Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Рязанское высшее воздушно-десантное командное училище (военный институт ) имени генерала армии М. Ф. МаргеловаСодержание книги
Поиск на нашем сайте
РЯЗАНСКОЕ ВЫСШЕЕ ВОЗДУШНО-ДЕСАНТНОЕ КОМАНДНОЕ УЧИЛИЩЕ (ВОЕННЫЙ ИНСТИТУТ) ИМЕНИ ГЕНЕРАЛА АРМИИ М.Ф. МАРГЕЛОВА Факультет «Коммуникаций и автомобильного транспорта»
Контрольное задание по дисциплине «Основы технологии производства и ремонт» Вариант № 20
Выполнил: Никулин А.Н ____________________ Проверил: Авраменко В.И. ____________________
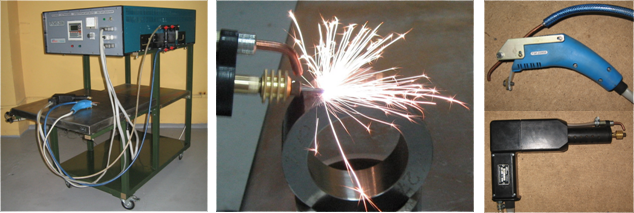
Рязань 2012 г. Вибродуговая наплавка Этот способ наплавки является разновидностью дуговой наплавки металлическим электродом. Вибродуговая наплавка отличается тем, что в процессе наплавки электрод совершает колебательные движения в плоскости, перпендикулярной направляемой поверхности с частотой 50…110 Гц. Амплитуда колебаний электрода обычно составляет от 1,5 мм до 4 мм, что обеспечивает размыкание и замыкание сварочной цепи, поэтому процесс горения дуги сопровождается периодическими перерывами. Перенос металла электродной проволоки на поверхность детали происходит мелкими каплями в моменты возбуждения дуговых разрядов.
Наплавка ведется сварочной проволокой Св-08А,Св-10ГС,Св-18ХГСА,Св-30ХГСА, наплавочными проволоками Нп-50,60Г,80, ДИАМЕТРОМ 1,2…2,0 мм. Охлаждающая жидкость на деталь подается в виде струи на 10…20 мм выше зоны горения и, испаряясь, защищает металл от окисления и охлаждает. Расход жидкости – 1,2…2,0 л/ч. Вибродуговую наплавку ведут на постоянном токе обратной полярности при напряжении 18…22В и плотности тока 50…70 А/ Высокое качество наплавки получают при: · Вылет электрода L=(5…8) · Амплитуда колебаний электрода А=(1,2…1,3) · Угол поворота электрода 𝛼=15…
Недостатки: · ОЖ закаливает наплавляемый валик, вызывая возникновение в нем напряженного состояния и снижение усталостной прочности детали в 2 и более раза. Преимущества: · Хороший отвод от детали · Высокая твердость(закалка) · Электроконтактная наплавка Сущность: наращивание изношенной поверхности детали осуществляется путем навивки электродной проволоки и ее последующей приваркой импульсами тока большой силы с одновременным пластическим деформированием зоны соединения под действием сжимающих усилий.
Плавление проволоки и детали происходит в сварной точке, полученной от действия импульсов тока. Импульсное воздействие тока приводит к тому, что присадочный металл расплавляется не по всей толщине,а в тонком слое, в месте контакта с деталью, поэтому температурное воздействие на деталь и зона термического влияния значительно меньше, чем при дуговой наплавке. Этим способом восстанавливают детали, диаметром 20…150 мм. Преимущества: · Высокая производительность рабочего процесса · Малый расход сварочного материала · Малая зона термического влияния Недостатки: · Быстрый износ прижимающих роликов.
Газотермическое напыление Сущность процесса состоит в напылении расплавленного металла (проволока, порошка с диаметром частиц от 40 до 200 мкм) струей сжатого газа на предварительно подготовленную поверхность детали. В зависимости от источника энергии, применяемого для расплавления присадочного материала и способа его транспортирования к поверхности детали, различают следующие виды газотермического напыления: 1. Электродуговое 2. Газопламенное 3. Плазменное 4. Высокочастотное 5. Детонационное
Прочность сцепления достигается за счет суммарного действия 3-х видов сил:
Газотермический метод формирования покрытий основан на нагреве исходного материала покрытия до жидкого или пластичного состояния и его распылении газовой струей. Напыляемый материал наносится на обрабатываемую поверхность в виде потока жидких капель, или пластифицированных частиц, которые при соударении закрепляются на ней, образуя покрытие (см. рисунок)
Газотермическое напыление.
Преимущества: · Высокая износостойкость покрытий · Низкое температурное воздействие на деталь · Высокая производительность напыления · Малые припуски на механическую обработку Недостатки: · Низкая прочность сцепления нанесенного слоя · Y cXbCBi2ecS7kiHWIEZWsa9FzLcw2li5bmEXbedmC4JGUYdREKM6NgR6i2QL7ku+tHiJPWlm2OC1b GDXQskWPLcwmpC5bmFXbGdgiirDeKEd82KnUdy1A34dMEeMUB18hz7KFZYvnnjk9wrcwguClsIU8 Ng2nz6WF6JPy4nh7Nw3X3fP8V/8AAAD//wMAUEsDBBQABgAIAAAAIQCjG/Ey4QAAAAwBAAAPAAAA ZHJzL2Rvd25yZXYueG1sTI9BS8NAEIXvgv9hGcGb3axpQonZlFLUUxFsBfG2TaZJaHY2ZLdJ+u+d nvQ2j3m89718PdtOjDj41pEGtYhAIJWuaqnW8HV4e1qB8MFQZTpHqOGKHtbF/V1usspN9InjPtSC Q8hnRkMTQp9J6csGrfEL1yPx7+QGawLLoZbVYCYOt518jqJUWtMSNzSmx22D5Xl/sRreJzNtYvU6 7s6n7fXnkHx87xRq/fgwb15ABJzDnxlu+IwOBTMd3YUqLzrWaslbgoZ4lYC4GVSiUhBHvtJlrEAW ufw/ovgFAAD//wMAUEsBAi0AFAAGAAgAAAAhALaDOJL+AAAA4QEAABMAAAAAAAAAAAAAAAAAAAAA AFtDb250ZW50X1R5cGVzXS54bWxQSwECLQAUAAYACAAAACEAOP0h/9YAAACUAQAACwAAAAAAAAAA AAAAAAAvAQAAX3JlbHMvLnJlbHNQSwECLQAUAAYACAAAACEAXfx0VzcGAAAXQAAADgAAAAAAAAAA AAAAAAAuAgAAZHJzL2Uyb0RvYy54bWxQSwECLQAUAAYACAAAACEAoxvxMuEAAAAMAQAADwAAAAAA AAAAAAAAAACRCAAAZHJzL2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA8wAAAJ8JAAAAAA== " o:allowincell="f">
Газотермическое напыление применяется для получения износостойких, коррозионностойких, жаропрочных и др. покрытий. Покрытия могут быть нанесены на металл, стекло, керамику, пластмассы и другие материалы.
Лазерная сварка и наплавка Лазерная сварка и наплавка основаны на использовании энергии светового потока высокой степени направленности. Это вид сварки плавлением, при котором нагрев материала осуществляется когерентным световым лучом, создаваемым оптическим квантовым генератором — лазером. Основой частью такой установки является генератор, преобразующий энергию, запасенную в блоке конденсаторов, в энергию когерентного светового луча. Лазер позволяет сконцентрировать на поверхности детали энергию при плотности мощности от предельно малых величин до 1017 Вт/см2-. Энергия может передаваться материалу бесконтактно, на значительные расстояния от генератора и строго дозировано.
Рисунок. Схемы лазеров с продольной и поперечной прокачкой газа Хромирование
Основные преимущества электролитического хрома: Электролитический хром — своеобразный металл серебристо-белого цвета обладающий высокой микро твердостью в 400—1200 МН/м2, (что почти в два раза выше, чем при закалке токами высокой частоты), близкой к микро твердости корунда; - обладает высокой износостойкостью, особенно в абразивной среде (в 2—3 раза по сравнению с закаленной сталью); - обладает высокой устойчивостью в отношении химических и температурных воздействий, и все это дополняет красивый внешний вид; - имеет низкий коэффициент трения (на 50% ниже чугуна и стали); - очень высокая прочность сцепления покрытия с поверхностью детали. Недостатки хромирования и хромового покрытия: - низкий выход металла по току (8—42%); - небольшая скорость отложения осадков (0,03 мм/ч); - высокая агрессивность электролита; - большое количество ядовитых выделений, образующихся при электролизе; - толщина отложения покрытия практически не превышает 0,3 мм; - гладкий хром плохо удерживает смазочное масло. Электролитические осаждения хрома отличаются от других гальванических процессов как по составу электролита, так и по условиям протекания процесса. Эти особенности состоят в следующем: в качестве электролита используют хромовую кислоту (водный раствор хромового ангидрида СЮ3) с небольшими добавками серной кислоты (H2S04), а не растворы их солей, как при осаждении других металлов. Концентрация хромового ангидрида в электролите может колебаться в широких пределах — от 100 до 400 г/л, а серной кислоты — от 1 до 4 г/л (причем соотношение CrO3:H2S04 должно находиться в пределах 90-120). В этом случае выход по току хрома наибольший и процесс идет устойчиво. Количество трехвалентного хрома в ванне должно быть 3-4% содержания хромового ангидрида; электролиз в хромовокислых электролитах ведется с нерастворимыми свинцово-сурьмистыми анодами. Применение растворимых хромовых анодов невозможно ввиду того, что:
- процесс осаждения хрома проводится при высокой катодной плотности тока (DK = 20-30 А). При повышении катодной плотности тока увеличиваются твердость осадка и хрупкость слоя, а при пониженных значениях тока осадки получаются пластичными; - обратная зависимость выхода по току от температуры электролита и его концентрации. С повышением концентрации электролита выход по току резко понижается, тогда как в большинстве других гальванических процессов выход по току повышается;
- хромовые ванны имеют плохую растворяющую способность, т. е. толщина осадков оказывается неравномерной в зависимости от положения анода по отношению к детали (катоду). На ближайших к аноду участках получается большая толщина слоя, а на удаленных – меньшая. - возникновение значительных растягивающих напряжений в электролитически осажденном слое. Напряжение тем больше, чем толще покрытие. При определенной толщине растягивающие напряжения достигают таких значений, которые приводят к отслоению покрытия. В хромовых покрытиях в связи с этим снижается усталостная прочность на 20% Саморегулирующий электролит. Его применяют для более устойчивой работы ванн хромирования. Это достигается путем введения в ванну труднорастворимого сульфата стронция. Наиболее широкое распространение получил электролит следующего состава (г/л):
— хромовый ангидрид СгОз — 200-300, — кремнефторид калия K2SiFe — 18-20. — сульфат стронция SrS04 — 5,5-5,6,
1- Блестящий хром; 2- Молочный хром. Плотность тока DK = 40-80 А/дм2, температура 55-65. Выход по току в этом электролите равен з = 17-19%. Положительные свойства электролита: - возможность применения более высоких плотностей; - скорость осаждения выше, чем в сернокислых электролитах; - хорошая рассеивающая способность; g 4g2HQ45Ziqgov6GLFl2ozSw6Xagoz3npIvZ6nNW30YXn8sWkUUX4eStDFyemCxXoN3TRogu1F0mn CxXmOQNdhKEn98vFLmxYamuoIPNDJgt0emLiYejC0MVbj54eM7tQkf5LoQt+fBpOoXORWJ6YZ8fc 9TRc6+f6b/4BAAD//wMAUEsDBBQABgAIAAAAIQAZ452k4QAAAAwBAAAPAAAAZHJzL2Rvd25yZXYu eG1sTI/BasMwEETvhf6D2EJvjawaucG1HEJoewqFJoWS28ba2CaWZCzFdv6+yqm97bDDzJtiNZuO jTT41lkFYpEAI1s53dpawff+/WkJzAe0GjtnScGVPKzK+7sCc+0m+0XjLtQshlifo4ImhD7n3FcN GfQL15ONv5MbDIYoh5rrAacYbjr+nCQZN9ja2NBgT5uGqvPuYhR8TDitU/E2bs+nzfWwl58/W0FK PT7M61dggebwZ4YbfkSHMjId3cVqz7qoRRa3BAUyeQF2MwiZZsCO8cqkTIGXBf8/ovwFAAD//wMA UEsBAi0AFAAGAAgAAAAhALaDOJL+AAAA4QEAABMAAAAAAAAAAAAAAAAAAAAAAFtDb250ZW50X1R5 cGVzXS54bWxQSwECLQAUAAYACAAAACEAOP0h/9YAAACUAQAACwAAAAAAAAAAAAAAAAAvAQAAX3Jl bHMvLnJlbHNQSwECLQAUAAYACAAAACEAKKDK2SsGAAAfQAAADgAAAAAAAAAAAAAAAAAuAgAAZHJz L2Uyb0RvYy54bWxQSwECLQAUAAYACAAAACEAGeOdpOEAAAAMAQAADwAAAAAAAAAAAAAAAACFCAAA ZHJzL2Rvd25yZXYueG1sUEsFBgAAAAAEAAQA8wAAAJMJAAAAAA== " o:allowincell="f">

Рисунок 2.Схема установки для струйного хромирования: - анод; 2 - устройство для поддержания уровня электролита; 3 - наращиваемый вал; 4- раздвижная кассета; 5 - ванна; 6 - электролит; 7 -подогреватель; 8 - насос. Положительные свойства: - меньшая чувствительность к изменению температуры и к загрязнению электролита железом, медью и другими металлами. Отрицательные свойства: — агрессивность и ядовитость электролита; — детали подвесных приспособлений, аноды и детали ванн разрушаются больше, чем в сернокислом электролите. Холодные электролиты: в ремонтном производстве применяют двух типов: - электролит с добавкой фтористых солей, - тетрахроматные. Саморегулирующийся холодный электролит: Состав: - хромовый ангидрид — 380-420,— кальций углекислый — 60—75, - кобальт сернокислый — 18-20. Режим электролиза: - катодная плотность Dk = 100—300 А/дм2, - температура электролита — 18-25°С. Преимущества электролита — высокий выход по току (35-40%). Недостаток — требуются мощные холодильные агрегаты для достижения 18-25 °С при высокой плотности тока (до 200 А/дм2).
Пористое хромирование. Применяют для повышения износостойкости деталей, работающих при больших давлениях и температурах и недостаточной смазке. Пористый хром представляет собой покрытие, на поверхности которого специально создается большое количество пор или сетка трещин, достаточно широких для
Струйное хромирование. Его широком диапазоне плотности тока, достигающей 200 А/дм2. Скорость протекания электролита 40-60 см/с, катодно-анодное расстояние — 15 мм. При этом получают блестящие покрытия. Выход по току достигает 22%, что вместе с высокой плотностью тока ускоряет процесс осаждения хрома: при t = 50 °С и Dk= 100 А/дм'2 скорость осаждения составляет 0,1 мм/ч. При струйном хромировании в тетрахроматном электролите высококачественные покрытия осаждаются при D = 150— 160 А/дм2 со скоростью 0,25 мм/ч. В универсальном электролите хромируют: при температуре — 50 °С, плотности тока — 70-90 А/дм2, скорости протекания электролита — 100-120 см/с, катод но-анодном расстоянии 15 мм. Скорость осаждения хрома составляет 0,08—0,10 мм/ч. Проточное хромирование. Оно обеспечивает блестящие покрытия повышенной твердости и износостойкости и улучшенной равномерности покрытия в универсальном электролите с повышенным содержанием серной кислоты (3-7 г/л) при температуре — 55—65 °С, плотности тока — 100— 150 А/дм2, скорости протекания электролита — 100-120 см/с и межэлектродном расстоянии — 15-30 мм. Выход по току составляет 20-21%. Способ эффективен для хромирования цилиндров и коленчатых валов двигателей.

42. Методы упрочнения рабочей поверхности. При эксплуатации автомобиля в различных условиях возникает необходимость повышения износостойкости и антифрикционных качеств рабочей поверхности гильз за счёт специальной обработки или методов упрочнения. Легирование чугуна гильз цилиндров, рассмотренное в предыдущем разделе, является одним из методов упрочнения. К сказанному выше необходимо добавить, что упрочнение происходит в результате торможения дислокаций на внедрённых атомах, что существенно изменяет сопротивление их движению и обеспечивает упрочнение металлической матрицы, повышение её сопротивления пластическим деформациям и меньшее снижение твёрдости при нагреве. Наиболее распространённые виды химико-термической обработки (ХТО) – азотирование, сульфидирование и фосфатирование. Они позволяют сократить расход Ni, Cr, Cu за счёт использования для изготовления гильз менее легированных материалов. Азотированием достигается значительное повышение (»40НRС)
Главными недостатками: Всех видов ХТО являются малая глубина внедрения в основной материал (0,3-0,35 мм), при этом окончательное периодическое хонингование гильз под ремонтный размер затруднено и ещё несколько её уменьшает; поверхностный слой не может длительное время противостоять высоким нагрузкам, при которых работает пара гильза - поршневое кольцо этот метод упрочнения довольно энергоёмок и дорог. Поверхностное пластическое деформирование (ППД) – эффективный способ повышения износостойкости трущихся поверхностей детали в условиях граничного трения основанный на использовании пластических свойств материала. В результате такой обработки удаляются риски и микротрещины от предыдущей обработки, увеличиваются твёрдость, износо- и коррозионостойкость поверхности и её усталостная прочность. Таблица
Магнитно-импульсное упрочнение
Термопластичные полимеры (термопласты)- состоят из макромолекул, соединенных между собой только физическими связями. Энергия разрыва физических связей невелика и составляет от 12 до 30 кДж/моль. При нагревании физические связи исчезают, при охлаждении — восстанавливаются. Энергия разрыва химических связей, соединяющих мономерные звенья в цепную макромолекулу, многократно превышает указанные значения и составляет 200-460 кДж/моль. Поэтому при нагревании термопластов до температуры плавления физические связи исчезают, а химические — ковалентные — сохраняются, и, следовательно, сохраняется неизменным химическое строение полимера.При охлаждении и затвердевании такого расплава физические связи и основные физические свойства термопластичного полимерного вещества восстанавливаются. Таким образом, термопласты, во-первых, допускают формование изделий из расплава с его последующим охлаждением и затвердеванием и, во-вторых, могут перерабатываться многократно. Это, в свою очередь, позволяет возвращать в производственный цикл отходы производства, брак, изделия, утратившие потребительскую ценность. Термореактивные полимеры Реактопласты- состоят из макромолекул, соединенных поперечными ковалентными, то есть химическими связями. Образовавшаяся сетчатая химическая структура необратима. Нелимитированное нагревание сетчатых полимеров приводит не к расплавлению, а к разрушению пространственной сетки, сопровождающемуся термодеструкцией. С точки зрения практики это означает, что реактопласты допускают лишь однократную переработку в изделия, которые формуются в результате химической реакции отверждения. Технологические и иные отходы производства практически не рециклируются. Вместе с тем сетчатая молекулярная структура придает полимерам ряд особых свойств, не наблюдаемых у термопластов. Так, густосетчатые термореактивные полимеры, например, полиэпоксиды, характеризуются повышенными значениями модуля упругости, твердости и теплостойкости; редкосетчатые реактопласты, основными представителями которых являются эластомеры. Сополимеры Содержат в основной макроцепи звенья из двух или более различных мономеров.
При этом сополимер сохраняет ряд свойств, характерных как для ФП (повышенная по сравнению с ПЭ теплостойкость, низкий коэффициент трения и ряд характеристик ПЭ(технологичность, универсальность применения.
Эпоксидная краска
Заключение
Выполнение данного контрольного задания позволило ознакомиться с методами восстановления работоспособности деталей и агрегатов двигателей автомобилей. В ходе выполнения этой работы была проведена сложная работа по анализу сущности, условий применения, преимуществ и недостатков этих методов, что без сомнения позволит в будущем применять полученные теоретические знания на практике. Обладая теоретическими знаниями, можно эффективно организовать выполнение всех вид ТО и Р на различных предприятиях и заводах, работающих в данной области.
Список литературы 1 Ремонт военной автомобильной техники[Текст]:учебник.Кн.1.Основы технологии ремонта ВАТ; под ред. Профессора генерал-майора А.Н.Герасимова: РВАИ, 2008. 2 Ремонт военной автомобильной техники [Текст]: лабораторный практикум. ВАИ; кафедра ремонта автомобильной техники: Рязань, 2001. 3 Сварка, наплавка, газотермическое напыление и эпоксидные
РЯЗАНСКОЕ ВЫСШЕЕ ВОЗДУШНО-ДЕСАНТНОЕ КОМАНДНОЕ УЧИЛИЩЕ (ВОЕННЫЙ ИНСТИТУТ) ИМЕНИ ГЕНЕРАЛА АРМИИ М.Ф. МАРГЕЛОВА Факультет «Коммуникаций и автомобильного транспорта»
Контрольное задание по дисциплине «Основы технологии производства и ремонт» Вариант № 20
Выполнил: Никулин А.Н ____________________ Проверил: Авраменко В.И. ____________________
Рязань 2012 г.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-10; просмотров: 146; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.177.203 (0.014 с.) |


 .
.


 где
где -прочность от сил мех-го зацепления, МПа
-прочность от сил мех-го зацепления, МПа - прочность от сил физического взаимодействия
- прочность от сил физического взаимодействия -прочность от сил химического взаимодействия
-прочность от сил химического взаимодействия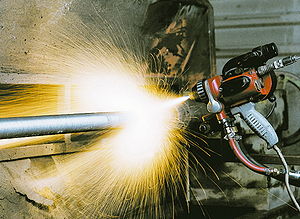
 Это позволяет обеспечить равномерность прогрева по наплавляемой поверхности с минимальными потерями порошка и, кроме того, повышает до 60 — 70 % степень поглощения лазерного излучения.
Это позволяет обеспечить равномерность прогрева по наплавляемой поверхности с минимальными потерями порошка и, кроме того, повышает до 60 — 70 % степень поглощения лазерного излучения.