же форму, что и проверяемый элемент изделия. Неполный калибр в поперечном сечении рабочей части имеет усечённую форму. К полным калибрам относят полные пробки, шайбы, кольца и втулки. К неполным - неполные пробки и скобы (рис. 29).
Рис.29
В полных калибрах соблюдается принцип подобия (Тэйлора). Калибры НЕ неполные, например, листовые пробки и скобы, а также штихмасы лучше выявляют отклонения формы деталей, чем полные (если отклонения формы заданы в пределах допуска размера). Калибры ПР полные лучше выявляют форму, чем неполные. Для выявления отклонений формы, особенно, если проверяемая поверхность достаточно протяжённая, деталь нужно проверять калибром с двух сторон и, если калибр неполный, то и в нескольких сечениях (до 9 сечений). При изготовлении калибры, для стабилизации внутренних напряжений, подвергаются искусственному старению путём нагрева до 130…150°С в течение 2...3 часов между предварительным и окончательным шлифованием.
3.КЛАССИФИКАЦИЯ ГЛАДКИХ ПРЕДЕЛЬНЫХ КАЛИБРОВ ПО НАЗНАЧЕНИЮ
Эти калибры подразделяются на рабочие и контрольные: - рабочие пробки и скобы-кольца ПР и НЕ для контроля деталей рабочими и контролёрами; - контрольные пробки (шайбы) для контроля рабочих нерегулируемых скоб и установки регулируемых скоб на размер: К-ПР - контрольный проходной для контроля новой рабочей скобы ПР; К-НЕ - контрольный проходной для контроля новой рабочей скобы НЕ; К-И - контрольный непроходной для контроля полного износа рабочей скобы ПР (для изъятия изношенных скоб ПР из эксплуатации). Для контроля рабочих пробок контрольные калибры не изготовляют, так как их экономичнее проверять универсальными измерительными средствами. Дело в том, что для измерений наружных размеров (т.е. пробок) есть достаточно простые и дешёвые универсальные средства, а для измерений внутренних размеров (т.е. скоб и колец) таких средств нет. Кроме того, изготовление высокоточных контркалибров-скоб более сложно и дорого, чем изготовление контркалибров-пробок или шайб. В единичном и мелкосерийном производствах, а также при ремонте изделий, контркалибры рекомендуется заменять концевыми мерами длины (особенно для размеров до 180 мм). В отечественной промышленности имеют ограниченное применение ещё и приёмные калибры П-ПР и П-НЕ для контроля деталей представителями Заказчика (иногда и работниками ОТК). Эти калибры не изготовляют специально, а отбирают из частично изношенных рабочих калибров ПР и соответственно перемаркировывают (раньше изготовляли по требованию Заказчика). В настоящее время вместо калибров П-ПР, в спорных ситуациях, рекомендуется использовать концевые меры длины или универсальные СИ.
4. ДОПУСКИ ГЛАДКИХ ПРЕДЕЛЬНЫХ КАЛИБРОВ
Допуски размеров рабочих калибров в 5-15 раз меньше допусков размеров контролируемых деталей. Допуски размеров контрольных калибров в 1,5-3 раза меньше допусков рабочих калибров. В качестве исполнительного размера предельной пробки принимают её наибольший предельный размер (он же её номинальный размер) с отрицательным отклонением, а предельной скобы - её наименьший предельный размер (он же её номинальный размер) с положительным отклонением, т.е. отклонения задают в тело калибра, как у основных отверстия и вала. Рабочий проходной калибр в процессе эксплуатации изнашивается, а непроходной - нет, поэтому калибр ПР, кроме допуска на изготовление, имеет допуск на износ. Поле допуска на износ откладывается от конца поля допуска на изготовление калибра в направлении его износа, причём для 6-8 квалитетов поля износа выходят за линию проходного предела размера изделия, чтобы слишком не ужесточать допуск изделия, а для квалитетов 9-17 - не выходят. Поле допуска на изготовление калибра НЕ расположено симметрично относительно соответствующего предельного размера изделия, а поэтому на 1/2 выходит за линию непроходного предела размера изделия.
|
||||
|
|
Последнее изменение этой страницы: 2017-02-19; просмотров: 309; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.19.251 (0.008 с.) |